全焊钢桁梁桥无支承平台状态下的散件悬臂拼装施工方法与流程
- 国知局
- 2024-07-09 16:54:08
本发明属于桥梁建筑施工,尤其涉及桥梁全焊钢桁梁散件的拼装工艺施工技术。
背景技术:
1、全焊钢桁梁桥建设施工过程需要考虑因素较多,受施工水文环境、附近地面建筑、地下管道以及建设成本和周期的影响。同时在架设桥节段时,随着桥跨度向河道中心延伸,采用桥下支撑体系成本会大幅上升,通常采用桥上悬臂架桥机进行作业。
2、而采用悬臂架桥机作业工艺,工程实践表明,架桥机单次安装、拆除所需要的时间较长(约14天~21天),所需投入机械量不低(200t汽车起重机7个台班、130t汽车起重机6个台班、80t汽车起重机15个台班),当悬臂架桥机(或前述专利方案中所述“空中作业平台”)单次拼装数量较少(2~3个节段)时,采用悬臂架桥机工艺则显得不经济——工程实践表明,采用悬臂架桥机拼装全焊钢桁梁桥时,单个节段所需工期约为7天(板件厚度较薄,超过30mm焊缝数量低于30%)~10天(板件厚度较大,超过30mm焊缝数量超过30%),悬臂架桥机拼装时间接近甚至超过构件吊装时间,故不合适。
3、当空中作业平台与既有结构存在冲突时,主要是首个节段(临近主墩),悬臂架桥机的下操作平台与既有桥墩存在冲突时,仍然需采用无临时支承平台的悬臂散件法拼装工艺,因此耗费巨大,施工周期更长。
4、如图2所示,现实中常见水体上架设桁梁桥的支撑条件,主桥主跨若干个节段(8个),其中大部分节段位于滩涂区域,具备搭设栈桥和临时支承体系的条件;而剩余商量节段(2个)位于江航道上空,采用水下修建栈桥或支撑体系成本必然抬升,而采用常规悬臂架桥机,建设周期延长。另外常规悬臂吊机拼装工艺还存在以下问题:
5、(1)构件的定位精度不易控制。在有支承平台状态下,构件仅需吊装至平台后,可采用竖向千斤顶、侧向手拉葫芦精确定位即可,且定位后,构件处于支承状态,在临时固定构件(码板体系)安装完成前,不会出现侧向偏移。但当无支承作业平台时,需采用吊装设备予以定位。此时,构件自定位准确至临时固定构件(码板体系)安装完成前,因吊装机械因素(吊机在吊装阶段完全稳定的控制难度极大,且必须在无风、微风状态下作业,在开阔水面(《公路桥梁抗风设计规范》所述a类场地),类似的施工工况控制难度较大)导致的侧向位移是不可避免,也无法控制的;
6、(2)单个构件的焊接变形不易控制。临时支承操作平台可以同时承担2个下弦杆和1道下桥面板的重量,可以使3个构件形成整体后,与前一节段已完成的钢桁梁拼接。当无操作平台时,下弦杆需先单独、各自与前一节段已完成的钢桁梁下弦杆拼装成整体后,在将桥面板与其连接成整体。此时,单个下弦节段在“悬臂状态”下的焊接,其焊接变形不受任何约束,极易因焊缝冷却不均匀导致侧向、高度等2个方向的偏移。以主桥首个节段下弦杆拼装为例,单个节段焊接后最大侧向偏位4.5cm,最大高度方向偏位6cm,无法满足钢结构安装规范要求。
7、(3)人员作业通道的设置和通道安装、拆除、移动便捷性的对立处理。悬臂拼装阶段,若不提供人员操作平台,则违背国家施工安全规范相关要求,但设置人员作业平台,则其安装、拆除、移动的作业周期和机械消耗应控制在1天以内,否则,该工艺的实施,无先进性可言。
8、因此需要设计一种在无支承平台状态下的周期更短更经济的全焊钢桁梁桥散件悬臂拼装施工方法。
技术实现思路
1、发明目的:针对上述现有存在的问题和不足,本发明的目的是提供了一种全焊钢桁梁桥无支承平台状态下的散件悬臂拼装施工方法,能实现桥梁节段无支承情况下的悬臂拼装施工,并结合全焊钢桁梁桥本身的单跨长度,选择匹配的施工工法,具有施工周期短,成本低和快速精准拼接的优点。
2、技术方案:为实现上述发明目的,本发明采用以下技术方案:
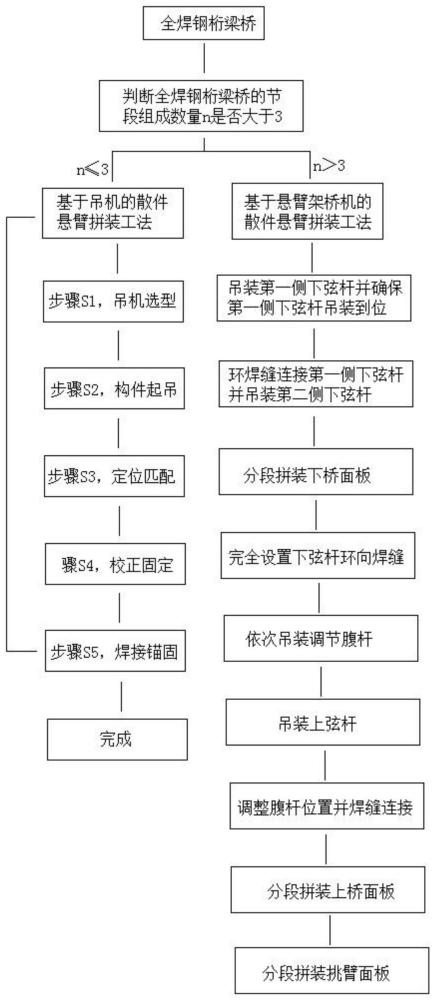
3、一种全焊钢桁梁桥无支承平台状态下的散件悬臂拼装施工方法,全焊钢桁梁桥由n个节段依次焊接拼装而成,n为正整数;每个节段的构件包括下层桥面板、两根下弦杆、两根调节腹杆、上层桥面板、两根上弦杆以及两块悬挑面板;两根下弦杆对应为第一、第二侧下弦杆,分设在下层桥面板横桥向的两侧;两根上弦杆对应为第一、第二侧上弦杆,分设在上层桥面板横桥向的两侧,两块悬挑面板各自布置在一块上层桥面板外侧,同侧的上、下弦杆之间通过一根调节腹杆对应连接;在进行全焊钢桁梁桥的各节段所包含构件的吊装装配前,先判断全焊钢桁梁桥的节段组成数量n是否大于3:当n≤3时,全焊钢桁梁桥的各节段均采用基于吊机的散件悬臂拼装工法完成拼装;当n>3时,全焊钢桁梁桥的各节段均采用基于悬臂架桥机的散件悬臂拼装工法完成拼装;
4、基于吊机的散件悬臂拼装工法为通过在施工位附近的已完成主桥钢结构顺桥向修建栈桥,利用栈桥行走吊机完成节段各构件的顺序吊装;
5、基于悬臂架桥机的散件悬臂拼装工法为通过在施工位附近的已完成主桥钢结构上架设悬臂架桥机,并依赖于所架设的悬臂架桥机完成节段各构件的顺序吊装。
6、优选地,基于吊机的散件悬臂拼装工法中,构件吊装装配的工序步骤如下:
7、步骤s1,吊机选型:首先确定栈桥修建的极限跟进长度l1,将距离栈桥最远端1000mm作为吊机履带前进的最小安全距离l2=l1-1000,然后以该位置吊机的中心为圆心选择吊机规格,使得吊机的最大作业半径r满足以下要求,
8、r>max(r1,r2,r3,r4,r5)
9、式中,r1,r2,r3,r4,r5分别为下弦杆、腹杆、上弦杆、下桥面板和上桥面板的最小起吊距离;
10、步骤s2,构件起吊:通过栈桥行走的吊机,依次将构件进行起吊至对应拼装位置;
11、步骤s3,定位匹配:待构件吊至对应位置时,通过牵引绳索和固定限位件对构件进行初步定位,然后在构件的横向四周边缘固定临时匹配件,所述临时匹配件由角钢制成,所述角钢的固定面上设有螺栓孔和销钉孔;
12、步骤s4,校正固定:在初步定位的两个构件的安装面的临时匹配件上,先通过销钉孔进行贯穿固定从而在横桥向实现二次定位校正,然后在临时匹配件的螺栓孔中安装螺栓固定实现构件间的顺桥向二次定位校正;
13、步骤s5,焊接锚固:校正固定后的构件间,通过加劲板的焊接锚固,待焊接完成牢固后,拆除临时匹配件;
14、步骤s6,其余构件依次按步骤s2-s5进行施工拼装,完成。
15、优选地,基于吊机的散件悬臂拼装工法中,构件吊装装配的工序步骤如下:
16、步骤s1,吊机选型:选择距离已完成主桥钢结构的最前端缓冲距离l作为吊机在主桥钢结构上前移的极限位置,以该位置吊机的中心为圆心选择吊机规格,使得吊机的最大作业半径r满足以下要求,
17、r>max(r1,r2,r3,r4,r5)
18、式中,r1,r2,r3,r4,r5分别为下弦杆、腹杆、上弦杆、下桥面板和上桥面板的最小起吊距离;
19、步骤s2,构件起吊:通过栈桥行走的吊机,依次将构件进行起吊至对应拼装位置;
20、步骤s3,定位匹配:待构件吊至对应位置时,通过牵引绳索和固定限位件对构件进行初步定位,然后在构件的横向四周边缘固定临时匹配件,所述临时匹配件由角钢制成,所述角钢的固定面上设有螺栓孔和销钉孔;
21、步骤s4,校正固定:在初步定位的两个构件的安装面的临时匹配件上,先通过销钉孔进行贯穿固定从而在横桥向实现二次定位校正,然后在临时匹配件的螺栓孔中安装螺栓固定实现构件间的顺桥向二次定位校正;
22、步骤s5,焊接锚固:校正固定后的构件间,通过加劲板的焊接锚固,待焊接完成牢固后,拆除临时匹配件;
23、步骤s6,其余构件依次按步骤s2-s5进行施工拼装,完成。
24、优选地,步骤s5中单个上弦杆或下弦杆在焊接锚固时,采用单人拼缝焊接。
25、优选地,所述临时匹配件采用500mm的l125*10角钢,在相邻构件的对接安装面的左右两侧和顶部分别设置临时匹配件,所述临时匹配件为成对设置,且角钢中间焊接有加劲板。
26、优选地,基于悬臂架桥机的散件悬臂拼装工法中,构件吊装装配的工序步骤如下:
27、步骤一、吊装第一侧下弦杆并确保第一侧下弦杆吊装到位:
28、采用悬臂架桥机吊装第一侧下弦杆并确保第一侧下弦杆吊装到位;
29、步骤二、环焊缝连接第一侧下弦杆并吊装第二侧下弦杆:
30、第一侧下弦杆与前一主桥主跨钢结构节段对应的下弦杆间采用12mm~16mm环焊缝连接,在此期间,采用悬臂架桥机吊装第二侧下弦杆并确保第二侧下弦杆吊装到位;
31、步骤三、分段拼装下桥面板;
32、步骤四、完全设置下弦杆环向焊缝;
33、步骤五、依次吊装调节腹杆
34、采用悬臂架桥机依次吊装调节腹杆,并采用临时连结码板与相应侧下弦杆之间实现临时定位;
35、步骤六、吊装上弦杆
36、采用悬臂架桥机吊装第一侧上弦杆并在第一侧上弦杆吊装到位后完成第一侧上弦杆的临时定位;在对第一侧上弦杆进行临时定位操作过程中,采用悬臂架桥机吊装第二侧上弦杆,并在第二侧上弦杆吊装到位后完成第二侧上弦杆的临时定位;
37、步骤七、调整腹杆位置并焊缝连接:
38、依据上、下弦杆调整腹杆位置,然后采用焊缝完成连接;
39、步骤八、分段拼装上桥面板;
40、步骤九、分段拼装挑臂面板。
41、优选地,确保第一、第二侧下弦杆吊装到位的具体方式是:第一、第二侧下弦杆端部采用码板连接,悬臂端采用机械千斤顶调整,确保高程方向定位;第一、第二侧下弦杆的横桥向定位由悬臂架桥机的横桥向移动体系来实现;第一、第二侧下弦杆的顺桥向定位则由悬臂架桥机的起重设备以及与前一节主桥主跨钢结构节段的支挡来控制。
42、优选地,第一、第二侧上弦杆的临时定位操作具体包括:先采用临时连结码板与相应侧调节腹杆之间实现临时定位,然后采用临时撑架支撑在相应侧上弦杆与下弦杆之间,并在端部采用12~16mm环焊缝与前一节主桥主跨钢结构节段的上弦杆拼接。
43、优选地,节段的构件通过门式起重机或履带起重机转运至桥面运输行车,桥面运输行车从边跨自行运至悬臂架桥机的运梁体系并由运梁体系运送至多向运输体系的装载区域,多向运输体系从装载区域自行运送钢结构节段散件至拼接位点卸载,多向运输体系具体实施步骤包括:
44、步骤1.1、在装载区域,通过起重设备吊装目标构件,目标构件为节段的任一组成构件;
45、步骤1.2、启动起重设备,使得起重设备携带着目标构件沿着锚固段轨道梁移动,直至起重设备携带着目标构件移出锚固段轨道梁,转而移入悬臂段轨道梁并沿着悬臂段轨道梁移至预设位置;
46、步骤1.3、解除锚固段轨道梁与悬臂段轨道梁拼缝位置处的临时连接构造,使得锚固段轨道梁与悬臂段轨道梁相互独立;
47、步骤1.4、启动横桥向移动体系,使得悬臂段轨道梁沿着横桥向轨道梁移动,直至悬吊在悬臂段轨道梁下端的起重设备所携带着的目标构件侧向移动至目标位置;
48、步骤1.5、启动起重设备,直至将所吊装的目标构件下放至目标位置,而后回收起重设备的吊钩;
49、步骤1.6、反向启动横桥向移动体系,使得悬臂段轨道梁沿着横桥向轨道梁反向移动复位,直至悬臂段轨道梁的拼缝端与锚固段轨道梁的拼缝端对齐;
50、步骤1.7、在锚固段轨道梁与悬臂段轨道梁拼缝位置处,采用临时连接构造将锚固段轨道梁与悬臂段轨道拼接成一条完整的通长顺桥向轨道梁;
51、步骤1.8、反向启动起重设备,使得起重设备沿着顺桥向轨道梁移动,直至起重设备返回至锚固段轨道梁上吊装目标构件的位置,以准备下一目标构件的吊装。
52、在完成上一节段的拼装后,悬臂架桥机通过前进-锚固体系移位;前进-锚固体系包括机体行进驱动装置以及机体锚固装置,机体行进驱动装置布置在支承桁架体系的锚固段底部,而机体锚固装置则通过可拆卸连接方式安装在支承桁架体系的锚固段与上桥面之间机体行进驱动装置包括前支点行车、前支点轨道体系、后支点行车体系、防倒退体系以及压重体系,机体锚固装置包括前支点锚固体系以及后支点锚固体系;悬臂架桥机的移位具体包括如下步骤:
53、步骤2.1:将运梁车装载下一节段主桥主跨钢结构节段的下弦杆,移至悬臂架桥机尾部附近,利用2台电动葫芦将运梁车抬升至脱空轨道2~3cm,然后用4台手拉葫芦为运梁车提供竖向支承,并采用另外4台手拉葫芦将运梁车与支承桁架体系的下弦杆连接,提供水平约束,并在运梁车上装载合适的配重块,从而完成前进-锚固体系的压重体系的搭建;
54、步骤2.2:解除前支点锚点与主桥主跨钢结构间的约束,抬升前支点千斤顶行程,移除前支点垫块,铺设前支点行车用轨道;
55、步骤2.3:减少前支点千斤顶行程,将前支点行车的车轮落至前支点行车用轨道处;
56、步骤2.4:在前支点行车的前、后轮处设置临时木楔,使得前支点行车保持驻车状态;
57、步骤2.5:采用千斤顶支承后锚点,然后解除后锚点约束,逐级减少千斤顶行程,直至坦克车落地,与主桥桥面板接触;
58、步骤2.6:设置防倒退体系,并在前支点行车的电机牵引作用下,往前移动;
59、步骤2.7:再次启动前支点行车,移至目标位置;
60、步骤2.8:前支点行车调整至驻车状态,前、后轮采用楔形木块固定,然后抬升后锚点千斤顶,将其调整至目标状态;
61、步骤2.9:将后锚竖杆切割至目标长度,然后与主桥桥面板焊接成整体,最后通过销轴将其与后锚点连接;
62、步骤2.10:抬升前支点千斤顶,然后撤除前支点行车用轨道,设置前支点垫块;前支点垫块与前支点行车采用螺栓连接,而与主桥桥面采用焊缝连接;
63、步骤2.11:采用电动葫芦吊装运梁车,然后解除步骤2.1布置的竖向和侧向电动葫芦,再将运梁车落至运输轨道处,即可完成悬臂架桥机的移位,并通过悬臂架桥机进行下一节段的主桥主跨钢结构节段各组成构件的吊装。
64、有益效果:与现有技术相比,本发明具有以下优点:
65、(1)基于全焊钢桁梁桥本身的长度(即所包含节段的多寡),来选择匹配的悬臂施工方法,实现低成本、高效率的无支承平台状态下的散件悬拼施工;
66、(2)对于基于吊机的散件悬臂拼装工法来说,其具有如下优点:a、通过二次定位校正方法能对悬臂吊装散构件进行经精确定位,避免了常规无支撑状态构件吊装时从侧向偏移,解除了必须在无风、微风状态下作业的限制;b、通过临时悬臂状态下,各构件(如下弦杆)与前一节构件完成钢桁梁的整体拼装,与桥体形成整体,为单个构件的焊接提供支承,有效确保焊接不变形;c、设计了新型快拆、低成本的操作平台,为人员作业提供方便的同时,具有安装、拆除、移动等作业方便的优点。
67、(3)对于基于悬臂架桥机的散件悬臂拼装工法来说,其具有如下优点:充分考虑了悬臂架桥机的力学性能以及散件拼装的精度控制要求,有效地降低现场作业难度以及风险,拼装省力,结构稳定,综合经济效益高。
本文地址:https://www.jishuxx.com/zhuanli/20240617/55527.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表