1.本发明涉及增材成型制造技术,特别是一种基于密集激光阵列增材制造的精控供粉系统。
背景技术:
2.选区激光烧结(sls)技术是目前增材制造领域重要的技术之一,其工作原理是首先将粉末预热到稍低于其熔点的温度,然后将供料容器内的粉末铺至成型平面并将其刮平,利用控制的激光束在新铺的粉平面上扫描出该层零件截面,材料粉末在激光束照射下被烧结在一起,得到零件的截面,并与下面已成形的部分粘接;如此逐层烧结,直至烧结完所有层。全部烧结完后去掉多余的粉末,得到加工的零件。
3.无论是点运动成线、线组成面的单个或多个激光截面扫描,还是密集激光阵列扫描系统,每一层的成型平面烧结后,烧结部分的平面总会比未烧结的平面低一点。下一层铺粉时需要在已烧结区域提供更多的粉末,才能铺平整。现有铺粉装置在取粉铺粉时,都会取足够量的粉整体铺过去,没有专门只在烧结区域增加铺粉的量,因此就造成:未烧结区域铺粉后多出来的粉末直接进入了集粉仓中,没有参与零件成型。粉末的利用率低,导致每次成型制造需要更多额外的粉末参与生产。
4.而且现有的增材制造设备,在成型后取件的过程中,都需要先将成型缸中的粉末掏空后,再取出零件,效率低,并随着成型零件尺寸的增加,取件所需的时间和人力也越多。
技术实现要素:
5.本发明的目的是为了解决上述问题,提供一种基于密集激光阵列增材制造的精控供粉系统,它具有粉末利用率高、惰性气体环境好,铺粉按需分配、出料更均匀且自行达到动态平衡,取件更方便等特点。
6.本发明的上述技术问题主要是通过下述技术方案得以解决的:一种基于密集激光阵列增材制造的精控供粉系统,包括工作舱室、加热单元,配置工作舱室的供粉单元,与供粉单元嵌接的铺粉单元,设置于流水工位的监测单元,以及位于工作舱室下方的智能成型仓,其特征是,所述供粉单元为下落料式结构,粉仓位于工作舱室顶部,粉末通过落粉管道自由落体降落到工作舱室内,由铺粉单元将粉末铺到成型仓基板上。
7.所述落粉管道由若干条垂直布置的单管组成,单管之间存有空隙,且每个管道配有落粉器,落粉器上设有存粉斗。
8.所述铺粉单元包括位于落粉器下方的导粉槽,铺粉单元底部设有落粉口,落粉口分布有横条挡板组。
9.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,所述落粉器为水平布置的圆柱体结构,若干个存粉斗沿圆柱体表面均匀布置。
10.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,所述横条挡板组中,每块挡板均具有被控制系统单独控制开口的大小。
11.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,所述落粉口分布有若干件相互配合的横条挡板组,若干件横条挡板组构成铺粉单元底部落粉口的开口形状和大小。
12.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,铺粉单元将粉末铺到成型仓基板上包括3d打印零件区和外壳区。
13.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,所述铺粉单元根据上一层的烧结位置和面积来调节下一次铺粉时的落粉量。
14.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,所述铺粉单元内部设有与控制系统连接的传感器,控制系统控制相应区域落粉管道配置的落粉器,落粉器通过每次落粉的旋转角度制约落到铺粉单元里的粉末量。
15.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,所述工作舱室具有双气流路线。
16.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,所述铺粉单元与成型仓基板配合部设有刮粉刀或铺粉辊。
17.前述的基于密集激光阵列增材制造的精控供粉系统中,作为优选,智能成型仓的取件门为活动式多级门结构。
18.本技术方案密集激光阵列的机械系统由工作舱室等多个单元组成,由于激光阵列对基板与粉末进行加热,效率更高,因此专门针对密集激光阵列的各个功能系统进行研究。
19.首先对下落料式供粉单元进行优化设计,供粉单元中落粉管道呈多多管道布置,管道之间留有空隙,可供循环气体通过。每个管道均设有落粉器,落粉器上沿圆周布置多个存粉斗,容纳粉料,由此在控制落粉器旋转角度时就可单独控制每一个落粉管道的落粉量。
20.其次是铺粉单元,其内部设有导粉槽,可以将落下的粉末分散开来,使粉末更均匀地存在铺粉单元内部。铺粉单元底部的落粉口,被许多窄小的横条状挡板挡着,由于每个挡板设计了可以被控制系统单独控制开口的大小,因此,多个挡板组共同作用,就可以控制铺粉单元底部落粉口的开口形状和大小,从而控制不同位置的落粉量。根据3d打印过程的原理,烧结区域要比未烧结区域低一点,也就是下一层铺粉时要多落粉才可以铺满烧结区域。通常情况下,由整体统一落下足够的粉,哪怕未烧结区域不需要那么多的粉,也会落下粉末,因此,当刮刀刮过之后,会有剩余较多的粉末落入集粉缸之中,粉末利用效率就低。本装置根据上一层的烧结位置与面积,通过(可实现智能化)调节下一次铺粉时的精准落粉量,即对未烧结的区域减少量、已烧结区域的增加量进行控制,来达成动态平衡,从而避免粉末落入集粉缸之中,使粉末得到全部利用,提高粉末利用率。进一步,在运行过程中,假如有少许多余粉末,在运行一段时间后,铺粉单元内部一些地方会积攒粉末,此时,铺粉单元内部的传感器会反馈给控制系统,则控制系统就会控制相对区域上方的落粉管道的落粉器,调整落粉器每次落粉旋转角度,减少落到铺粉单元里的粉末,即可实现智能动态平衡。
21.三是气体循环系统风道的设计,本装置设计了双气流路线,在保持惰性气体环境的同时排走打印产生的黑烟。可以对激光阵列头进行散热;吹去可能存在的漂浮过高未被吹走的黑灰;经过激光阵列头的热空气流经落粉管道,对落粉管道的粉末起到烘干作用,防止粉末潮湿落料困难。
22.四是铺粉单元将粉末铺到成型仓基板上具有两个打印区,即3d打印零件区和外壳
区,本系统由于对供粉位置和量的精准控制,在打印零件时特意添加外壳,配合激光阵列的高打印效率,打印零件的时候顺便打印外壳,不仅不会浪费时间,而且取件时不会有太多粉末外溢造成污染或者浪费,取件方式相对现有技术发生了改变,效率大大提高。也可以在首次打印外壳之后,重复利用外壳,还可以为一些特别的零件提供别样的服务,等等,拓展了增材制造的思路。
23.与现有技术相比,本发明的有益效果是:在激光阵列高效增材制造的基础上,对下落料式供粉、铺粉等单元的优化设计,大大提高了粉末利用率,实现铺粉按需分配,出料更加均匀并自行达到动态平衡,双风道气体循环系统使成型环境更优,增材制造的思路更广,取件更方便,效率更高。
附图说明
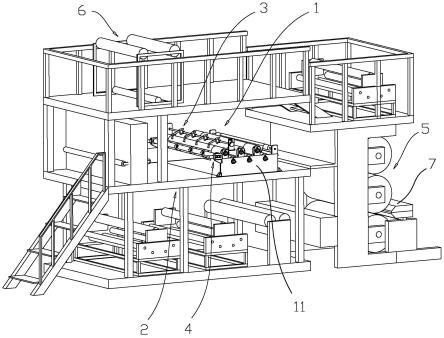
24.图1是本发明一种密集激光阵列组成结构示意图。
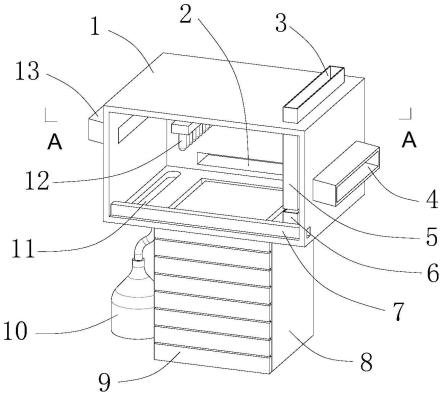
25.图2是本发明一种机械系统结构示意图。
26.图3是图2的a-a向结构示意图。
27.图4是本发明一种供粉铺粉单元结构示意图。
28.图5是图4中铺粉单元部位的仰视图。
29.图6~图9是本发明的挡板组不同状态实施例示意图。
30.图中:1.工作舱室,2.后进风口,3.供粉口,4.右出风口,5.落粉管道,6.刮粉刀,7.前出风口,8.成型仓,9.多级门,10.集粉缸,11.集粉口,12.激光阵列,13.左进风口,14.聚焦单元,15.扫描运动单元,16.光纤固定器,17.二极管激光器,18.光纤,19.红外加热单元,20.传感器,21.摄像头,22.落粉器,23.存粉斗,24.导粉槽,25.落粉口,26.横条挡板,26a.中大边小挡板,26b.中小边大挡板,26c.非规则挡板,26d.渐大挡板。
具体实施方式
31.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
32.基于密集激光阵列12的增材制造设备主要由控制系统、扫描系统、气体循环系统以及机械系统组成。
33.激光阵列12包括聚焦单元14、光纤固定装置16、多条光纤18以及多个激光器,每条光纤18一端连接有一个二极管激光器17,激光器17发光时激光束由光纤导出,光纤的另一端均固定在光纤固定装置16上形成光纤阵列,光纤阵列出光面的前方安装有聚焦单元14,如图1所示,该聚焦单元14的配置用于将激光束的光斑进行聚焦。
34.多条光纤固定在光纤固定装置16内的部分其中心轴平行,光纤阵列的出光面形成一个出光平面,固定在光纤固定装置16内的部分多条光纤垂直于该出光平面,多条光纤前端的出光面分布在一条直线、或多条直线、或一条折线、或多条折线上,也可以是一条曲线、或多条曲线上,还可以分布在同一个平面上,或上述多种分布的任意组合。
35.光纤固定装置16及其前端的聚焦单元14安装在扫描运动单元15上,光纤阵列的出光方向垂直向下,扫描运动单元15能够在水平面上移动。扫描运动单元由一个或多个电机驱动。
36.本实施例一种基于密集激光阵列增材制造的精控供粉系统,如图2所示,包括工作
舱室1、分布于智能成型仓8和工作舱室1各部位的加热单元,配置于工作舱室1的供粉单元,与供粉单元嵌接的铺粉单元,设置于流水工位的监测单元,以及位于工作舱室1下方的智能成型仓8。工作舱室1底部设有集粉口11,集粉口11通到集粉缸10。
37.加热单元包括安装在智能成型仓8侧壁上的第一加热单元和接触式传感器;安装在智能成型仓8底板下部的第二加热单元和接触式传感器。两外加热单元和接触式传感器可设有多件,分别加热与监控智能成型仓侧壁和底板的不同区域。安装在工作舱室1顶部的红外加热单元19和非接触式传感器20,如图3所示,此处的红外加热单元19和非接触式传感器20同样可以布置多处,分别加热与监控工作舱室1内的不同区域。在智能成型仓8的正上方设摄像头21,实时观察铺粉与烧结情况,分析铺粉后烧结面积。智能成型仓8的加热单元一般起到保温作用,但也可加热粉末,使粉末温度接近熔化温度。智能成型仓8的取件门为活动式多级门9结构。
38.供粉单元为下落料式结构,粉仓(储存粉末的仓库)位于工作舱室1顶部,粉末经供粉口3通过落粉管道5自由落体降落到工作舱室1内,由铺粉单元将粉末铺到成型仓基板上。落粉管道5由一组多条垂直布置的单管组成,单管之间存有缝隙,每个管道配有落粉器22,落粉器22上设有存粉斗23,如图4所示,落粉器22为水平布置的圆柱体(管体)结构,8个存粉斗23沿圆柱体表面均匀布置。
39.铺粉单元包括位于落粉器22下方的导粉槽24,铺粉单元底部设有落粉口25,落粉口25部位分布有横条挡板26组。如图5所示,横条挡板26组中,每一个挡板都有单独的机械组件,控制系统可以控制每一个挡板的单独移动,当需要时,控制系统就可以操控多个挡板分别移动,改变挡板位置,组成不同的开口形状。进一步,横条挡板26组共有多组且相互配合,一组一组的横条挡板26组共同构成铺粉单元底部落粉口25的开口形状和大小,开口形状不同,缝隙大小就不一样,落料量也会不同。开口形状如图6~图9所示(仅列举):如组成中大边小挡板26a状态,中小边大挡板26b形状,非规则挡板26c结构,渐大挡板26d或渐小挡板等等形状。
40.铺粉单元根据上一层的烧结位置和面积来调节下一次铺粉时的落粉量,其内部设有与控制系统连接的传感器,控制系统控制相应区域落粉管道5的落粉器22,落粉器22通过制约每次落粉的旋转角度来确定落到铺粉单元里的粉末量。
41.铺粉单元与成型仓基板配合部设有刮粉刀6,也可以设置铺粉辊。
42.工作舱室1具有双气流路线。由左进风口13和右出风口4构成一条气路,由后进风口2和前出风口7构成另一条气路。双气流路线采用一个气体循环系统。腔室上半部分的左进风口13和右出风口4构成的气路,气流行进路线给激光头散热和烘干粉末。腔室下半部分后进风口2和前出风口7构成的气路,气流带走激光打印产生的黑灰。两个气体路线相互垂直且不在一个平面内。由于黑灰由激光熔化金属粉末飞溅产生,黑灰自身具有一定重量,气体不容易将黑灰吹起,因此,气体只是在黑灰飞溅的时候,改变黑灰的溅起方向,向着出风口飞去,从而将黑灰排出去。两条气体路线可以通过调节风速来满足要求。实际应用时,进风口向内吹气的同时,出风口也可以同时向外抽气。
43.本实施例应用于打印成品时的流程如下:
44.(一)将零件的切片文件导入机器,控制系统读取文件信息,确定每一层打印的截面。
45.(二)打印前准备,将打印基板放入成型缸8底板上。工作舱室1锁定,气体循环系统开始工作,充入惰性气体,将氧气排出,使工作舱室1内处于低氧状态。
46.(三)同时第二加热单元开始根据预设定温度加热底板。第一加热单元靠近智能成型仓8最上部分的加热单元开始工作,加热侧壁。也可以通过红外加热单元19或者激光扫描来进行预热。
47.(四)所有条件准备完成后,机器开始打印。首先供粉单元和铺粉单元开始工作,将粉末平铺至成型仓8基板上。工作舱室1顶部的红外加热单元19对准铺平的粉末进行第一次加热,非接触式传感器20监测温度到达第一预设温度之后,激光阵列12从成型仓8基板上方平行扫描。从右侧往左侧移动第一次,激光全部打开,将粉末继续预热到第二预设温度;从左侧往右侧移动第二次,经过需要打印的截面时,相对应的激光打开,烧结需打印截面部分的粉末。除此之外,激光还会将成型仓8最外边一圈的粉末烧结固化,形成一个外壳,将整个零件与其它粉末包裹在其中。激光在阵列方向上移动一个光斑的距离,再从右往左移动第三次,将第二次扫描时激光光斑间距无法扫描到的地方补充完整,至此一个层厚扫描烧结完毕。
48.打印下一层之前,摄像头21会首先拍摄上一层烧结部分的区域,控制系统分析照片后,调节铺粉装置的铺粉量,及时对烧结部分进行多铺粉、未烧结部分少铺粉处理。
49.(五)整个打印过程中,非接触式传感器始终监控成型仓8上粉床的温度,反馈到控制系统,控制系统调节红外线加热单元19的功率和激光预热时候的功率,使粉末温度保持在预设的温度区间上。
50.(六)随着零件的高度增加和零件在智能成型仓8中的逐渐下沉,智能成型仓8侧壁下近点部分的第一加热单元会逐渐加热,配套的接触式传感器实时监控温度,并反馈给控制系统根据需要调节功率。第二加热单元始终对基板起到一个加热的作用,配套的接触式传感器实时监控温度,并反馈给控制系统根据需要调节功率。这两个加热单元保证已成型部分的保温效果,使其与最上方正在成型的零件部分温差不大,以防止温差过大的情况下应力过大零件产生裂纹翘曲等缺陷。
51.(七)气体循环系统不间断工作,从工作舱室1左进风口13充入惰性气体,从工作舱室1右出风口4离开,中途经过激光阵列12,给激光阵列12降温散热。加热后的空气继续经过落粉管道,对管里面的粉料进行烘干,防止粉料受潮落料不顺。
52.(八)从工作舱室1后方靠下位置设有后进风口2,用来吹去激光阵列12打印过程中产生的黑灰,工作舱室1前方最下面的位置留有前出风口7,黑灰从此处进入并经过循环过滤排出。
53.(九)随着打印的进行,零件一层又一层被打印起来,最终完成打印。
54.(十)根据所打印零件高度,打开智能成型仓8前面相对应的活动式多级门9,由于有外壳的存在,所以几乎没有粉末溢出落下。用叉车叉走基板,将零件转移,将机器简单清理即可。
55.上述实施例是对本发明的说明,不是对本发明的限定,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。