复合滤棒生产设备的相位调节方法、装置、设备及介质与流程
- 国知局
- 2024-07-12 11:35:44
本发明实施例涉及烟草制造,尤其涉及一种复合滤棒生产设备的相位调节方法、装置、设备及介质。
背景技术:
1、目前,随着滤棒产品的多元化发展,空管滤棒、加料滤棒、加香线滤棒等复合滤棒已经成为滤棒市场中的主要产品。在这些复合滤棒的生产过程中,需要在复合设备上将特种滤棒与普通滤棒进行复合,从而形成上述复合滤棒。
2、然而,因为复合滤棒生产设备本身的机械增益、伺服控制零点位置的重复性、机头部分切刀位置同步等问题,生产出来的复合滤棒可能会存在质量问题。其中,复合滤棒中首端基棒和末端基棒的长度相等是复合滤棒最关键的技术指标之一,在产品质量控制上起着非常重要的作用。
3、因此,复合滤棒在出厂前,往往采用抽样测量的方式对产品质量进行评估。目前主要使用的方式有切割后手工测量和切割后激光测量两种方式,其中,手工测量方式存在误差大,效率低等弊端,激光测量方式存在有损测量等弊端,且两者均不能准确检测复合滤棒中首端基棒和末端基棒的长度是否相等。
技术实现思路
1、本发明实施例提供一种复合滤棒生产设备的相位调节方法、装置、设备及介质,基于视觉检测,高效、准确且方便地实现对复合滤棒中的第一基棒和第二基棒的长度的测量,以便于后续对复合滤棒生产设备中的分切刀头与复合滤棒的待切割点位的相对位置的自动调节。
2、第一方面,本发明实施例提供了一种复合滤棒生产设备的相位调节方法,包括:
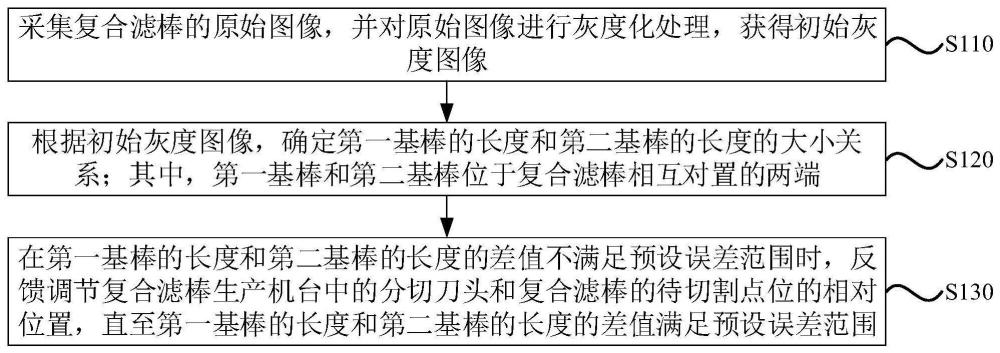
3、采集复合滤棒的原始图像,并对所述原始图像进行灰度化处理,获得初始灰度图像;
4、根据所述初始灰度图像,确定第一基棒的长度和第二基棒的长度的大小关系;其中,所述第一基棒和所述第二基棒位于所述复合滤棒相互对置的两端;
5、在所述第一基棒的长度和所述第二基棒的长度的差值不满足预设误差范围时,反馈调节复合滤棒生产设备中的分切刀头和所述复合滤棒的待切割点位的相对位置,直至所述第一基棒的长度和所述第二基棒的长度的差值满足所述预设误差范围。
6、第二方面,本发明实施例还提供了一种复合滤棒生产设备的相位调节装置,包括:
7、图像采集模块,用于采集复合滤棒的原始图像,并对所述原始图像进行灰度化处理,获得初始灰度图像;
8、长度比较模块,用于根据所述初始灰度图像,确定第一基棒的长度和第二基棒的长度的大小关系;其中,所述第一基棒和所述第二基棒位于所述复合滤棒相互对置的两端;
9、反馈调节模块,用于在所述第一基棒的长度和所述第二基棒的长度的差值不满足预设误差范围时,反馈调节复合滤棒生产设备中的分切刀头和所述复合滤棒的待切割点位的相对位置,直至所述第一基棒的长度和所述第二基棒的长度的差值满足所述预设误差范围。
10、第三方面,本发明实施例还提供了一种终端设备,包括:
11、一个或多个处理器;
12、存储装置,用于存储一个或多个程序;
13、当所述一个或多个程序被所述一个或多个处理器执行,使得所述一个或多个处理器实现如第一方面中任一所述的复合滤棒生产设备的相位调节方法。
14、第四方面,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如第一方面中任一所述的复合滤棒生产设备的相位调节方法。
15、本发明实施例提供了一种复合滤棒生产设备的相位调节方法、装置、设备及介质,该相位调节方法首先采集复合滤棒的原始图像,并对原始图像进行灰度化处理,获得初始灰度图像,然后根据初始灰度图像,确定第一基棒的长度和第二基棒的长度的大小关系;其中,第一基棒和第二基棒位于复合滤棒相互对置的两端,最后在第一基棒的长度和第二基棒的长度的差值不满足预设误差范围时,反馈调节复合滤棒生产设备中的分切刀头和复合滤棒的待切割点位的相对位置,直至第一基棒的长度和第二基棒的长度的差值满足预设误差范围。利用上述方法,基于视觉检测,高效、准确且方便地实现对复合滤棒中的第一基棒和第二基棒的长度的测量,根据第一基棒的长度和第二基棒的长度的比较结果,对复合滤棒生产设备中的分切刀头与复合滤棒的待切割点位的相对位置的进行自动调节,解决了复合滤棒生产设备在生产过程中的相位漂移问题,以及避免了人工手动调节的滞后性问题,实现了对复合滤棒的生产过程的实时监测,以便于后续对复合滤棒的产品质量的稳定控制,提高了复合滤棒的生产质量水平和生产良率。
技术特征:1.一种复合滤棒生产设备的相位调节方法,其特征在于,包括:
2.根据权利要求1所述的相位调节方法,其特征在于,根据所述初始灰度图像,确定第一基棒的长度和第二基棒的长度的大小关系,包括:
3.根据权利要求2所述的相位调节方法,其特征在于,对所述初始灰度图像进行二值化处理,获得中间灰度图像,并根据所述中间灰度图像,确定所述初始灰度图像中属于所述复合滤棒的像素点,包括:
4.根据权利要求2所述的相位调节方法,其特征在于,确定所述初始灰度图像中属于所述复合滤棒的像素点对应的灰度值,并根据所述灰度值,对应确定第一梯度值和第二梯度值,包括:
5.根据权利要求2所述的相位调节方法,其特征在于,所述复合滤棒包括相互对置的第一端面和第二端面;
6.根据权利要求2所述的相位调节方法,其特征在于,根据所述第一分界线和所述第二分界线的位置,确定所述第一基棒的长度和所述第二基棒的长度,以及所述第一基棒的长度和所述第二基棒的长度的大小关系,包括:
7.根据权利要求2所述的相位调节方法,其特征在于,根据所述第一分界线和所述第二分界线的位置,确定所述第一基棒的长度和所述第二基棒的长度,以及所述第一基棒的长度和所述第二基棒的长度的大小关系,包括:
8.一种复合滤棒生产设备的相位调节装置,其特征在于,包括:
9.一种终端设备,其特征在于,包括:
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现如权利要求1-7中任一所述的复合滤棒生产设备的相位调节方法。
技术总结本发明实施例公开了一种复合滤棒生产设备的相位调节方法、装置、设备及介质,该相位调节方法首先采集复合滤棒的原始图像,并对原始图像进行灰度化处理,获得初始灰度图像,然后根据初始灰度图像,确定第一基棒的长度和第二基棒的长度的大小关系,最后在第一基棒的长度和第二基棒的长度的差值不满足预设误差范围时,反馈调节复合滤棒生产设备中的分切刀头和复合滤棒的待切割点位的相对位置,直至第一基棒的长度和第二基棒的长度的差值满足预设误差范围。利用上述方法,基于视觉检测,对复合滤棒生产设备中的分切刀头与复合滤棒的待切割点位的相对位置的进行自动调节,解决了复合滤棒生产设备在生产过程中的相位漂移问题,提高了复合滤棒生产良率。技术研发人员:秦昌峰,韩良,陆飞,林英泽,高阳臻,范帅帅受保护的技术使用者:南通烟滤嘴有限责任公司技术研发日:技术公布日:2024/2/25本文地址:https://www.jishuxx.com/zhuanli/20240614/93870.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表