同步控制方法、主控制器、同步控制系统和存储介质与流程
- 国知局
- 2024-07-12 11:35:15
本公开涉及卷烟机生产,尤其涉及一种同步控制方法、主控制器、同步控制系统和存储介质。
背景技术:
1、在卷烟的生产过程中,烟支质量直接影响着烟支的口感,是成品卷烟的一个关键指标。
2、卷烟机生产设备中包括刀盘结构和平准器组件,平准器组件包括两个劈刀结构和刷丝轮结构,其中,劈刀结构上均匀分布有多个凹槽,经过劈刀盘的烟丝条对应凹槽部分的烟丝填充量大,凹槽以外的烟丝填充量小,经过后续卷烟成型腔室的挤压,饱满部分就形成了烟草行业内俗称的紧头。挤压后的烟条经过刀盘的切割后,紧头部位正好对应单支卷烟的端部,从而使得烟支端部饱满不空松,保证烟支的质量稳定。
3、因此,刀盘结构与平准器组件是否同步运行,决定了紧头位置是否处于烟支端部,进而影响烟支质量。
技术实现思路
1、本公开旨在一定程度上解决相关技术中的技术问题之一。为此,本公开提供了一种同步控制方法、主控制器、同步控制系统和存储介质。
2、第一方面,本公开实施例提供一种同步控制方法,所述方法应用于同步控制系统的主控制器,所述同步控制系统包括烟支重量控制设备和刀盘结构,所述烟支重量控制设备包括主控制器和至少一个劈刀结构,所述方法包括:
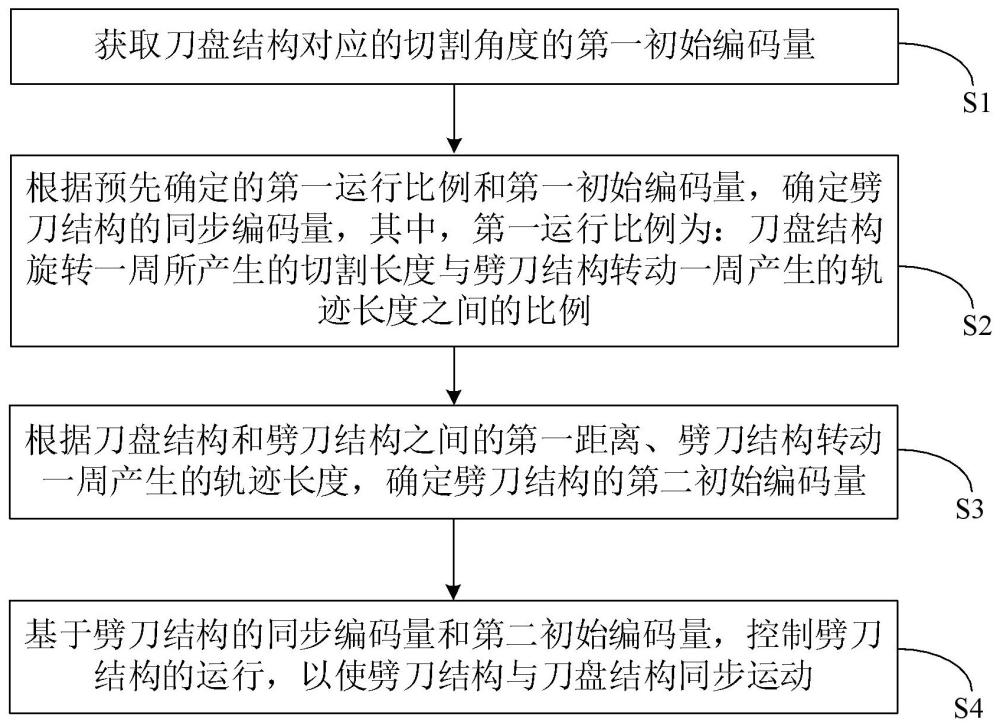
3、获取所述刀盘结构对应的切割角度的第一初始编码量;
4、根据预先确定的第一运行比例和所述第一初始编码量,确定所述劈刀结构的同步编码量,其中,所述第一运行比例为:所述刀盘结构旋转一周所产生的切割长度与所述劈刀结构转动一周产生的轨迹长度之间的比例;
5、根据所述刀盘结构和所述劈刀结构之间的第一距离、所述劈刀结构转动一周产生的轨迹长度,确定所述劈刀结构的第二初始编码量;
6、基于所述劈刀结构的所述同步编码量和所述第二初始编码量,控制所述劈刀结构的运行,以使所述劈刀结构与所述刀盘结构同步运动。
7、在一些实施例中,所述烟支重量控制设备还包括与所述主控制器均连接的至少一个第一伺服驱动器、和与所述第一伺服驱动器对应连接的第一伺服电机,所述第一伺服电机连接对应的所述劈刀结构,
8、所述基于所述劈刀结构的所述同步编码量和所述第二初始编码量,控制所述劈刀结构的运行,包括:
9、基于所述同步编码量和所述第二初始编码量,生成第一控制指令,并发送至对应的第一伺服驱动器,以使得所述第一伺服驱动器根据所述第一控制指令,生成第一驱动信号,并发送至对应的第一伺服电机,并使得所述第一伺服电机根据所述第一驱动信号,控制所述劈刀结构的运行。
10、在一些实施例中,所述劈刀结构为圆盘状,
11、所述根据所述刀盘结构和所述劈刀结构之间的第一距离、所述劈刀结构转动一周产生的轨迹长度,确定所述劈刀结构的第二初始编码量,包括:
12、将所述第一距离和所述劈刀结构转动一周产生的轨迹长度进行取模运算,确定劈刀余量;
13、根据所述劈刀余量和所述劈刀结构的圆周长度,确定所述劈刀结构相对于初始角度的相对角度,其中,所述初始角度是所述劈刀结构安装过程中,所述劈刀结构上的劈刀键槽和与其对应连接的第一伺服电机上的电机键槽相对固定所形成的角度;
14、根据集成在所述第一伺服电机上的驱动编码器的精度,确定驱动所述劈刀结构转动而产生所述相对角度的编码量,作为所述第二初始编码量。
15、在一些实施例中,所述烟支重量控制设备还包括刷丝轮结构,所述刷丝轮结构依次通过对应的第二伺服电机和第二伺服驱动器与所述主控制器连接,且所述刷丝轮结构与所述劈刀结构之间的位置相对固定,
16、所述方法还包括:
17、根据所述同步编码量、所述第二初始编码量以及预先确定的第二运行比例,确定所述刷丝轮结构的第一刷丝编码量,其中,所述第二运行比例是基于所述刷丝轮结构和所述劈刀结构之间的固定位置关系根据的;
18、根据所述第一刷丝编码量,生成第二控制指令,并发送至对应的第二伺服驱动器,以使得所述第二伺服驱动器根据所述第二控制指令,生成第二驱动信号,发送至对应的第二伺服电机,并使得所述第二伺服电机根据所述第二驱动信号,控制所述刷丝轮结构的运行。
19、在一些实施例中,所述烟支重量控制设备还包括高速电磁阀和气缸结构,所述高速电磁阀和所述主控制器连接,所述劈刀结构或者所述刷丝轮结构与所述气缸结构相互连接,
20、所述方法还包括:
21、分别对多个所述第一伺服电机和所述第二伺服电机的负载电流和扭矩参数进行监测;其中,在多个所述第一伺服电机和所述第二伺服电机中的任意一个伺服电机的负载电流和/或扭矩参数,与预先获取的运行参数范围不相符的情况下,通过所述高速电磁阀控制所述气缸结构进行升/降运动,以使所述劈刀结构和所述刷丝轮结构相互分离。
22、在一些实施例中,所述烟支重量控制设备还包括与所述主控制器连接的操作模块,
23、所述方法还包括:
24、响应于对所述操作模块的操作指令,获取烟丝紧头位置的运行偏移量;
25、根据所述运行偏移量和所述劈刀结构的圆周长度,计算所述劈刀结构的偏移编码量;
26、将所述第一伺服驱动器的下一控制周期的目标编码量和所述偏移编码量进行叠加,得到实际编码量;
27、根据所述实际编码量,生成第三控制指令,并发送至对应的第一伺服驱动器,以使得所述第一伺服驱动器响应于所述第三控制指令,生成第三驱动信号,发送至对应的第二伺服电机,并使得所述第二伺服电机根据所述第三驱动信号,控制所述劈刀结构运行。
28、在一些实施例中,所述主控制器根据所述实际编码量,生成第三控制指令,并发送至对应的第一伺服电机,包括:
29、在所述实际编码量不大于预设目标编码量的情况下,所述第三控制指令为控制所述劈刀结构在一个伺服周期内,执行所述实际编码量的偏移运行;
30、在所述实际编码量大于预设目标编码量的情况下,所述第三控制指令为控制所述劈刀结构分为多个伺服周期,执行所述实际编码量的偏移运行,且每一伺服周期内执行的参考编码量不大于所述预设目标编码量;
31、其中,所述预设目标编码量是根据所述第一伺服电机的型号确定的。
32、在一些实施例中,所述烟支重量控制设备还包括刷丝轮结构,所述刷丝轮结构依次通过对应的第二伺服电机和第二伺服驱动器与所述主控制器连接,且所述刷丝轮结构与所述劈刀结构之间的位置相对固定,
33、所述方法还包括:
34、根据所述实际编码量以及预先确定的第二运行比例,确定所述刷丝轮结构的第二刷丝编码量,其中,所述第二运行比例是基于所述刷丝轮结构和所述劈刀结构之间的固定位置关系根据的;
35、根据所述第二刷丝编码量,生成第四控制指令,并发送至对应的第二伺服驱动器,以使得所述第二伺服驱动器根据所述第四控制指令,生成第四驱动信号,发送至对应的第二伺服电机,并使得所述第二伺服电机根据所述第四驱动信号,控制所述刷丝轮结构的运行。
36、在一些实施例中,所述烟支重量控制设备还包括外部编码器,所述刀盘结构和所述主控制器均与所述外部编码器连接,
37、所述获取所述刀盘结构对应的切割角度的第一初始编码量,包括:
38、接收所述外部编码器提供并反馈的所述刀盘结构进行旋转运动时的旋转编码量;
39、将所述旋转编码量作为所述刀盘结构的第一初始编码量。
40、在一些实施例中,其特征在于,所述主控制器的扫描周期小于250μs。
41、第二方面,本公开实施例提供一种主控制器,包括:处理器、存储器和总线,所述存储器存储有所述处理器可执行的机器可读指令,当计算机设备运行时,所述处理器与所述存储器之间通过总线通信,所述机器可读指令被所述处理器执行时执行如第一方面所述的同步控制方法的步骤。
42、第三方面,本公开实施例提供一种同步控制系统,所述同步控制系统包括烟支重量控制设备和刀盘结构,所述烟支重量控制设备包括至少一个劈刀结构和第二方面所述的主控制器。
43、第四方面,本公开实施例提供一种计算机非瞬态可读存储介质,该计算机非瞬态可读存储介质上存储有计算机程序,该计算机程序被处理器运行时执行如第一方面所述的同步控制方法的步骤。
44、本公开实施例提供的同步控制方法中,取消了劈刀结构上的传动齿轮,采用独立伺服驱动的方式来控制劈刀结构的运行,如此设置,避免了齿轮、同步齿形等各零件磨损,而导致劈刀结构的运动精度、位置精度和运行平稳性下降的现象;同时,避免了高速旋转的齿轮与润滑油之间摩擦产生大量的热量,长时间运行后,润滑油在压力的作用下渗漏,污染烟丝质量的现象。进一步地,在通过独立伺服驱动的方式控制劈刀结构运行的过程中,而伺服驱动是通过轴编码器上的编码量来决定驱动信号的。基于此,一方面根据刀盘结构的初始运行状态,确定劈刀结构的同步编码量;另一方面根据刀盘结构和劈刀结构之间的第一距离,以及劈刀结构自旋转的圆周长度,来确定二者之间吸丝带上的烟丝余量,进而确定劈刀结构的第二初始编码量,以在运行之前通过劈刀结构的自身旋转来补偿余量。最终使得在设备运行过程中,劈刀结构在烟丝束上形成紧头部位,经吸丝带传送至刀盘结构后,由刀盘结构转动切割紧头部位,使得劈刀结构和刀盘结构同步运行,保证紧头位置处于烟支端部,进一步保障烟支的质量稳定。
本文地址:https://www.jishuxx.com/zhuanli/20240614/93804.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表