一种烟丝加工方法与流程
- 国知局
- 2024-07-12 11:40:10
本申请涉及烟丝加工,尤其涉及一种烟丝加工方法。
背景技术:
1、卷烟厂在进行卷烟生产的过程中,需要经过制丝生产线对烟丝进行多个步骤的加工,超回松散工序是整个制丝生产线的前端工序,其处在润叶加料工序之前,超回松散工序是指将烟丝经过回潮滚筒处理,期间需要对回潮滚筒内的烟丝进行蒸汽喷射处理以及热风鼓吹处理,已完成对烟丝的加湿、加热,加湿、加热完成的烟丝再输送至下游进行润叶加料工序的设备处进行进一步的加工处理,烟丝在回潮滚筒内进行超回松散处理时,对于加湿、加热的指标要求较为严格,以往的回潮滚筒在进行蒸汽喷射调节时采用的方法是固定喷射比例的方法,通过电子秤实时的监测由滚筒入口处进入到回潮滚筒的烟丝的流量,实时的流量和一固定喷射比例值相乘所得的数值即为蒸汽喷射的实时流量,所以蒸汽的喷射量能够实时的和烟丝流量对应,但是在实际的应用中发现,由于蒸汽喷射的调节是由烟丝进入回潮滚筒的流量决定,调节依靠的指标较为单一,因此在采用该种方法对烟丝进行加工时只能够根据烟丝流量对烟丝进行蒸汽喷射,而对于不同牌号的烟丝,烟丝的超回松散的工艺要求不尽相同,单单根据烟丝流量进行蒸汽调节的方式无法满足不同烟丝的加工工艺要求,在进行烟丝加工时存在一定的局限性。
技术实现思路
1、本申请的目的在于提供一种烟丝加工方法,该烟丝加工方法可以根据包括烟丝流量在内的多个指标对蒸汽的喷射量进行调节,以满足不同牌号烟丝的工艺要求,从而有效解决现有技术中存在的不足之处。
2、为此,第一方面,本申请实施例提供了一种烟丝加工方法,包括模式一,所述模式一包括以下各步骤:
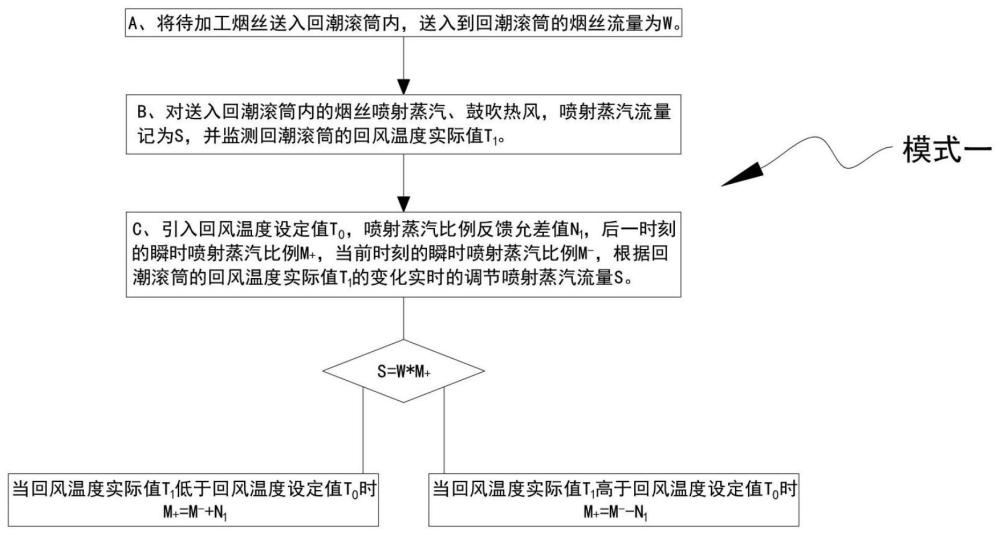
3、a、将待加工烟丝送入回潮滚筒内,送入到回潮滚筒的烟丝流量为w;
4、b、对送入回潮滚筒内的烟丝喷射蒸汽、鼓吹热风,其中,喷射蒸汽流量记为s,并监测回潮滚筒的回风温度实际值t1;
5、c、引入回风温度设定值t0,根据回潮滚筒的回风温度实际值t1的变化实时的调节喷射蒸汽流量s,
6、s=w*m+
7、当回风温度实际值t1低于回风温度设定值t0时,m+=m-+n1,
8、当回风温度实际值t1高于回风温度设定值t0时,m+=m--n1,
9、其中,n1表示喷射蒸汽比例反馈允差值,m+表示后一时刻的瞬时喷射蒸汽比例,m-表示当前时刻的瞬时喷射蒸汽比例。
10、在一种可能的实现方式中,所述步骤c中,
11、n1=f(t1,t0)。
12、在一种可能的实现方式中,
13、n1=k*|t1-t0|,
14、其中,k表示一常数。
15、在一种可能的实现方式中,n1=k*|t1-t0|中,k的数值范围为0.2-7。
16、在一种可能的实现方式中,所述步骤c中,引入数值n0,n0表示喷射蒸汽比例设定调整允差值,当n1超过n0时,n1取n0做值。
17、在一种可能的实现方式中,n0≤52。
18、在一种可能的实现方式中,所述步骤c中,当回风温度实际值t1等于回风温度设定值t0时,m+=m-。
19、在一种可能的实现方式中,还包括模式二,所述模式二包括以下各步骤:
20、ⅰ、将待加工烟丝送入回潮滚筒内,送入到回潮滚筒的烟丝流量为l;
21、ⅱ、对送入回潮滚筒内的烟丝喷射蒸汽、鼓吹热风,其中,喷射蒸汽流量记为q,
22、q=l*t
23、其中,t为一固定值。
24、在一种可能的实现方式中,t的数值范围为0.7-12。
25、在一种可能的实现方式中,所述模式一和模式二之间可以切换。
26、根据本申请实施例提供的烟丝加工方法,当烟丝进入到回潮滚筒后,除了烟丝进入到回潮滚筒的流量指标,该方法还可以根据回潮滚筒的回风温度对喷射蒸汽流量进行调节,在对烟丝进行超回松散的加工工艺中,可以根据多个指标对烟丝进行加工,满足不同牌号烟丝对工艺的多元化工艺要求,提高了生产线对于不同烟丝加工的普适性。
技术特征:1.一种烟丝加工方法,其特征在于,包括模式一,所述模式一包括以下各步骤:
2.根据权利要求1所述的一种烟丝加工方法,其特征在于:所述步骤c中,
3.根据权利要求2所述的一种烟丝加工方法,其特征在于:
4.根据权利要求3所述的一种烟丝加工方法,其特征在于:n1=k*|t1-t0|中,k的数值范围为0.2-7。
5.根据权利要求1所述的一种烟丝加工方法,其特征在于:所述步骤c中,引入数值n0,n0表示喷射蒸汽比例设定调整允差值,当n1超过n0时,n1取n0做值。
6.根据权利要求5所述的一种烟丝加工方法,其特征在于:n0≤52。
7.根据权利要求1所述的一种烟丝加工方法,其特征在于:所述步骤c中,当回风温度实际值t1等于回风温度设定值t0时,m+=m-。
8.根据权利要求1所述的一种烟丝加工方法,其特征在于:还包括模式二,所述模式二包括以下各步骤:
9.根据权利要求8所述的一种烟丝加工方法,其特征在于:t的数值范围为0.7-12。
10.根据权利要求8所述的一种烟丝加工方法,其特征在于:所述模式一和模式二之间可以切换。
技术总结本申请涉及一种烟丝加工方法,包括以下各步骤:A、将待加工烟丝送入回潮滚筒内,烟丝流量为W;B、对烟丝喷射蒸汽、鼓吹热风,监测回潮滚筒的回风温度实际值T<subgt;1</subgt;;C、根据T<subgt;1</subgt;调节喷射蒸汽流量S,S=W*M<subgt;+</subgt;,T<subgt;1</subgt;低于T<subgt;0</subgt;时,M<subgt;+</subgt;=M<subgt;‑</subgt;+N<subgt;1</subgt;,T<subgt;1</subgt;高于T<subgt;0</subgt;时,M<subgt;+</subgt;=M<subgt;‑</subgt;‑N<subgt;1</subgt;,N<subgt;1</subgt;表示喷射蒸汽比例反馈允差值,M<subgt;+</subgt;表示后一时刻的瞬时喷射蒸汽比例,M<subgt;‑</subgt;表示当前时刻的瞬时喷射蒸汽比例。根据本申请实施例提供的烟丝加工方法,当烟丝进入到回潮滚筒后,除了烟丝进入到回潮滚筒的流量指标,还可以根据回潮滚筒的回风温度对喷射蒸汽流量进行调节,在加工工艺中,可以根据多个指标对烟丝进行加工,满足不同牌号烟丝对工艺的多元化工艺要求,提高了生产线对于不同烟丝加工的普适性。技术研发人员:杨利聪,杨豪,杨知义,普绍清,李焯坤,王艳鹏,朱加勋,谢秉政,何盛受保护的技术使用者:红塔烟草(集团)有限责任公司技术研发日:技术公布日:2024/3/12本文地址:https://www.jishuxx.com/zhuanli/20240614/94291.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表