一种喷丝帽及其生产工艺的制作方法
- 国知局
- 2024-07-05 16:15:22
本发明涉及喷丝帽,尤其是涉及一种喷丝帽及其生产工艺。
背景技术:
1、喷丝帽,干湿法纺丝机上挤出成纤原液的具有微孔或狭缝的精密零件,国际上喷丝帽的种类多种多样,日本田中贵金属公司、太奈卡公司每年开发异形纤维品种1000个以上不同形状的喷丝帽;美国杜邦公司用膨化粘着法技术能制造三角形、四叶形的五叶形喷丝孔;德国 enka 公司的喷丝帽生产技术在国际处于领先地位;而国内的喷丝帽,虽然国内也有生产喷丝帽,但喷丝帽的喷丝稳定性、加工精度均与国外差距较大。公开号为cn103993367b,公开了一种高速干法纺丝的喷丝帽,自上而下含有圆环状的固定垫片、多层滤布、导流器、异形喷丝板,喷丝帽外壳将纺丝液的进口装置下端、固定垫片、多层滤布、导流器、异形喷丝板包围在其内侧并固定。多层滤布可由一层法兰绒与连续三层高密度尼龙面料组成;异形喷丝板具有水平折边、垂直折边、喷丝板体,喷丝板体上具有多个喷丝孔;喷丝孔的数量为200-2000个,靠近中心部位的喷丝孔的密度大于周围的喷丝孔的密度;导流器的内侧呈倒置的圆台体侧面形状,外侧为带有圆环状飞边的圆柱体柱面形状;圆台顶角为20-30度。本发明喷丝孔的局部密度提高、数量增多,纺丝速度和产能大大提高;喷丝帽内喷丝液的压强分布均匀稳定,也提高了纺丝过程的稳定性和纺丝的质量。该喷丝帽喷丝质量不够稳定,且加工精度较低。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种喷丝稳定、精度高的喷丝帽及其生产工艺。
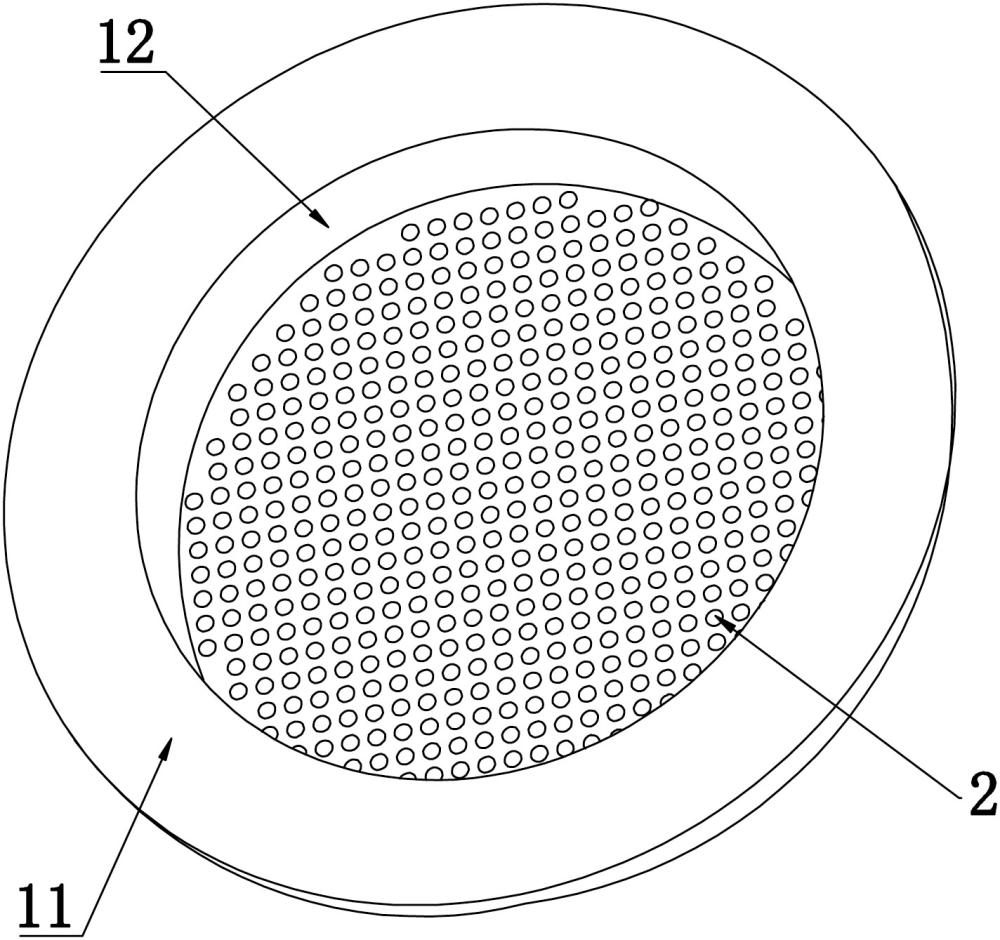
2、为实现上述目的,本发明提供的方案为:一种喷丝帽,包括帽主体,所述帽主体顶部外侧壁成形有凸缘,所述帽主体开有凹槽,所述凹槽底部开有多个喷出孔,所述喷出孔包括三个第一引导面、三个第二引导面,三所述第一引导面倾斜向下设置,三所述第一引导面的侧边依次连接,三所述第一引导面的底部相互靠近并形成喷丝孔,每两两相邻的所述第一引导面的顶部之间连接所述第二引导面,所述第二引导面呈等腰三角形结构。
3、本发明的有益效果为:提高喷丝的稳定性,该喷丝帽通过设置凹槽,并在凹槽内设置多个喷出孔,以接受流体,然后喷出孔设置的三个第一引导面、三个第二引导面,并形成的喷丝孔,利用三个第一引导面、三个第二引导面的引导流体移动,使流体进入喷出孔后逐渐收窄,最后通过喷丝孔喷出丝状的流体,如此使流体流畅地通过喷出孔,并流畅喷出丝状流体,使喷丝过程稳定性高。
4、进一步地,所述第一引导面包括第一引导部与第二引导部,所述第二引导部与第一引导部上下设置,三所述第一引导部的底部相互靠近并形成喷丝孔,每两两相邻的所述第二引导部之间连接第二引导面。
5、进一步地,所述第一引导面呈等腰三角形结构,所述第二引导面呈矩形结构。本发明采用上述结构后,实现引导流体流动。
6、进一步地,所述喷丝孔横截面呈三角形结构。
7、进一步地,所述喷丝孔的横截面面积由上至下逐渐减少。本发明采用上述结构后,实现喷出丝状流体。
8、本发明还包括喷丝帽的生产工艺,包括以下步骤:
9、s1.将钢水倒入钢锭模中,冷凝形成钢锭,然后将钢锭轧片,形成钢片;
10、s2.将步骤s1中的钢片冲压形成帽胚,然后将帽胚夹装固定定位;
11、s3.将步骤s2中定位后的帽胚依次进行头道冲孔、激光打孔、微细电火花打孔,打孔后,对帽胚进行第一次尺寸精整;
12、s4.将步骤s3中精整后的帽胚进行激光打孔,然后对帽胚进行第二次尺寸精整,再对帽胚进行磨粒流抛光。
13、进一步地,所述步骤s1中,形成钢锭后,对钢锭进行锻打加工。
14、进一步地,所述步骤s1中,钢锭轧片后,对钢片进行酸洗加工。
15、进一步地,所述步骤s3与步骤s4中,激光打孔、微细电火花打孔前均需要对帽胚进行抛光。
16、进一步地,所述步骤s2中冲压形成帽胚后、步骤s3中激光打孔后、步骤s4中第二次尺寸精整后,均需要对帽胚进行尺寸检验。
17、本发明采用上述工艺生产出喷丝帽,能加工出高精度的喷出孔,其中,通过多个冲孔、打孔,以及打孔后的尺寸检验、抛光等,使加工出后的孔精度高。
技术特征:1.一种喷丝帽,包括帽主体(1),其特征在于:所述帽主体(1)顶部外侧壁成形有凸缘(11),所述帽主体(1)开有凹槽(12),所述凹槽(12)底部开有多个喷出孔(2),所述喷出孔(2)包括三个第一引导面(21)、三个第二引导面(22),三所述第一引导面(21)倾斜向下设置,三所述第一引导面(21)的侧边依次连接,三所述第一引导面(21)的底部相互靠近并形成喷丝孔(23),每两两相邻的所述第一引导面(21)的顶部之间连接所述第二引导面(22),所述第二引导面(22)呈等腰三角形结构。
2.根据权利要求1所述的一种喷丝帽,其特征在于:所述第一引导面(21)包括第一引导部(211)与第二引导部(212),所述第二引导部(212)与第一引导部(211)上下设置,三所述第一引导部(211)的底部相互靠近并形成喷丝孔(23),每两两相邻的所述第二引导部(212)之间连接第二引导面(22)。
3.根据权利要求2所述的一种喷丝帽,其特征在于:所述第一引导面(21)呈等腰三角形结构,所述第二引导面(22)呈矩形结构。
4.根据权利要求3所述的一种喷丝帽,其特征在于:所述喷丝孔(23)横截面呈三角形结构。
5.根据权利要求4所述的一种喷丝帽,其特征在于:所述喷丝孔(23)的横截面面积由上至下逐渐减少。
6.一种如权利要求5所述的喷丝帽的生产工艺,其特征在于:包括以下步骤:
7.根据权利要求6所述的一种喷丝帽的生产工艺,其特征在于:所述步骤s1中,形成钢锭后,对钢锭进行锻打加工。
8.根据权利要求6所述的一种喷丝帽的生产工艺,其特征在于:所述步骤s1中,钢锭轧片后,对钢片进行酸洗加工。
9.根据权利要求6所述的一种喷丝帽的生产工艺,其特征在于:所述步骤s3与步骤s4中,激光打孔、微细电火花打孔前均需要对帽胚进行抛光。
10.根据权利要求6所述的一种喷丝帽的生产工艺,其特征在于:所述步骤s2中冲压形成帽胚后、步骤s3中激光打孔后、步骤s4中第二次尺寸精整后,均需要对帽胚进行尺寸检验。
技术总结本发明公开了一种喷丝帽及其生产工艺,其中喷丝帽通过设置凹槽,并在凹槽内设置多个喷出孔,以接受流体,然后喷出孔设置的三个第一引导面、三个第二引导面,并形成的喷丝孔,利用三个第一引导面、三个第二引导面的引导流体移动,使流体进入喷出孔后逐渐收窄,最后通过喷丝孔喷出丝状的流体,如此使流体流畅地通过喷出孔,并流畅喷出丝状流体,使喷丝过程稳定性高。技术研发人员:罗云受保护的技术使用者:佛山市凌泽机电有限公司技术研发日:技术公布日:2024/4/22本文地址:https://www.jishuxx.com/zhuanli/20240617/41396.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表