一种滤棒材料压花位置检测与自动纠偏装置的制作方法
- 国知局
- 2024-07-12 11:35:19
本申请涉及烟草生产制造,特别是涉及一种滤棒材料压花位置检测与自动纠偏装置。
背景技术:
1、烟草生产对于自动化技术的要求越来越高,伺服控制逐步占据工厂生产。卷烟生产过程中,滤棒成型是卷烟生产的一个重要环节,为了达到智能制造、高质量发展的目标,需要抽样检查滤棒材料压花位置是否符合工艺标准。在实际生产中以依靠操作人员抽样检查滤棒材料压花位置是否符合工艺标准,人工抽查无法实时监控与自动调节,已经不能满足智能制造的无人化的要求。对于滤棒压花成型这一重要的环节的把控目前只能通过人工干涉,无法保证滤棒成品的质量与多余的物料浪费。
技术实现思路
1、鉴于以上所述现有技术的缺点,本申请的目的在于提供一种滤棒材料压花位置检测与自动纠偏装置,在卷制材料压花部分中,通过程序可以自学习压花形状图像,压花的位置实际根据设定标准图像相比较,通过检测采集的数据,控制器对数据的处理,实时控制卷制材料的压花位置,由调节装置实时调节导纸架来改变压花的位置,在经过多次调节比较反馈后,如果压花位置还没有达到预设值将在上位机发出提醒并且停机。
2、本发明的一种滤棒材料压花位置检测与自动纠偏装置,安装于包括用于调节压花纸前后移动的导纸轨、用于控制导纸轨运动的螺纹调节杆和用于对压花纸压花的压花轮的卷制材料压花装置上,包括:
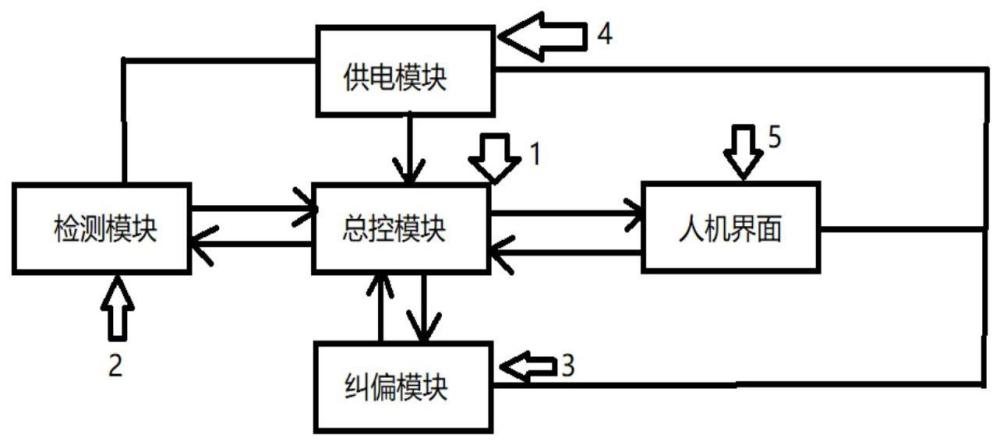
3、检测模块,用于获取预设压花位置的图像,并对该图像进行处理后与标准压花位置的图像进行对比,得出压花位置的偏移量,将压花位置的偏压量传送出总控模块;标准压花位置的图像为在预设压花位置下卷制材料压花位置正确的图像;
4、自动纠偏模块,通过调节导纸轨前后移动来调节压花位置;
5、总控模块,与所述检测模块、所述自动纠偏模块、与设备电连接,根据所述检测模块传送出的压花位置的偏移量,控制所述自动纠偏模块对导纸轨调节,使得当前的压花位置恢复到标准压花位置;
6、人机界面,与所述总控模块电连接,用于与所述总控模块交换信息;与所述总控模块电连接,接收所述总控模块发出的信号,并显示相应状态;
7、供电模块,与所述检测模块、所述自动纠偏模块、所述总控模块、所述人机界面分别电连接,并为所述检测模块、所述自动纠偏模块、所述总控模块、所述人机界面提供工作电压。
8、本发明进一步设置,所述检测模块包括高速相机以及图像处理器,所述图像处理器与总控模块电连接,所述高速相机与所述图像处理器电连接,所述高速相机用于对压花位置位置进行拍摄,并将拍摄照片传输给所述图像处理器,所述图像处理器对照片进行处理,并与标准压花位置进行对比,得出压花位置的偏移量,并将偏移量传送至所述总控模块。
9、本发明进一步设置,所述高速相机安装在压花轮出口处的下方。
10、本发明进一步设置,所述检测模块还包括照明,以及控制所述照明的照明控制器,照明控制器与总控模块电连接,照明控制器与照明电连接,照明控制器与高速相机电连接。
11、本发明进一步设置,所述照明包括左照明和右照明,所述左照明和所述右照明分布在高速相机的左右两侧,所述左照明和所述右照明的光线同时照射在所述高速相机的拍照区域。
12、本发明进一步设置,所述总控模块采用单片机或plc控制器。
13、一种通过上述卷制材料压花位置自动检测与纠偏的装置进行自动检测与纠偏的方法,包括如下步骤:
14、检测步骤:检测模块获取预设压花位置的图像,并对该图像进行处理后与标准压花位置的图像进行对比,得出压花位置的偏移量,将压花位置的偏压量传送出总控模块;标准压花位置的图像为在预设压花位置下卷制材料压花位置正确的图像;
15、调节步骤:总控模块接收到图像处理器传送过来的压花位置移量,向自动纠偏模块发送调节指令,对导纸轨进行相应的调节。
16、本发明的有益效果如下所示:
17、本发明能对压花位置进行实时监控并且能够在压花位置出现偏差时,自动调节补正,使烟支长度始终保持在合格的状态;同时,由于所有的流程都由总控模块自动监控和自动控制装置执行,大大减少了人工的干预程度,提高了自动化水平,保证了调节的精度,提高了产品的质量,减少了废品的产生。
技术特征:1.一种卷制材料压花位置自动检测与纠偏的装置,安装于包括用于调节压花纸前后移动的导纸轨(3.6)、用于控制导纸轨运动的螺纹调节杆(3.7)和用于对压花纸压花的压花轮的卷制材料压花装置上,其特征在于:包括:
2.根据权利要求1所述的压花位置自动检测与纠偏的装置,其特征在于,所述检测模块(2)包括高速相机(2.1)以及图像处理器(2.2),所述图像处理器(2.2)与总控模块(1)电连接,所述高速相机(2.1)与所述图像处理器(2.2)电连接,所述高速相机(2.1)用于对压花位置位置进行拍摄,并将拍摄照片传输给所述图像处理器(2.2),所述图像处理器(2.2)对照片进行处理,并与标准压花位置进行对比,得出压花位置的偏移量,并将偏移量传送至所述总控模块。
3.根据权利要求2所述的压花位置自动检测与纠偏的装置,其特征在于,所述高速相机(2.1)安装在压花轮出口处的下方。
4.根据权利要求2所述的压花位置自动检测与纠偏的装置,其特征在于,所述检测模块(2)还包括照明(2.4),以及控制所述照明(2.4)的照明控制器(2.3),照明控制器(2.3)与总控模块(1)电连接,照明控制器(2.3)与照明(2.4)电连接,照明控制器(2.3)与高速相机(2.1)电连接。
5.根据权利要求4所述的压花位置自动检测与纠偏的装置,其特征在于,所述照明(2.4)包括左照明(2.41)和右照明(2.42),所述左照明(2.41)和所述右照明(2.42)分布在高速相机(2.1)的左右两侧,所述左照明(2.41)和所述右照明(2.42)的光线同时照射在所述高速相机(2.1)的拍照区域。
6.根据权利要求1所述的压花位置自动检测与纠偏的装置,其特征在于,所述总控模块采用单片机或plc控制器。
7.根据权利要求1所述的压花位置自动检测与纠偏的装置,其特征在于,所述自动纠偏模块(3)包括步进电机(3.1);传动机构,包括设置在所述导纸轨(3.6)固定在受力杆(3.5)上,所述受力杆与螺纹调节杆相(3.7)连接,与所述螺纹调节杆(3.7)通过联轴器(3.4)所述步进电机(3.1)连接,驱动所述螺纹调节杆(3.7)为旋转的中间传动机构。
8.根据权利要求6所述的压花位置自动检测与纠偏的装置,其特征在于,所述中间传动机构包括联轴器(3.4)安装在步进电机(3.1)的输出轴上与螺纹调节杆(3.7)连接,以及与所述螺纹调节杆(3.7)相互啮合的受力杆(3.5),且所述受力杆(3.5)同轴安装在所述螺纹调节杆(3.7)上。
9.一种通过权利要求1-8任意一种卷制材料压花位置自动检测与纠偏的装置进行自动检测与纠偏的方法,包括如下步骤:
技术总结本发明提供一种滤棒材料压花位置检测与自动纠偏装置,安装于包括用于调节压花纸前后移动的导纸轨、用于控制导纸轨运动的螺纹调节杆和用于对压花纸压花的压花轮的卷制材料压花装置上,包括:检测模块,用于获取预设压花位置的图像,并对该图像进行处理,并与标准压花位置进行对比,得出压花位置的偏移量,将压花位置的偏压量传送出总控模块;自动纠偏模块,通过调节导纸轨前后移动来调节压花位置;总控模块,控制所述自动纠偏模块对导纸轨调节,使得当前的压花位置恢复到标准压花位置。本发明提高了自动化水平,保证了调节的精度,提高了产品的质量,减少了废品的产生。技术研发人员:叶将相,黎承志,莫宇旋,韦文,李卿麒,黄春赟,蒙国勋,陈侃,李季,胡永豪,王益郎,马林鹏,谢鑫受保护的技术使用者:广西中烟工业有限责任公司技术研发日:技术公布日:2024/2/21本文地址:https://www.jishuxx.com/zhuanli/20240614/93817.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。