一种具有联动热熔挤出装置的木工封边机的制作方法
- 国知局
- 2024-07-11 15:39:56
本发明是一种具有联动热熔挤出装置的木工封边机,具体涉及木工机械制造。
背景技术:
1、目前市场上的封边机是木工机械代替手工,将木工的封边程序输送、涂胶贴边、切断、前后齐头、上下修边、上下精修边、上下刮边与抛光一体化的高度自动化的机器。其中涂胶贴边一般采用的液体胶水滚轮涂胶工艺,液体胶水含有有害物,在生产过程中因为溶剂挥发污染环境,同时残留的有机物会直接污染产品造成甲醛超标。目前市场上出现了用热熔胶来替代胶水的自动封边机,只是在原有技术的基础上做了简单的改进。如专利202211206236.1采用的是将热熔胶输送到涂胶轮上进行涂覆封边;专利202210453613.5采用的是将热熔胶输送到涂胶轴上进行涂覆封边,专利202210241303.7采用的是胶箱转动进行热熔胶涂覆封边。上述技术措施存在很多缺陷,因为热熔胶的温度与粘度较高、流动性能差、容易冷却失去粘性,因此对涂胶装置简单的改进并不能适应封边机的涂胶自动化生产。本发明人经过长时间的研究并制作了大量样机,通过不断改进的技术进一步完善,并设计出联动热熔挤出装置及各种技术措施,来满足市场对环保型封边机的需求。
技术实现思路
1、本发明的目的在于提供了一种具有联动热熔挤出装置的木工封边机,满足市场对环保型封边机的需求。
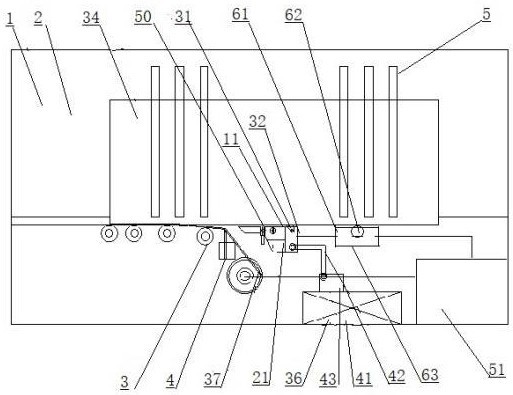
2、鉴于上述技术问题,本发明提供了一种具有联动热熔挤出装置的木工封边机,该封边机的机座的左侧设置有传动输送装置,该机座的右侧设置有粘合装置,该粘合装置的后端设置有切断装置。具有联动热熔挤出装置的木工封边机的联动挤出装置,包括挤出机头、行程喷胶控制器、供胶装置与联动控制系统。挤出机头设置在切断装置的后端,该挤出机头上设置有挤出宽度调节装置,挤出宽度调节装置的导杆的杆体,设置在挤出机头的内部;导杆的杆体上设置有调节片,调节片安装在挤出机头的模口的内部。杆体的上端从挤出机头的内部伸出,杆体的上端设置有螺纹,该杆体的螺纹上设置有手动调节轮,该手动调节轮的下轮体,活动设置在挤出机头上部的旋转槽中。旋转手动调节轮,调节片移动控制挤出机头模口的宽度。行程喷胶控制器的行程控胶阀的行程开关,设置在挤出机头的后端。当传动输送装置将木工件的前端移动到行程开关上时行程控胶阀开启,热熔胶从挤出机头的模口中挤出涂覆在移动的木工件上后,粘合装置将封边条压实在涂覆有热熔胶的木工件上;木工件的尾端离开行程开关后程控胶阀关闭,涂胶过程结束。供胶装置的加热供胶管的一端连接行程控胶阀,该加热供胶管的另一端,连通热熔挤出器的齿轮计量泵。联动控制系统根据传动输送装置输送木工件的移动速度,联动调节热熔挤出器的齿轮计量泵的转速与热熔胶挤出速度,自动控制热熔胶涂覆在移动的木工件上的厚度。
3、优选地,气刀加热压实装置设置在挤出机头的前端,气刀加热压实装置的气刀内部设置有控温加热棒;气刀的后部设置有气控阀,该气刀的热风口的宽度,大于挤出机头的模口的宽度。气刀的热风口吹出的压力热气体,对涂覆在木工件上热熔胶进行加热与气体压力压实。
4、优选地,气刀的热风口的前端设置有热风罩,该热风罩设置在切断装置与挤出机头之间。
5、优选地,机座的右侧设置有加热处理装置,该加热处理装置设置在挤出机头的后端,该加热处理装置的加热器,对木工件的待涂胶面进行滚动接触或辐射加热。
6、优选地,加热处理装置的加热器为火焰处理器。
7、 优选地,挤出宽度调节装置自动调节模口的宽度,杆体的螺纹上设置有调节齿轮;该调节齿轮与减速伺服电机上的传动齿轮接触传动。联动控制系统控制减速伺服电机运动,自动调节模口的宽度。
8、有益效果
9、基于以上技术方案,本发明具有联动热熔挤出装置的木工封边机,至少具有以下有益效果其中之一:
10、1,挤出机头上设置有挤出宽度调节装置,旋转挤出宽度调节装置地手动调节轮,可以根据生产需要调节挤出机头模口的宽度;
11、2,行程喷胶控制器的行程控胶阀的行程开关,设置在挤出机头的后端;当传动输送装置将木工件的前端移动到行程开关上时行程控胶阀开启,热熔胶从挤出机头的模口中挤出涂覆在移动的木工件上后,粘合装置将封边条压实在涂覆有热熔胶的木工件上;木工件的尾端离开行程开关后程控胶阀关闭,涂胶过程结束;通过设置行程开关控制涂胶过程,可以根据生产需要涂胶,防止热熔胶过度喷胶浪费,有效节约热熔胶;
12、3,联动控制系统根据传动输送装置输送木工件的移动速度,联动调节热熔挤出器的齿轮计量泵的转速与热熔胶挤出速度,自动控制热熔胶涂覆在移动的木工件上的厚度,大幅度提高封边机的自动化程度;
13、4,封边机用的热熔胶按配方及加工温度分为低温胶、中温胶与高温胶,一般自动化高速封边机采用的是温度180℃-200℃的高温胶,但封边机是断续涂胶,热熔胶在高温下容易氧化,同时高温胶在涂覆时容易出现挂胶涂覆不均匀现象,采用中温胶与低温胶涂覆时,因温度低熔接粘合不牢固;气刀加热压实装置设置在挤出机头的前端,气刀加热压实装置的气刀内部设置有控温加热棒;气刀的后部设置有气控阀,气刀的热风口吹出的压力热气体,对涂覆在木工件上热熔胶进行加热与气体压力压实;热熔胶相对挤出温度低,模口挤出的热熔胶形成胶膜均匀,经过气刀再次加温或热风罩保温后,涂覆在木工件上的热熔胶温度与粘度提高有利于熔接粘合;
14、5,加热处理装置对木工件的待涂胶面进行滚动接触或辐射加热,可以预热木工件的待涂胶面的温度,加热处理装置的加热器为火焰处理器,可以处理木工件的待处理面,更加适合涂胶;
15、6,挤出宽度调节装置通过联动控制系统,控制减速伺服电机运动,自动调节模口的宽度与热熔胶挤出厚度,可以实现封边机涂胶的自动化生产。
技术特征:1.一种具有联动热熔挤出装置的木工封边机,其封边机(1)的机座(2)的左侧设置有传动输送装置(5),所述机座(2)的右侧设置有粘合装置(3);所述粘合装置(3)的后端设置有切断装置(4);具有联动热熔挤出装置的木工封边机,其特征在于联动挤出装置(11),包括:
2.根据权利要求1所述的具有联动热熔挤出装置的木工封边机,其特征在于:气刀加热压实装置(50)设置在所述挤出机头(21)的前端,所述气刀加热压实装置(50)的气刀(52)内部设置有控温加热棒(53);所述气刀(52)的后部设置有气控阀(54),所述气刀(52)的热风口(55)的宽度,大于挤出机头(21)的模口(26)的宽度,所述气刀(52)的热风口(55)吹出的压力热气体,对涂覆在木工件(34)上热熔胶(35)进行加热与气体压力压实。
3.根据权利要求2所述的具有联动热熔挤出装置的木工封边机,其特征在于: 所述气刀(52)的热风口(55)的前端设置有热风罩(56),所述热风罩(56)设置在切断装置(4)与挤出机头(21)之间。
4.根据权利要求1或2所述的具有联动热熔挤出装置的木工封边机,其特征在于:所述机座(2)的右侧设置有加热处理装置(61),所述加热处理装置(61)设置在挤出机头(21)的后端,所述加热处理装置(61)的加热器(62),对木工件(34)的待涂胶面进行滚动接触或辐射加热。
5.根据权利要求4所述的具有联动热熔挤出装置的木工封边机,其特征在于:所述加热处理装置(61)的加热器(62)为火焰处理器(63)。
6.根据权利要求1所述的具有联动热熔挤出装置的木工封边机,其特征在于:所述挤出宽度调节装置(22)自动调节模口(26)的宽度,所述杆体(24)的螺纹(27)上设置有调节齿轮(64),所述调节齿轮(64)与减速伺服电机(65)上的传动齿轮(66)接触传动,所述联动控制系统(51)控制减速伺服电机(65)运动,自动调节模口(26)的宽度。
技术总结本发明提供了一种具有联动热熔挤出装置的木工封边机,联动挤出装置包括挤出机头、行程喷胶控制器、供胶装置与联动控制系统。挤出机头设置在切断装置的后端,该挤出机头上设置有挤出宽度调节装置;行程喷胶控制器的行程控胶阀的行程开关,设置在挤出机头的后端,传动输送装置将木工件的前端移动到行程开关上时行程控胶阀开启,热熔胶从挤出机头的模口中挤出均匀涂覆在移动的木工件上;联动控制系统根据传动输送装置输送木工件的移动速度,联动调节供胶装置的热熔挤出器的齿轮计量泵的转速热熔胶挤出速度,自动控制热熔胶涂覆的厚度。本发明实现了木工件封边机的自动化涂覆热熔胶,满足市场对环保型自动封边机的需求。技术研发人员:陈国泉,施箭杭,陆金荣,秦建华受保护的技术使用者:江苏国全自动化科技有限公司技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240615/75380.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表