一种4x1UT钢帘线生产工艺的制作方法
- 国知局
- 2024-07-11 14:41:51
本发明涉及钢帘线生产技术,具体涉及一种4x1ut钢帘线生产工艺。
背景技术:
1、4x1ut是我司在钢帘线领域新开发的一种ut规格,替代传统的3*0.20+6*0.35ht等规格,其超高强度既能有效地提高轮胎胎体、带束层的强度和轮胎的安全性能,也能减小轮胎中钢帘线和胶料(4*1ut的直径为0.84mm,3*0.20+6*0.35ht的直径为1.13mm)的用量,降低生产成本。
2、针对4x1ut在开发过程生产时没有固定的工艺,普遍采用的是用1+6ht的预变形成绳架,如图1所示,使钢丝在捻制前的经过预变形,经过直径3mm的成绳点widia捻制成绳,经过u型反向轮、虚捻器、校直器达到成绳质量的要求。
3、注:预变形的作用是将钢丝进行预变形,使在捻制过程中容易成绳。
4、由于4x1ut的单丝强度接近3400n/mm2,捻距27mm。钢丝的超高强度、钢帘线结构的特殊性——结构中心有空隙,致使在开发生产的过程中,经常间断性出现一根钢丝被挤进中心位置,出现错位现象,如图2所示,大捻距和钢丝直径0.38mm及超高强度,会导致在双捻的过程中出现捻距不均(约25mm无捻距,图3)、松散的问题。
5、在使用1+6预变形成绳架的生产过程中,会出现成绳缺陷问题:错位和捻距不均,此工艺是每根钢丝经过预变形后,都按一定的角度进入成绳点捻制成绳,因为钢丝进过预变形进行了预变形(钢丝在径向自由度没有限制),预变形出线端至成绳点的距离大于80mm,变形的钢丝在成绳点位置会产生偏移(钢丝变形改变位置),帘线横截面的剖面(见图2)。其中一根钢丝出现波动或受外力,就导致错位现象,因此该工艺在规模生产过程中成品质量会不稳定。因为此成绳架是固定的,不能调整距离等参数,出现缺陷时很难调整。
技术实现思路
1、本发明针对现有技术中存在的问题,提出一种4x1ut钢帘线生产工艺,采用预变形一+分线盘+预变形二+disc+压模、v型反向轮和双校直器+虚捻器工艺,稳定了4x1 ut的成绳结构,避免了成绳缺陷—错位、捻距不均和松散。
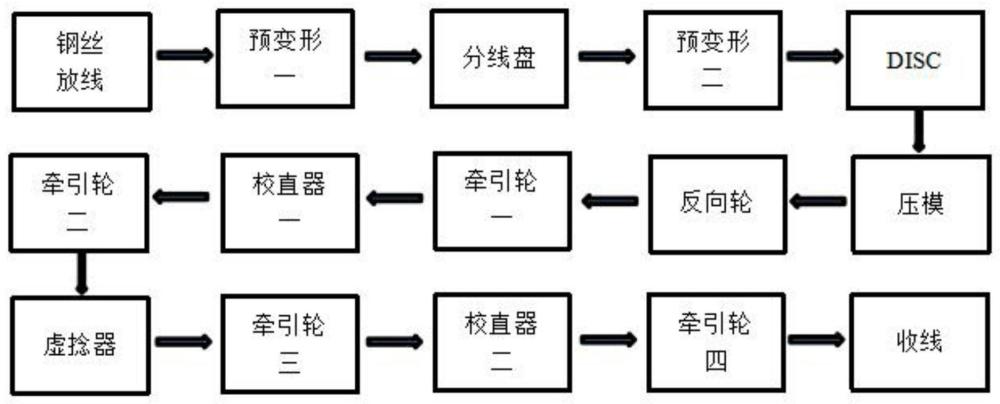
2、本发明所采用的技术方案是:一种4x1ut钢帘线生产工艺,四根钢丝从工字轮放线经过张力摆杆,进过换向轮进入预变形一,经过四孔分线盘对应位置,再穿过预变形器二、disc,对钢丝再次进行了预变形,进入压模,再依次经反向轮、牵引轮一、校直器一、牵引轮二、虚捻器、牵引轮三、校直器二、牵引轮四、收线。
3、在上述方案的基础上,作为优选,反向轮采用v型槽的反向轮。
4、与现有技术相比,本发明具有以下有益效果:
5、采用复合的预变形组件,采用预变形一+分线盘+预变形二+disc+压模、v型反向轮和双校直器+虚捻器工艺,稳定了4x1 ut的成绳结构,避免了成绳缺陷—错位、捻距不均和松散,改进的工艺与原有的工艺1+6工艺对比,有效提高了4x1ut的成绳质量和工艺稳定性。
6、采用本方案生产,能够稳定该结构的成绳质量,本方案采用的工艺备件都是现有规格的,不需要重新采购或定制,也不需要对机台本身进行改造,利于方案推广或转换生产其他规格,减少生产技术人员调整时间,改造成本低,保证了生产过程及成品质量的稳定性。
技术特征:1.一种4x1ut钢帘线生产工艺,其特征在于,四根钢丝从工字轮放线经过张力摆杆,进过换向轮进入预变形一,经过四孔分线盘对应位置,再穿过预变形器二、disc,对钢丝再次进行了预变形,进入压模,再依次经反向轮、牵引轮一、校直器一、牵引轮二、虚捻器、牵引轮三、校直器二、牵引轮四、收线。
2.如权利要求1所述的4x1ut钢帘线生产工艺,其特征在于,反向轮采用v型槽的反向轮。
技术总结本发明公开了一种4x1UT钢帘线生产工艺,四根钢丝从工字轮放线经过张力摆杆,进过换向轮进入预变形一,经过四孔分线盘对应位置,再穿过预变形器二、DISC,对钢丝再次进行了预变形,进入压模,再依次经反向轮、牵引轮一、校直器一、牵引轮二、虚捻器、牵引轮三、校直器二、牵引轮四、收线。采用预变形一+分线盘+预变形二+DISC+压模、V型反向轮和双校直器+虚捻器工艺,稳定了4x1 UT的成绳结构,避免了成绳缺陷:错位、捻距不均和松散。技术研发人员:高博,吕伟刚,李春辉,吴文斌受保护的技术使用者:中天钢铁集团(淮安)新材料有限公司技术研发日:技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240615/69942.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。