一种汽车后视镜自动组装设备的制作方法
- 国知局
- 2024-07-05 17:54:42
本发明涉及后视镜组装,特别是一种汽车后视镜自动组装设备。
背景技术:
1、汽车后视镜主要用于观察汽车后方的路况,根据路况在选择是否进行变道或超车等操作,汽车的后视镜由于有多个部件,为此现有的一些后视镜多是利用人工进行组装或者一些自动化设备中人工操作的工序较多等问题,导致自动化程度不高,降低了后视镜组装生产效率,为此我们提供一种汽车后视镜自动组装设备来解决上述问题。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提供一种汽车后视镜自动组装设备。
2、本发明的目的通过以下技术方案来实现:
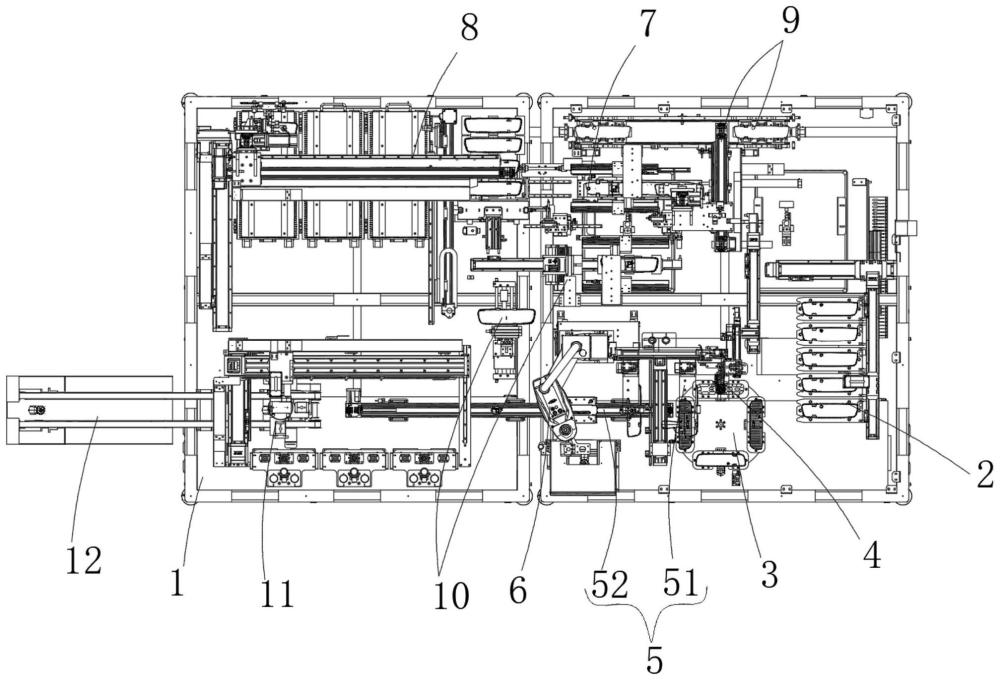
3、一种汽车后视镜自动组装设备,包括机架,所述机架上安装有过渡板上料组件,所述过渡板上料组件的下料位置处设置有转盘,所述转盘的其中一个工位处设置有对来自过渡板上料组件上料的过渡板与球头座自动锁付的自动锁附组件,所述转盘的下料位置处设置有用于下料的转运组件;还包括对镜片贴附双面胶并撕离型膜的双面胶贴附撕膜组件,所述双面胶贴附撕膜组件一侧设置有为其自动提供镜片的镜片上料组件,所述双面胶贴附撕膜组件另一侧设置有为其提供双面胶的双面胶上料组件,所述双面胶贴附撕膜组件的下料位置处设置有对镜片检测和翻转的检测翻转组件,所述检测翻转组件的下料位置处设置有将贴附有双面胶的镜片贴附至过渡板上的镜片贴附组件,所述转运组件的端部设置有对镜片保压的保压上下料组件,所述保压上下料组件的下料位设置有将保压后的后视镜输送至下一工序的下料输送线。
4、优选的,所述过渡板上料组件包括固定安装在所述机架上的第一三轴移动模组,所述第一三轴移动模组的动力输出端固定安装有过渡板上料旋转气缸,所述过渡板上料旋转气缸的旋转端固定安装有旋转板,所述旋转板的四角处均滑动设置有连接柱,每个所述连接柱外表面套设有弹簧,所述连接柱底面固定安装有缓冲板,所述缓冲板上底面安装有至少一个过渡板吸盘,所述第一三轴移动模组的下方设置有过渡板码垛设置的过渡板料架。
5、优选的,所述自动锁附组件包括固定安装在所述机架上表面的第二三轴移动模组,所述第二三轴移动模组的移动端上下滑动安装有将后视镜的球头座与过渡板进行锁付的螺丝锁附机,所述第二三轴移动模组的移动端还固定安装有带动所述螺丝锁附机升降的锁附升降气缸,还包括固定安装在所述机架上表面的立架,所述立架顶部固定安装有按压升降气缸,所述按压升降气缸的升降端安装有对过渡板按压的按压板;
6、所述转盘的下料位置处还设置有清洗装置,所述清洗装置包括固定安装在所述机架上表面的清洗直线模组,所述清洗直线模组的移动端安装有用于清洁的等离子清洗器。
7、优选的,所述转运组件包括设置在所述转盘下料工位一侧的第一搬运组件以及位于所述第一搬运组件下料位的移载组件,所述第一搬运组件包括安装在所述转盘下料位一侧的第一安装座,所述第一安装座顶部固定安装有横移搬运气缸,所述横移搬运气缸的移动端安装有第一升降搬运气缸,所述第一升降搬运气缸的升降端上固定安装有第一搬运夹持气缸,所述第一搬运夹持气缸的夹持端安装有第一搬运夹爪;所述移载组件包括移载直线模组以及安装在所述移载直线模组移动端的移载治具;
8、所述镜片贴附组件固定安装在所述机架上的机械手,所述机械手的移动端固定安装有贴附夹持气缸,所述贴附夹持气缸的夹持端安装有贴附夹爪,所述机械手一侧设置有第二安装座,所述第二安装座顶部固定安装有第一检测相机。
9、优选的,所述双面胶贴附撕膜组件包括放置镜片以及对镜片贴合双面胶的双面胶贴附组件,还包括对贴有双面胶的镜片搬运至检测翻转组件的第二搬运组件,所述双面胶贴附组件一侧设置有对双面胶正反面的离型膜进行撕膜的撕膜组件;
10、所述第二搬运组件包括固定安装在所述机架上表面的搬运直线模组,所述搬运直线模组的移动端固定安装有第二升降搬运气缸,所述第二升降搬运气缸的升降端安装有第二搬运夹持气缸,所述第二搬运夹持气缸的夹持端安装有对镜片夹持的第二搬运夹爪。
11、优选的,所述双面胶贴附组件固定安装在所述机架上表面的第一安装架以及位于所述第一安装架一侧的第二安装架,所述第一安装架上滑动安装有镜片治具,所述镜片治具底部设置有带动其在所述第一安装架上滑动的第一驱动气缸,所述第二安装架上滑动安装有第一滑动板,所述第一滑动板上固定安装有旋转架,所述旋转架上转动安装有双面胶治具,所述双面胶治具的转动轴的端部固定安装有齿轮,所述第一滑动板上固定安装有第二驱动气缸,所述第二驱动气缸的动力输出端固定安装有与所述齿轮啮合的齿条,所述机架上安装有带动所述第一滑动板在所述第二安装架上滑动的第三驱动气缸,所述第一安装架一侧设置有第四驱动气缸,所述第四驱动气缸的移动端上安装有离子风棒;
12、所述撕膜组件包括固定安装在所述机架上的滑轨,所述滑轨上滑动安装有第一撕膜旋转气缸,所述第一撕膜旋转气缸的旋转端安装有撕膜移载气缸,所述撕膜移载气缸的移动端安装有用于升降的撕膜升降气缸,所述撕膜升降气缸的升降端安装有第二撕膜旋转气缸,所述第二撕膜旋转气缸的旋转端安装有撕膜气缸,所述撕膜气缸的夹持端安装有撕膜夹爪,所述滑轨一侧设置有立板,所述立板上固定安装有放置驱动气缸,所述放置驱动气缸的升降端固定安装有放置夹持气缸,所述放置夹持气缸夹持端安装有放置夹爪,所述机架上表面还安装有驱动所述第一撕膜旋转气缸在所述滑轨上移动的滑移驱动气缸。
13、优选的,所述镜片上料组件包括安装在所述机架上表面的第三三轴移动模组,所述第三三轴移动模组的移动端固定安装有镜片旋转气缸,所述镜片旋转气缸的旋转端固定安装有镜片夹持气缸,所述镜片夹持气缸的夹持端安装有镜片夹爪,所述第三三轴移动模组的下方设置有镜片料架。
14、优选的,所述双面胶上料组件包括固定安装在所述机架上表面的第三安装架,所述第三安装架上滑动安装有第二滑动板,所述第二滑动板顶部安装有顶升件,所述顶升件顶升端设置有第一升降板,所述第二滑动板上表面固定安装有多个限位板,且所述第一升降板位于多个所述限位板组成的容置空间中,所述第三安装架端部固定安装有驱动所述第二滑动板移动的滑动驱动气缸,所述第三安装架一侧设置有二轴移动模组,所述二轴移动模组的移动端固定安装有第二升降板,所述第二升降板上固定安装有第二吸盘。
15、优选的,所述检测翻转组件包括固定安装在所述机架上表面的检测直线模组,所述检测直线模组的移动端固定安装有承载镜片的检测承载治具,所述检测直线模组一侧设置有第三安装座,所述第三安装座的顶部设置有对镜片检查的第二检测相机,所述检测直线模组一侧还设置有翻转直线模组,所述翻转直线模组的移动端固定安装有翻转升降气缸,所述翻转升降气缸的移动端安装有翻转旋转气缸,所述翻转旋转气缸的旋转端固定安装有翻转夹持气缸,所述翻转夹持气缸的夹持端安装有对镜片夹持的翻转夹爪。
16、优选的,所述保压上下料组件包括设置在在所述转运组件下料位的第四三轴移动模组,所述第四三轴移动模组的移动端固定安装有上下料旋转气缸,所述上下料旋转气缸的旋转端固定安装有上下料夹持气缸,所述上下料夹持气缸的夹持端安装有对贴附有镜片的后视镜进行夹持的上下料夹爪,所述第四三轴移动模组一侧设置有至少一个保压组件,所述保压组件包括固定安装在所述机架上表面的第四安装架,所述第四安装架上固定安装有承载后视镜的载板,所述第四安装架顶部固定安装有保压驱动气缸,所述保压驱动气缸的升降端固定安装有下压板。
17、本发明具有以下优点:
18、1、本发明通过自动锁附组件对来自过渡板上料组件的过渡进行与球头座锁附固定,并且通过双面胶贴附撕膜组件将双面胶贴附到来自镜片上料组件的镜片上,通过镜片贴附组件对贴有双面胶的镜片贴附至过渡板上,从而实现后视镜的组装,在组装完成后通过保压上下料组件对镜片进行保压,使镜片与过渡板充分结构,从而防止镜片与过渡板分离,在整个组装过程中不需要人工参与,自动对后视镜组装完成,大大提高了后视镜的生产组装效率,满足了生产的需要,降低了人工成本。
19、2、本发明通过过渡板上料组件带动安装在缓冲板上的过渡板吸盘移动至过渡板料架的过渡板处,通过过渡板吸盘对过渡板进行吸附,在过渡板吸盘向下吸附过程中,通过弹簧进行对下压力进行缓冲,从而防止过渡板被压坏。
20、3、本发明通过按压升降气缸带动按压板向下移动对位于转盘锁附工位处的过渡板进行按压防止过度与球头座分离,从而方螺丝锁附机便对过渡板进行锁附固定。
本文地址:https://www.jishuxx.com/zhuanli/20240617/49625.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表