一种打花处理用的辅助工装的制作方法
- 国知局
- 2024-07-08 10:43:00
本技术涉及辅助工装,特别地,涉及一种打花处理用的辅助工装。
背景技术:
1、大型钢厂生产均为连续性生产,质量控制作为企业的生命线尤为重要,然后实际生产过程中,往往不可避免的会产生一些缺陷。优质的钢材会用于汽车行业,汽车的白车身生产是一个复杂又严谨的制造过程,落料和冲压加工过程需要避免缺陷对于冲压模具及汽车零部件的影响。严重的缺陷很可能导致模具损坏,流入拼装车间会导致返修甚至整辆车的报废,也会给汽车的行驶安全带来隐患。
2、目前对于缺陷的主要采取人工打花处理,但是依靠工人进行人工打花时,由于个人素养的差异,导致所绘制的标识记号存在差异,为后续的环节识别带来难度。
3、基于此,有必要提出一种打花处理用的辅助工装以解决或至少缓解上述缺陷。
技术实现思路
1、本实用新型的主要目的在于提供一种打花处理用的辅助工装,旨在解决现有的打花处理过程中,通过人工进行绘制,但是由于缺乏基准线和/或基准点,人工绘制的圆形其圆度不够、所画的直线其笔直度也有所欠缺,在后续的肉眼识别环节中,导致出现漏检的技术问题。
2、为实现上述目的,本实用新型采用的技术方案如下:
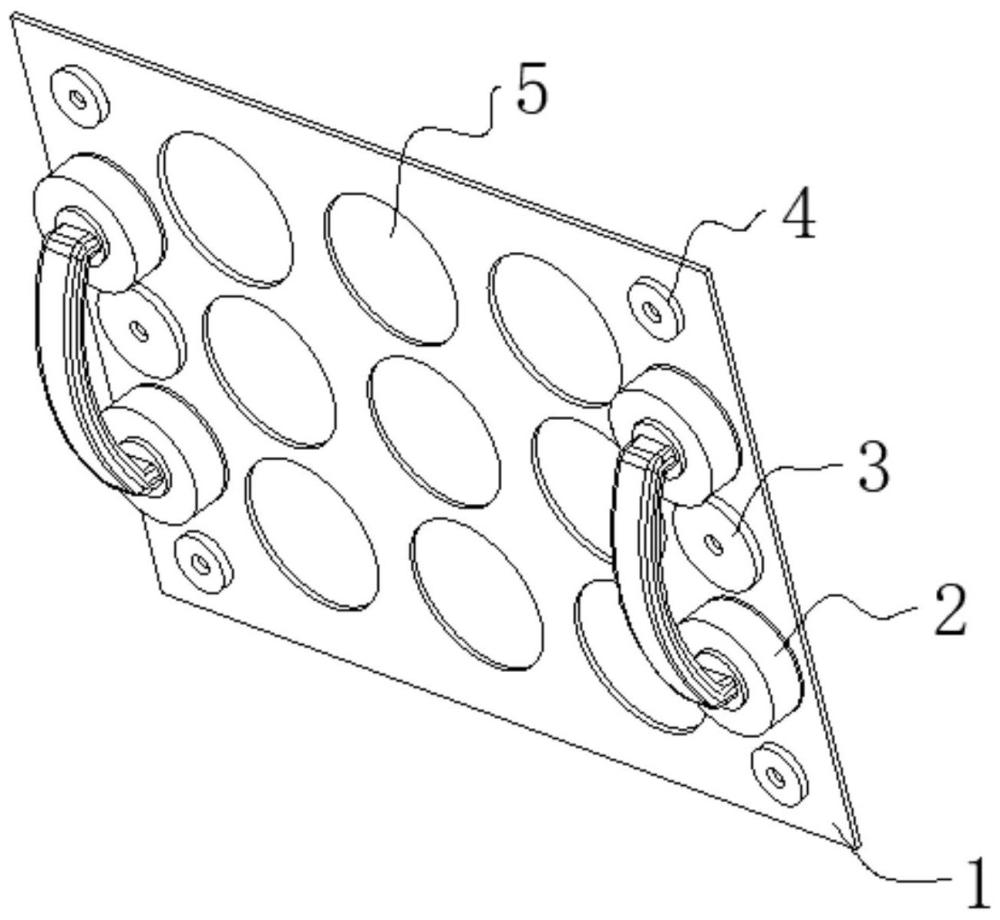
3、一种打花处理用的辅助工装,包括基准板、把手、锁付件;在进行打花处理时,所述基准板其中一端面贴合于钢卷,其相对立的端面上设置有所述把手,且安装有所述把手的端面上还设置有所述锁付件,所述锁付件包括第一锁付件和第二锁付件,所述第一锁付件和第二锁付件均安装在安装有所述把手的端面上,其中,所述基准板上还阵列设置有若干个辅助画线轨道,若干个所述辅助画线轨道均贯穿所述基准板,且所述基准板为透明板材。
4、作为优选,所述第一锁付件和所述第二锁付件均采用磁铁。
5、作为优选,所述第一锁付件采用磁铁,所述第二锁付件为可调节卡扣组件。
6、作为优选,所述可调节卡扣组件包括第一本体、第二本体、固定块以及锁付螺栓,所述第一本体内设置有滑槽,所述第二本体滑动容置于所述滑槽内,所述第二本体的其中一端位于外界且设置有卡扣头,所述固定块固设于所述基准板上,且滑动容置于所述滑槽内,在锁付状态时,所述锁付螺栓依次穿过所述滑槽、所述第二本体抵接于所述基准板上,所述固定块和所述第二本体彼此抵接。
7、作为优选,所述把手上设置有两个连接安装端,两个所述连接安装端上均设置有吸盘壳,所述吸盘壳内置有旋转式吸盘。
8、作为优选,所述把手、所述第一锁付件和所述第二锁付件三者的安置位置处于同一直线上,且所述把手设置有两个,且分设于所述基准板上。
9、作为优选,所述基准板上设有刻度线。
10、本实用新型具有以下有益效果:
11、本装置结构简单,制备成本低廉,避免人工绘制过程中由于缺乏基准线和/或基准点,导致人工绘制的圆形其圆度不够、所画的直线其笔直度也有所欠缺,存在标记耗时长,影响生产效率,同时,由于标记不准确的问题,在后续的肉眼识别环节中,导致出现漏检的问题,促进企业的生产效益。
12、除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
技术特征:1.一种打花处理用的辅助工装,其特征在于,包括基准板、把手、锁付件;在进行打花处理时,所述基准板其中一端面贴合于钢卷,其相对立的端面上设置有所述把手,且安装有所述把手的端面上还设置有所述锁付件,所述锁付件包括第一锁付件和第二锁付件,所述第一锁付件和第二锁付件均安装在安装有所述把手的端面上,其中,所述基准板上还阵列设置有若干个辅助画线轨道,若干个所述辅助画线轨道均贯穿所述基准板,且所述基准板为透明板材。
2.根据权利要求1所述的一种打花处理用的辅助工装,其特征在于,所述第一锁付件和所述第二锁付件均采用磁铁。
3.根据权利要求1所述的一种打花处理用的辅助工装,其特征在于,所述第一锁付件采用磁铁,所述第二锁付件为可调节卡扣组件。
4.根据权利要求3所述的一种打花处理用的辅助工装,其特征在于,所述可调节卡扣组件包括第一本体、第二本体、固定块以及锁付螺栓,所述第一本体内设置有滑槽,所述第二本体滑动容置于所述滑槽内,所述第二本体的其中一端位于外界且设置有卡扣头,所述固定块固设于所述基准板上,且滑动容置于所述滑槽内,在锁付状态时,所述锁付螺栓依次穿过所述滑槽、所述第二本体抵接于所述基准板上,所述固定块和所述第二本体彼此抵接。
5.根据权利要求1-4中任一项所述的一种打花处理用的辅助工装,其特征在于,所述把手上设置有两个连接安装端,两个所述连接安装端上均设置有吸盘壳,所述吸盘壳内置有旋转式吸盘。
6.根据权利要求5所述的一种打花处理用的辅助工装,其特征在于,所述把手、所述第一锁付件和所述第二锁付件三者的安置位置处于同一直线上,且所述把手设置有两个,且分设于所述基准板上。
7.根据权利要求6所述的一种打花处理用的辅助工装,其特征在于,所述基准板上设有刻度线。
技术总结本技术公开了一种打花处理用的辅助工装,涉及辅助工装技术领域,该打花处理用的辅助工装包括基准板、把手、锁付件;在进行打花处理时,基准板其中一端面贴合于钢卷,其相对立的端面上设置有把手,且与把手同一端面上还设置有锁付件,基准板上还阵列设置有若干个辅助画线轨道,若干个辅助画线轨道均贯穿基准板,且基准板为透明板材;本装置结构简单,制备成本低廉,避免人工绘制过程中由于缺乏基准线和/或基准点,导致人工绘制的圆形其圆度不够、所画的直线其笔直度也有所欠缺,存在标记耗时长,影响生产效率,同时,解决由于标记不准确的问题,在后续的肉眼识别环节中,导致出现漏检的问题,促进企业的生产效益。技术研发人员:徐志响,李翔,管小花,曾波,周屿,张鹏受保护的技术使用者:华菱安赛乐米塔尔汽车板有限公司技术研发日:20230918技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240617/49886.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表