一种柔性材料制袋机热封刀的跟踪定位系统的制作方法
- 国知局
- 2024-07-05 16:30:11
本发明涉及机械控制,尤其涉及一种柔性材料制袋机热封刀的跟踪定位系统。
背景技术:
1、柔性材料制袋机的工艺需求,无论是三边封还是中封袋型,都需要由横封和纵封烫刀实现多次烫压,用来完成袋子的成形。同一个烫缝是在不同的时间经过不同的烫刀烫压,但每把热封刀压痕相对于图案的位置都要求一致。当前的制袋机烫刀系统,都有3组以上的烫刀,烫刀系统除了由温控功能外,还有手动横向的定位功能,即根据不同的袋型及图案,由人工把横向热封刀移动到设计规定的烫缝为止,并且每把烫刀都和图案保持严格一致的距离(无拉伸),从而实现每把烫刀烫缝的重叠。
2、上述的烫刀烫压结构,在印刷图案相对变化不大,材料烫压后拉伸不大的情况下,可以认为设计要求的烫缝位置是基本不变的,烫刀由手动移动来决定烫缝位置,基本能满足以上的需求。但在实际生产中,柔性材料在制袋环节之前还包括印刷、复合、熟化等环节,由于张力、温度等因素的变化,印刷图案长度本身就存在一定的变化,再加上在制袋环节,柔性材料在烫刀加热环境中不断烫压,并且制袋机在不断地做牵引-停止的循环运动,张力有较大的波动,当材料图案经过烫刀时,图案长度会有较大变化,尤其时对热敏感、易拉伸的薄材料,如使用单一材料pe膜时问题较为突出。
3、烫刀位置固定不变的烫压方式会造成烫缝和图案的相对位置不断变化,前后烫刀的烫缝不能重叠且不断地相对运动,从而影响了产品的质量,产生大料的浪费。因此,亟需一种能够实时检测图案位置,并根据图案位置调整热封刀烫压位置,保证热封刀的位置实时跟踪图案,即使在图案前后变化的情况下,也能保证热封烫痕和图案的相对位置随图案变化的方法。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本发明提供一种柔性材料制袋机热封刀的跟踪定位系统,其解决了人工移动热封刀时烫缝位置不断变化,前后热封刀的烫缝不能重叠造成的原料浪费,以及非自动化生产造成的人力资源浪费的技术问题。
3、(二)技术方案
4、为了达到上述目的,本发明采用的主要技术方案包括:
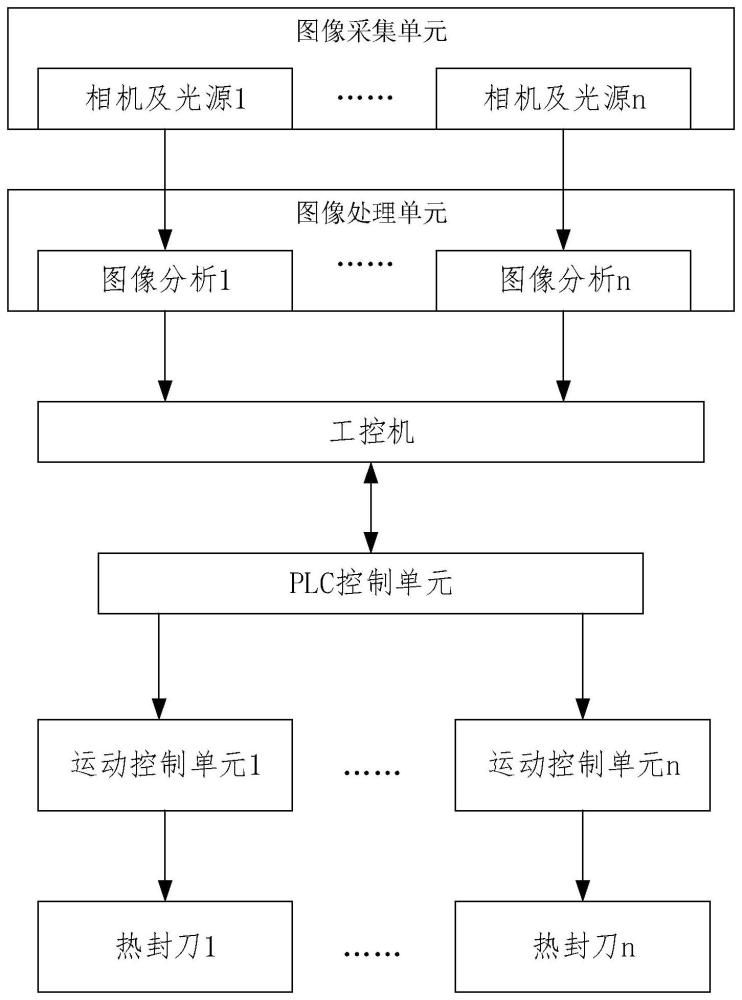
5、本发明实施例提供一种柔性材料制袋机热封刀的跟踪定位系统,包括机架、图像采集单元、图像处理单元、工控机、plc控制单元和n个热封组件,n是不为0的自然数;
6、n个所述热封组件支撑于机架上,并从机架入料端至机架出料端依次排列;每一热封组件均包括热封刀和控制热封刀工作的运动控制单元;
7、所述图像采集单元,用于采集预先设定的目标区域的图像;
8、所述图像处理单元,用于对所述图像采集单元采集到的图像进行预处理,并根据预先设置的特征点对比算法将预处理后的图像与预先设置的基准图像进行特征点对比,生成所述图像的图像偏差数据;
9、所述工控机,用于根据每一热封刀的控制目标值和所述图像偏差数据,生成每一热封刀对应的偏差值;所述控制目标值为所述工控机首次接收到图像偏差数据时,生成的每一热封刀对应的控制参数;
10、所述plc控制单元,用于根据预先设置的pid控制算法和每一所述偏差值,生成每一偏差值对应的热封刀的控制指令,并将该控制指令发送至该热封刀对应的运动控制单元;
11、任一所述运动控制单元,用于根据接收到的控制指令驱动其对应的热封刀运动至指定位置。
12、可选地,所述图像采集单元包括n个相机;依次排列的两个相邻的热封组件之间均设置一个相机,且最后一个热封组件未设置相机的一侧额外设置一个相机;每一所述相机均用于采集其预先设置的目标区域的图像,且一个相机与一个热风组件对应。
13、可选地,所述图像处理单元对所有相机采集到的图像进行预处理,并根据预先设置的特征点对比算法将所有预处理后的图像与预先设置的基准图像进行特征点对比,生成所有所述图像的图像偏差数据;
14、所述工控机,直接使用所述图像偏差数据作为该图像偏差数据对应的热封刀的偏差值。
15、可选地,所述图像采集单元包括n+1个相机;依次排列的两个相邻的热封组件之间均设置一个相机,且第一个相机和最后一个相机未设置相机的一侧均额外设置一个相机;
16、所述图像处理单元,用于对所述图像采集单元采集到的图像进行预处理,并根据预先设置的特征点对比算法将预处理后的图像与预先设置的基准图像进行特征点对比,生成所述图像的图像偏差数据,包括:
17、所述图像处理单元同时接收到所有相机采集到的图像后,对所有的图像进行预处理,并根据预先设置的特征点对比算法将预处理后的图像与预先设置的基准图像进行特征点对比,生成每一所述图像的图像偏差数据。
18、可选地,所述plc控制单元,用于根据预先设置的pid控制算法和每一所述偏差值,生成每一偏差值对应的热封刀的控制指令,并将该控制指令发送至该热封刀对应的运动控制单元,包括:
19、所述plc控制单元根据预先设置的pid控制算法对每一热封刀对应的偏差值进行处理,生成每一热封刀对应的控制输出数据;
20、所述plc控制单元根据预先设置的单位长度脉冲数和每一热封刀对应的控制输出数据,生成每一热封刀对应的控制指令,并将每一控制指令发送至该控制指令对应的运动控制单元;所述控制指令为驱动所述运动控制单元控制热封刀工作的修正脉冲;
21、所述pid控制算法为:
22、
23、其中,kp为比例常数,ki为积分常数,kd为微分常数,ei(k)为依次设置的第i个热封刀的第k次采集的偏差值,ei(k-1)为依次设置的第i个热封刀的第k-1次采集的偏差值,为依次设置的第i个热封刀第一次采集到第k次采集的偏差值之和,ui(k)为依次设置的第i个热封刀第k次采集的控制输出数据。
24、可选地,所述plc控制单元,还用于根据每一热封刀预先设置的轴补偿参数,对每一所述控制指令进行修正。
25、可选地,所述工控机还用于,当首次接收到图像偏差数据时,根据预先设置的公式一和所有图像偏差数据,生成每个热封刀对应的控制目标值;
26、所述公式一为:
27、
28、其中,ki为依次设置的第i个热封刀的控制目标值,di为依次设置的第i个相机首次采集所对应的图像偏差数据,di+1为依次设置的第i+1个相机首次采集所对应的图像偏差数据,li为依次设置的第i个相机到第i个热封刀中心的距离,li+1为依次设置的第i+1个相机到第i个热封刀中心的距离。
29、可选地,所述工控机,用于根据每一热封刀的控制目标值和所述图像偏差数据,生成每一热封刀对应的偏差值,包括:
30、所述工控机根据预先设置的公式二和所有的图像偏差数据,以及每一热封刀对应的控制目标值,计算每一热封刀对应的偏差值;
31、所述公式二为:
32、ei(k)=ki*(di(k)+li+di+1(k)+li+1)-(di(k)+li);
33、其中,ei(k)为依次设置的第i个热封刀的第k次采集的偏差值,di(k)为依次设置的第i个相机第k次采集所对应的图像偏差数据,di+1(k)为依次设置的第i+1个相机第k次采集所对应的图像偏差数据,li为依次设置的第i个相机到第i个热封刀中心的距离,li+1为依次设置的第i+1个相机到第i个热封刀中心的距离,ki为依次设置的第i个热封刀的控制目标值。
34、可选地,图像处理单元对所述图像进行降噪和二值化处理后,绘制处理后的图像的roi区域,并进行特征提取,生成roi区域的特征图像;
35、根据预先设置的特征点对比算法将所述特征图像与预先设置的基准图像进行特征点对比,并通过预先设置的编写脚本生成图像偏差数据。
36、可选地,所述信号采集单元还包括与相机一一对应的光源;
37、任一所述光源,用于为其对应的相机采集区域照明;
38、任一所述光源均采用长条形光源。
39、(三)有益效果
40、本发明的有益效果是:本发明的一种柔性材料制袋机热封刀的跟踪定位系统,由于采用自动化实时调整热封刀位置,相对于现有技术而言,其可以达到了前后烫刀的烫缝重叠,减少人力资源和原料的浪费。
本文地址:https://www.jishuxx.com/zhuanli/20240617/42867.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表