一种烟支传送控制方法与流程
- 国知局
- 2024-07-12 11:58:16
本发明涉及烟草机械,特别是涉及一种烟支传送控制方法。
背景技术:
1、随着市场开放和竞争程度的日益加剧,各大卷烟工业在提高卷烟生产能力的同时,还更关注不同规格卷烟产品开发和烟支生产的外观质量。目前国内实验室用卷接机组具有生产品种、规格多,批量小的特点。实验室用卷接机组在实施产品规格改变时,要求能快速和方便的调整切换,烟支传送装置相关技术是在整个卷烟生产过程中影响设备运行稳定性和卷接质量是一个重要环节。实验室用卷接机组烟支传送装置与传统卷烟机烟支传送装置存在区别,国内市场上传统的卷接机组烟支传送装置主要采用蜘蛛手-接烟轮方式,而实验室用卷接机组烟支传送装置是采用拨烟轮-进烟轮方式,刀盘的驱动方式采用独立电机驱动,不是采用传统的齿轮传动,大大降低了机组的噪声。
2、实验室用卷接机组主要特点就是能快速方便的实施产品规格切换,设备的烟支传送装置需要进烟轮、拨烟轮及刀盘动作同步协调,以便保证烟支顺利传递和烟支到进烟轮槽位时不能发生相位变化。在手动调试和自动运行阶段,烟支经传烟导轨传递和拨烟轮加速后,烟支与进烟轮不能发生碰撞,并且刀片与喇叭嘴装置不能出现打刀及零件损坏等情况。依据设备安全标准要求,机组防护罩必须处于关闭状态,设备才能运行。然而在烟支切换调试阶段,需要打开防护罩对设备的烟支传送装置进行调试,并且单一静态机械或电气调试,无法满足烟支传递时调试要求,最后机组实施不同卷烟产品规格切换时,由于烟支长短发生变化,设备的烟支传送装置调试需要再重新调试校准,工作重复繁杂。
3、因此,为了解决烟支规格切换时需要重新调试烟支传送装置的问题,需设计一种卷烟机烟支规格切换时烟支传送装置的控制方法。
技术实现思路
1、本发明的目的是提供一种烟支传送控制方法,该烟支传送控制方法解决了烟支规格切换时需要重新调试烟支传送装置的问题。
2、为解决上述技术问题,本发明提供如下技术方案:
3、一种烟支传送控制方法,该方法采用烟支传送装置,所述烟支传送装置包括传烟导轨、与所述传烟导轨进烟端对接的喇叭嘴装置、与所述传烟导轨出烟端对接的进烟轮、设于所述传烟导轨出烟端上方用以对烟支加速的拨烟轮、设于所述喇叭嘴装置侧面的刀盘、与所述进烟轮、拨烟轮和刀盘均电连接的控制器,所述控制器预存有任意两种规格烟支进行切换的调整参数,该方法包括:
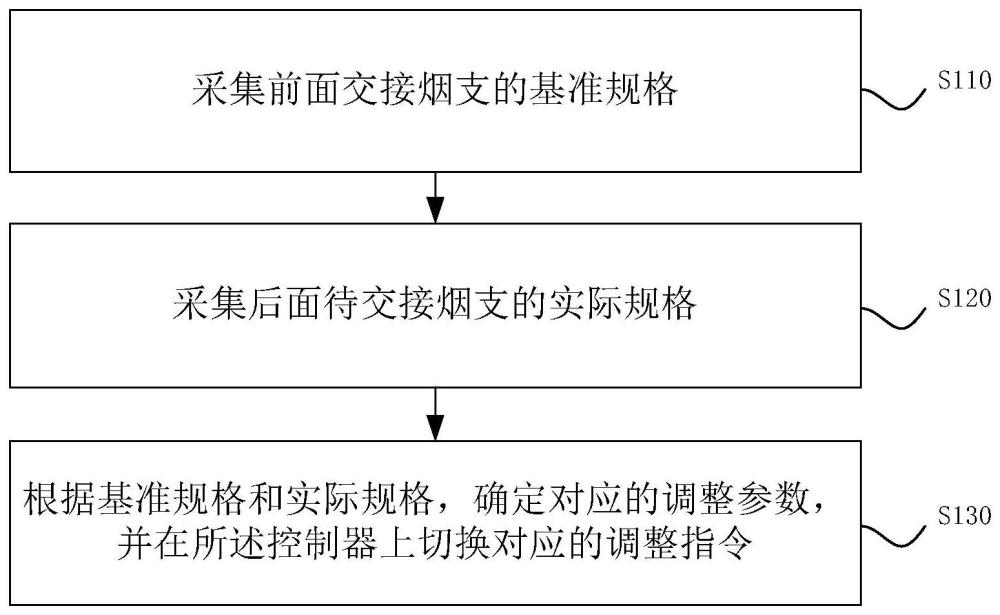
4、采集当前交接烟支的基准规格;
5、采集待交接烟支的实际规格;
6、根据基准规格和实际规格,确定对应的调整参数,并在所述控制器上切换对应的调整指令。
7、可选地,在采集当前交接烟支的基准规格之前,还包括调试所述烟支传送装置,在调试所述烟支传送装置过程中,所述烟支传送装置处于低速运行的点动模式。
8、可选地,调整所述烟支传送装置处于低速运行的点动模式的方法,包括:
9、将所述烟支传送装置调试到sis模式;
10、打开所述烟支传送装置的防护罩。
11、可选地,所述sis模式具体为:给所述刀盘的驱动电机配置安全限速sis功能,当所述驱动电机的速度高于设定值时,触发安全响应停机,当所述驱动电机的速度低于设定值时,允许所述驱动电机在防护罩打开的情况进行同步操作。
12、可选地,所述驱动电机的正常运行转速为低速运行转速的10-20倍。
13、可选地,调试所述烟支传送装置的方法,包括:
14、盘动所述刀盘,将所述刀盘上的刀片对准所述喇叭嘴装置的左右喇叭嘴中间位置;
15、调整所述喇叭嘴装置与所述传烟导轨的进烟端对准;
16、调整所述拨烟轮位于所述传烟导轨的出烟端上方设定距离;
17、调整所述进烟轮交接时的动态相位,使所述进烟轮槽位的前排和后排以设定方式与所述传烟导轨对接。
18、可选地,盘动所述刀盘之前,还包括:
19、将所述传烟导轨的高度调节到与所述进烟轮的槽位高度相同;
20、以所述传烟导轨的出烟端为基准,将所述传烟导轨调至水平。
21、可选地,调整所述喇叭嘴装置与所述传烟导轨的进烟端对准,包括:
22、在所述传烟导轨和所述喇叭嘴装置的交接处放一根烟支直径大小的量棒;
23、将所述喇叭嘴装置的出口调至所述传烟导轨的高度;
24、调整所述传烟导轨的水平位置、以使所述传烟导轨和所述喇叭嘴装置沿一条直线。
25、可选地,所述调整参数的获取方法包括:
26、将烟条切割为设定长度;
27、采集该长度对应的进烟轮、拨烟轮及刀盘动作的参数值;
28、根据任意两种不同长度烟支参数值的比例关系,得到调整参数。
29、可选地,所述控制器内设有数据库,将各个长度烟支对应的进烟轮、拨烟轮及刀盘动作的参数值记录在所述数据库中。
30、本发明所提供的烟支传送控制方法,烟支传送控制方法采用烟支传送装置,烟支传送装置包括传烟导轨、喇叭嘴装置、进烟轮、拨烟轮、刀盘和控制器,刀盘设于喇叭嘴装置的侧面,喇叭嘴装置包括左喇叭嘴和右喇叭嘴,刀盘上的刀片正好对准左右喇叭嘴中间位置,刀片与喇叭嘴装置不能出现打刀及零件损坏。烟条在喇叭嘴装置上移动,刀盘带动刀片旋转,在左右喇叭嘴中间位置刀片切断烟条,烟条切割为设定长度的烟支。喇叭嘴装置的出口与传烟导轨的进烟端对接,烟支从喇叭嘴装置进入传烟导轨,在传烟导轨上烟支惯性向前移动。拨烟轮设于传烟导轨出烟端的上方设定高度,烟支经过拨烟轮时,拨烟轮与烟支具有间隙,既可以保证烟支穿过,又可以使拨烟轮转动对烟支进行加速。进烟轮的入口与传烟导轨出烟端对接,烟支经传烟导轨传递和拨烟轮加速后进入进烟轮的槽位,烟支传送装置需要进烟轮、拨烟轮及刀盘动作同步协调,以便保证烟支顺利传递和烟支到进烟轮槽位时不能发生相位变化,烟支与进烟轮不能发生碰撞。
31、控制器与进烟轮、拨烟轮和刀盘均电连接,通过控制器控制进烟轮、拨烟轮及刀盘动作同步协调。控制器预存有任意两种规格烟支进行切换的调整参数,烟支传送控制方法可以包括以下步骤:采集当前交接烟支的基准规格;采集待交接烟支的实际规格;根据基准规格和实际规格,确定对应的调整参数,并在控制器上切换对应的调整指令。
32、应用本发明实施例所提供的技术方案,机组实施不同卷烟产品规格切换时,烟支长短发生变化,通过两种规格烟支切换的调整参数,使用规格切换指令模式,进烟轮与烟支传递装置的交接相位可以根据烟支长短变化自动调整校准,便于烟支顺利交接传递。烟支长短变化以当前交接烟支规格长度为参考,能快速方便的实施烟支规格切换,烟支传送装置调试不需要再重新调试校准,解决了实施规格切换时烟支传送装置重新调试校准的问题。
技术特征:1.一种烟支传送控制方法,其特征在于,该方法采用烟支传送装置,所述烟支传送装置包括传烟导轨、与所述传烟导轨进烟端对接的喇叭嘴装置、与所述传烟导轨出烟端对接的进烟轮、设于所述传烟导轨出烟端上方用以对烟支加速的拨烟轮、设于所述喇叭嘴装置侧面的刀盘、与所述进烟轮、拨烟轮和刀盘均电连接的控制器,所述控制器预存有任意两种规格烟支进行切换的调整参数,该方法包括:
2.根据权利要求1所述的烟支传送控制方法,其特征在于,在采集当前交接烟支的基准规格之前,还包括调试所述烟支传送装置,在调试所述烟支传送装置过程中,所述烟支传送装置处于低速运行的点动模式。
3.根据权利要求2所述的烟支传送控制方法,其特征在于,调整所述烟支传送装置处于低速运行的点动模式的方法,包括:
4.根据权利要求3所述的烟支传送控制方法,其特征在于,所述sis模式具体为:给所述刀盘的驱动电机配置安全限速sis功能,当所述驱动电机的速度高于设定值时,触发安全响应停机,当所述驱动电机的速度低于设定值时,允许所述驱动电机在防护罩打开的情况进行同步操作。
5.根据权利要求4所述的烟支传送控制方法,其特征在于,所述驱动电机的正常运行转速为低速运行转速的10-20倍。
6.根据权利要求2所述的烟支传送控制方法,其特征在于,调试所述烟支传送装置的方法,包括:
7.根据权利要求6所述的烟支传送控制方法,其特征在于,盘动所述刀盘之前,还包括:
8.根据权利要求6所述的烟支传送控制方法,其特征在于,调整所述喇叭嘴装置与所述传烟导轨的进烟端对准,包括:
9.根据权利要求1-8任一项所述的烟支传送控制方法,其特征在于,所述调整参数的获取方法包括:
10.根据权利要求9所述的烟支传送控制方法,其特征在于,所述控制器内设有数据库,将各个长度烟支对应的进烟轮、拨烟轮及刀盘动作的参数值记录在所述数据库中。
技术总结本发明公开了一种烟支传送控制方法,该方法采用烟支传送装置,所述烟支传送装置包括传烟导轨、与所述传烟导轨进烟端对接的喇叭嘴装置、与所述传烟导轨出烟端对接的进烟轮、设于所述传烟导轨出烟端上方用以对烟支加速的拨烟轮、设于所述喇叭嘴装置侧面的刀盘、与所述传烟导轨、喇叭嘴装置、进烟轮、拨烟轮和刀盘均电连接的控制器,所述控制器预存有任意两种规格烟支进行切换的调整参数,该方法包括:采集当前交接烟支的基准规格;采集待交接烟支的实际规格;根据基准规格和实际规格,确定对应的调整参数,并在所述控制器上切换对应的调整指令。该烟支传送控制方法解决了烟支规格切换时需要重新调试烟支传送装置的问题。技术研发人员:刘丕晶,杨远宏,谷千里,彭金平受保护的技术使用者:常德烟草机械有限责任公司技术研发日:技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240614/96178.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表