一种烟箱木托盘生产系统的制作方法
- 国知局
- 2024-07-11 15:11:59
本技术涉及物件或者物料的贮存或运输容器,具体涉及一种高承载且不易回潮的烟箱木托盘及其生产系统。
背景技术:
1、木质托盘简称木托盘,具有价格便宜、结实、加工方便、成本低廉等优点,但由于木材自身的材料特性,导致使用木材制备的木托盘也不可避免的继承了其存在的缺点,例如,正常的木材纤维是呈长条状分布,其自然形态下具有较好的承重强度,但在加工修整过程中,不可避免地出现将长条状木质纤维截断,导致同一根成品木材中存在较多的未贯穿分布的木质纤维,制备成木托盘后存在承载能力下降的问题;另外,同样是因为木材存在长条状的木质纤维,即使裁切是沿纤维方向裁切,但纤维间纵向容易分离,特别是在干燥脱水的条件下,因此容易出现木托盘开裂翘曲的情况。
2、现有的木托盘生产基本采用沿用了普通木制品生产的工艺流程,并没有专门针对木托盘特点而设计的生产系统,并且只选择长度超过木托盘尺寸的木材进行加工,对于原料的要求较高,造成的浪费较大。
技术实现思路
1、为解决背景技术中指出的问题,本实用新型提供一种烟箱木托盘生产系统。
2、为实现上述目的,本实用新型采用以下技术方案:一种烟箱木托盘生产系统,包括木料分拣机构9、木料磨面机构10、梳齿对接机构11、干燥固化机构12,以及倒角抛光机构13,其特征在于:
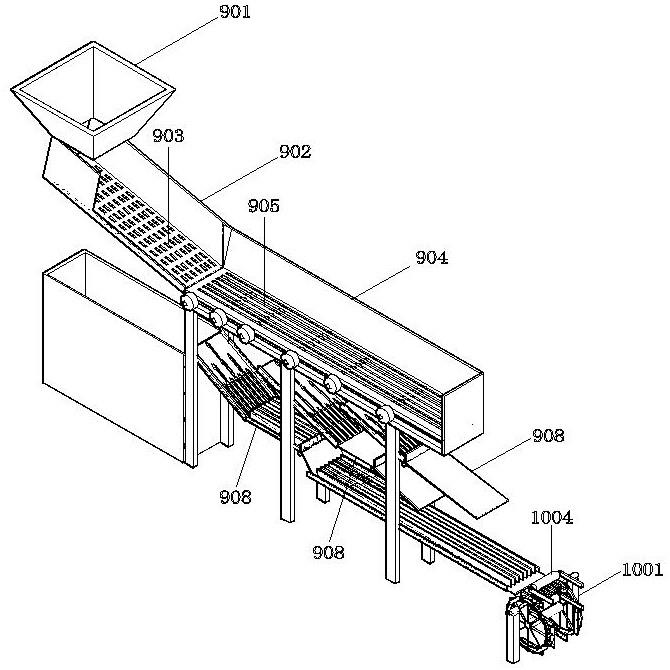
3、所述木料分拣机构9设置在最前端,包括倾斜设置的木料收集输送槽901,该收集输送槽901上端开口,槽底下侧设置震动装置,槽底上侧按照倾斜方向从上至下设置木料导向槽902,木料导向槽902底部开设若干废料落口903,碎木和粉尘从废料落口903落下进入收集槽
4、木料导向槽902的末端与选料筛网904相连,选料筛网904表面开设横向数量与末端木料导向槽902一致的连续长条状通孔905,长条状通孔905的两侧均设置导板,保证木料依次通过;长条状通孔905下方设置沿纵向转动的输送辊轮906,辊轮906的轴垂直于长条状通孔905与分布在两侧的传动机构相连,辊轮906的辊身在正对长条状通孔905的位置处设置向上的环状凸起907,该环状凸起907超出长条状通孔905上表面2-3mm,能够接触木料底部并驱动其向前输送;另外辊轮906在长条状通孔905下方间隔设置,相邻辊轮906之间的间距根据木托盘所用拼接木条101的长度进行调节,保证相应长度的木料通过时,能够从与之相适的辊轮906间距处下落,按尺寸进行归类。
5、在所述选料筛网904下方,按照不同的辊轮906间距分布,分别对应设置倾斜滑道908,若干组倾斜滑道908的出口处均设置活动挡板909,活动挡板909与旋转轴910相连,由其控制转动,并根据各倾斜滑道908中累计的相同长度木料的数量依次开闭,按照批次将同类的木料送至传递轮盘1001;所述传递轮盘1001由两个分别设置在转轴两端的同心圆环组成,将两个圆环分别分为圆心角为直角的扇形,在正对直角的圆弧上,均安装有夹持板1002,夹持板1002通过活动轴与圆环连接,并在两侧导轨的牵引作用下保持一段距离的水平位移;两个圆环上的相同位置的夹持板1002相对,并由固定在圆环外侧的伸缩杆1003所驱动,夹紧送至两块夹持板1002之间的木料,通过设置在木料上下方的升降砂轮1004进行木料上下面的清理打磨,升降砂轮1004通过常规独立的驱动装置和支撑装置来运行。
6、优选的,所述输送辊轮906上的环状凸起907的整个圆周面上设置高摩擦系数的涂层或耐磨橡胶层。
7、优选的,设置在选料筛网904底面的相邻辊轮906之间的间距分为三级,长度分别为木托盘顶面承压板1纵向长度的1/2、1/3和1/4。
8、优选的,所述倾斜滑道908从上至下依次设有三级导向槽,最下级导向槽的宽度略大于木料宽度,确保木料能够通过;中间一级导向槽的宽度为最下级宽度的2倍,以此类推,第一级导向槽的宽度为中间一级宽度的2倍;第一级导向槽有两条通道,中间一级有四条通道,最下级有8条通道;每个通道的进口端均设置导向块,相邻两个通道之间设有隔板。
9、优选的,所述用于驱动夹持板1002的伸缩杆1003由气缸提供动力,或者将夹持板1002通过电磁铁吸附在两侧,电磁铁与夹持板1002之间设置压缩弹簧,松开电磁铁,弹簧的弹力将夹持板1002向中间推出夹紧木料。
10、本实用新型的有益效果:
11、本申请所述木托盘的生产系统,其关键的木料分拣机构和木料磨面机构中采用了逐级分选的导向槽、选料筛网以及分级汇集和依次送料的倾斜滑道等专用机构,提高了生产效率和木托盘的质量品质。
技术特征:1.一种烟箱木托盘生产系统,包括木料分拣机构(9)、木料磨面机构(10)、梳齿对接机构(11)、干燥固化机构(12),以及倒角抛光机构(13),其特征在于:
2.根据权利要求1所述的一种烟箱木托盘生产系统,其特征在于,设置在选料筛网(904)底面的相邻辊轮(906)之间的间距分为三级,长度分别为木托盘顶面承压板(1)纵向长度的1/2、1/3和1/4。
3.根据权利要求1所述的一种烟箱木托盘生产系统,其特征在于,所述倾斜滑道(908)从上至下依次设有三级导向槽,最下级导向槽的宽度大于木料宽度,确保木料能够通过;中间一级导向槽的宽度为最下级宽度的2倍,以此类推,第一级导向槽的宽度为中间一级宽度的2倍;第一级导向槽有两条通道,中间一级有四条通道,最下级有8条通道;每个通道的进口端均设置导向块,相邻两个通道之间设有隔板。
4.根据权利要求1所述的一种烟箱木托盘生产系统,其特征在于,用于驱动所述夹持板(1002)的伸缩杆(1003)由气缸提供动力。
5.根据权利要求1所述的一种烟箱木托盘生产系统,其特征在于,所述夹持板(1002)通过电磁铁吸附在两侧,电磁铁与夹持板(1002)之间设置压缩弹簧,松开电磁铁,弹簧的弹力将夹持板(1002)向中间推出夹紧木料。
技术总结本技术提供一种烟箱木托盘及其生产系统,涉及物件或者物料的贮存或运输容器技术领域,主要为了解决现有的木托盘生产基本采用沿用了普通木制品生产的工艺流程,并没有专门针对木托盘特点而设计的生产系统,并且只选择长度超过木托盘尺寸的木材进行加工,对于原料的要求较高,造成的浪费较大的问题。本申请包括木料分拣机构(9)、木料磨面机构(10)、梳齿对接机构(11)、干燥固化机构(12),以及倒角抛光机构(13),并在关键的木料分拣机构和木料磨面机构中采用了逐级分选的导向槽、选料筛网以及分级汇集和依次送料的倾斜滑道等专用机构,提高了生产效率和木托盘的质量品质。技术研发人员:陈颖,陈克利,周伟受保护的技术使用者:玉溪市永业工贸有限责任公司技术研发日:20230601技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240615/73075.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表