一种液喷纳米纤维在线成纱方法及纳米纤维
- 国知局
- 2024-07-05 16:25:52
本发明涉及液喷纺丝领域,具体而言,涉及一种液喷纳米纤维在线成纱方法及纳米纤维。
背景技术:
1、喷射纺丝是指借助于高速热气流,把从喷丝孔挤出的聚合物溶液或熔体直接喷吹并拉伸,固化成纤维的纺丝方法。喷射纺丝分为溶液法和熔体法。溶液法是将高聚物溶于易挥发溶剂制成纺丝溶液,在纺丝挤出喷丝孔的同时受到周围高速热气流的喷吹,使溶液细流受到拉伸,同时使溶剂蒸发固化,捕集在网上形成短纤维或无纺布或收集成长丝束。熔体法是用纺丝螺杆挤压机将聚合物切片熔融并定量挤出,在熔体挤出喷丝孔的同时,受到周围高速热气流的喷吹而制成纤维,又称熔喷纺丝。
2、由于纳米纤维在不同的应用场景下,对其直径的要求不同,所以对成品纤维的直径控制是目前液喷纺丝技术亟需解决的难题之一,公开号为cn103645751a的专利,公开了基于基板速度调节的纳米纤维直径控制方法及控制装置,其通过基板速度来实现闭环控制,以稳定纳米纤维直径,解决了现有纳米静电喷印技术中纳米纤维直径因外界参数影响而不稳定的缺陷。但是基板速度将会决定纤维在基板同一部位的沉积时间,从而影响纳米纤维的厚度,即在确保纤维直径符合预期的同时,难以确保成品纤维的厚度也符合预期。
技术实现思路
1、本发明的目的在于提供一种液喷纳米纤维在线成纱方法,解决现有技术在控制成品纤维直径的同时,难以确保成品纤维的厚度也符合预期的问题;
2、本发明的目的还在于提供一种纳米纤维,其具有高孔隙率和均匀度良好的优点。
3、本发明的实施例通过以下技术方案实现:
4、一种液喷纳米纤维在线成纱方法,包括:
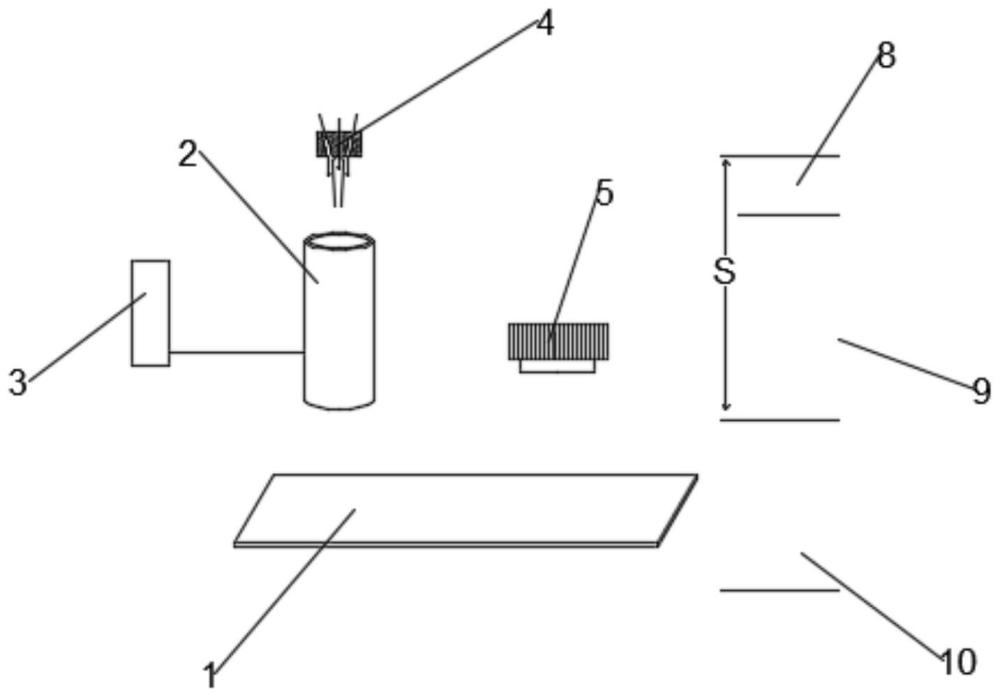
5、s1、在纺丝模头与接收板之间设置金属筒,金属筒与静电发生器连接;纺丝液从纺丝模头中喷出后,在高速气流的牵拉下,穿过金属筒,最后沉积到接收板;
6、s2、在接收板上方设置高速相机,通过高速相机采集接收板上沉积纤维的图像;
7、s3、根据所述图像的特征信息调节金属筒与所述纺丝模头之间的距离,直至特征信息符合预设值,所述特征信息至少包括纤维直径信息。
8、本发明在液喷纺丝的基础上加入带电金属筒,在利用空气流牵拉纺丝液射流的同时,还利用了静电使得纤维可进一步细化。并且通过移动金属筒即可调控静电场的作用范围,从而调控成品纤维的直径。静电发生器可使得金属筒带电,从而产生静电场,在静电场的作用下,各纺丝液射流之间带同种电荷,在斥力的作用下可使得射流进一步分裂细化。预设值可根据生产需要进行设定。
9、优选的,所述s3包括:
10、s31、将纺丝液射流的运动区域沿运动方向顺次分为调节区、扰动区和稳定区;纺丝液射流在所述调节区受热,溶剂挥发,纺丝液到达交叠浓度;纺丝液射流在所述扰动区发生交缠、弯曲和细化;纺丝液射流在进入所述稳定区前固化成纱,接收板位于所述稳定区;
11、s32、金属筒在扰动区内移动。
12、液喷纺丝虽然相较于熔喷纺丝在纤维直径上可进一步减少,并且具有更好的均匀度,但是液喷纺丝需要将原料溶于溶剂,原料的溶解度会影响是否可应用液喷纺丝以及纺丝液的浓度,而纺丝液的浓度是纺丝液射流能否形成纤维的首要条件。交叠浓度即纺丝液能否形成纤维的临界浓度。在调节区内纺丝液还无法稳定形成纤维,所以本发明中金属筒的移动范围在调节区外。扰动区内射流在空气流和静电场的作用下细化,本发明保持空气流的作用距离不变,调节静电场的作用位置,即使静电场的作用范围不变,在其位置改变时,也可以调节成品纤维的直径。
13、优选的,s32具体包括:当纤维直径信息大于预设值时,金属筒朝向调节区移动;当纤维直径信息小于预设值时,金属筒朝向稳定区移动。
14、当纤维直径较大时,金属筒朝向调节区移动,使得静电场对纺丝液射流的影响提前,从而使得纤维直径变小,其主要机理如下:
15、静电场的影响范围没有变化,仅是影响提前,可以加快射流分裂。在纺丝液刚从纺丝模头中出来时,射流的直径较大,可以抵抗空气流引起的弯曲扰动,主要通过周围气流的轴向拉伸逐渐细化,而将静电场的作用提前后,可增加射流初期所受的弯曲扰动,使得射流更早地分裂,即在射流直径较大时开始分裂,相较于在射流已经分裂后再施加静电场,静电场在初期分裂中也起到了一定作用,而射流在第一次分裂瞬间所需要的瞬时力是大于后续的,如果此瞬时力仅由气流提供,静电场仅在射流分裂后的进一步细化起作用,而申请人发现细化到一定直径的射流想要进一步细化所需的力以及作用时间随着直径的减小而增加,同时细化到一定直径后,如果再细化,纤维的均匀度也会大幅下降,所以分裂后区域内的静电场的细化效率低于分裂前区域。静电场更多地是增加射流所受的径向力,而空气流增加轴向力,在射流直径较小时,提前撤离静电场,使其受到的径向力减弱,成品纤维的均匀度可以得到提升,在均匀度满足无需再提升的前提下,还可增加空气流的作用距离,使得纤维能更进一步地细化。
16、反之,如果纤维直径较小,金属筒朝向稳定区移动,可推迟射流的初期分裂,同时降低静电场整体的细化效率。
17、优选的,设所述扰动区与所述纺丝模头出口的最远距离为s,所述扰动区与所述纺丝模头出口的最近距离为2/13s-3/10s。
18、通过试验得到,扰动区与纺丝模头出口的最近距离在2/13s-3/10s范围内最佳,如果距离过近,纺丝液可能还没有达到交叠浓度便进入金属筒,降低静电场的有效利用率。如果距离过远,静电场的作用时间过晚,细化效率降低。
19、优选的,所述金属筒的基础长度为1/3s-3/5s。
20、通过试验得到金属筒的最佳基础长度为1/3s-3/5s,可以满足的纤维直径调控范围区间更广,同时成品的孔隙率和均匀度也更高。
21、优选的,所述纤维直径信息的采集包括:
22、d1、将高速相机采集的图像分为交叠区和非交叠区,所述交叠区指相邻喷丝孔喷出的纺丝液射流之间的区域,所述非交叠区的纤维由单个喷丝孔喷出的纺丝液射流细化沉积而来;
23、d2、所述纤维直径信息的采集对象包括交叠区纤维图像以及非交叠区纤维图像。
24、优选的,所述纤维直径信息包括:纤维直径大小以及纤维直径偏差度n,设非交叠区的纤维直径为d1,交叠区的纤维直径为d2,n=|d1-d2|/d1。
25、相邻喷丝孔所制得的纤维之间会有一部分在固化前交叠扰动,这部分的纤维直径可能与非交叠区纤维的直径有一定的差异,为了避免这种扰动可增加喷丝孔之间的间距,但是也会同步降低生产效率,所以本发明在对纤维图像进行分析时,增加了纤维直径偏差度的分析,在确保纤维直径在预设范围内的同时,可确保成品的均匀度,由此喷丝孔之间的间距相对于常规技术可以更小。
26、优选的,所述金属筒为伸缩筒,当通过调节金属筒与所述纺丝模头之间的距离,无法使得特征信息符合预设值时,调节金属筒长度。
27、伸缩筒的结构可参考伸缩杆,通过内、外两筒的相对滑动实现伸缩。如果通过调节金属筒的位置也不能得到预期产品时,还可调节金属筒的长度,调控静电场的作用范围。
28、优选的,当纤维直径信息大于预设值时,增加金属筒长度;当纤维直径信息小于预设值时,减小金属筒长度。
29、当纤维直径较大时,增加金属筒的长度可增加射流所受电场力的时间,提高分裂和细化程度,反之,减小金属筒长度,从而避免纤维过度细化。
30、一种由所述液喷纳米纤维在线成纱方法制得的纳米纤维。
31、本发明至少具有以下有益效果:
32、本发明中的金属筒具有两个功能,一是在液喷纺丝的基础上加入带电金属筒,在利用空气流牵拉纺丝液射流的同时,还利用了静电使得纤维可进一步细化。二是通过移动金属筒即可调控静电场的作用位置,从而调控成品纤维的直径。静电发生器可使得金属筒带电,从而产生静电场,在静电场的作用下,各纺丝液射流之间带同种电荷,在斥力的作用下可使得射流进一步分裂细化。
本文地址:https://www.jishuxx.com/zhuanli/20240617/42481.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表