一种环类产品加工的成型刀具的制作方法
- 国知局
- 2024-06-20 15:42:35
本发明属于半导体加工领域,具体涉及一种环类产品加工的成型刀具。
背景技术:
1、随着半导体产业的崛起,半导体材料的加工需求日益增多,特别是硅材料的加工,数量非常巨大,而且硅材料如同玻璃一样硬度高韧性低,需要磨削加工,而磨削加工时间长且不同的工序需要经常更换刀具,比如粗加工和精加工一般需要采用不同刀具,加工余量较大的也需要经常更换刀具,加工余量较大的由于磨损较大因此也需要经常更换刀具。
2、半导体材料的产品中,环类产品的加工比较难以定位,一般来说环类产品在前一工序已经开设孔形结构,加工余量较小,但很多环类产品又需要加工斜面,即使角度较小,加工过程过程中对刀具的磨损也会产生较大的偏差,这样刀具常常会因为单侧磨损较大造成加工误差变大,对于加工精度要求较高的产品通常需要设置精加工刀具和粗加工刀具,粗加工金刚砂的颗粒比较大,加工速度快,精加工则采用较细的金刚砂,加工表面质量好加工精度高。虽然现在很多高端机床可以实现自动换到,但自动换刀的机床成本较高,对于加工工艺较简单且批量较大的产品,一般来说首选还是比较廉价的数控机床,这样可能需要人工更换刀具,人力成本也会有所上升,如果能设计粗加工精加工两用的刀具,那么在一台机床可以实现粗加工和精加工,不需要更换刀具和设备,一次装夹即可完成加工,不但加工精度会有提高,加工效率也大大上升。
技术实现思路
1、针对上述现有技术,本发明的目的是提供一种更高效的环类产品加工的成型刀具。
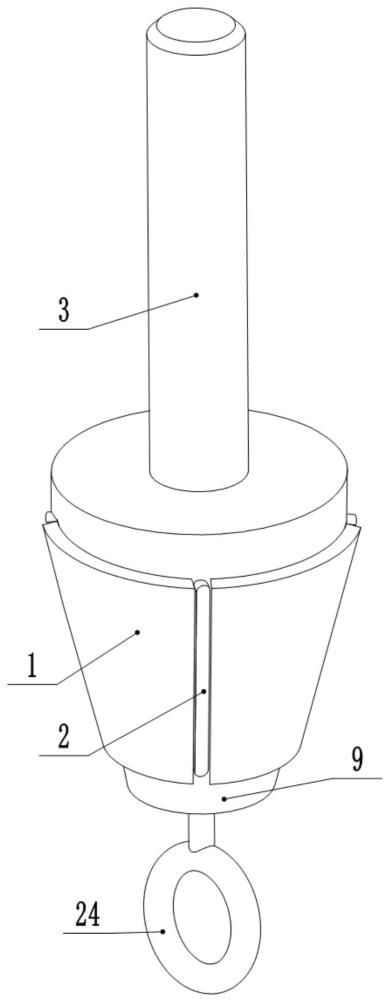
2、本发明的技术方案是这样实现的:一种环类产品加工的成型刀具,包括刀柄、粗刀头和精刀头,粗刀头和精刀头位于刀柄不同位置使得粗刀头或精刀头处于加工时另一刀头不与被加工工件接触。
3、这样设计的有益效果是:这样通过一个刀具即可完成粗加工和精加工两个工序,避免更换刀具或更换机床加工,节省加工时间,降低人力成本,一次装夹加工精度也有所提升,加工效率也会有所提升。
4、进一步地,粗刀头和精刀头沿刀柄轴向上下间隔或相邻排布。可设置多个粗刀头在同一刀柄上,在加工位置也预留足够的空间,使用一个刀头进行粗加工后,改变轴向位置即可利用下一刀头进行加工,无需更换刀具,可以实现不同的加工需求,加工更高效。
5、进一步地,粗刀头和精刀头沿刀柄周向排布,刀柄下端设有多个安装槽,粗刀头设有安装部,安装部以可相对刀柄径向移动的方式安装到安装槽,安装部设有锁止销,锁止杆设有锁止槽与锁止销匹配可将粗刀头锁止在至少两个相对位置即加工位和收缩位,在加工位粗刀头最外侧到刀柄转动中心的径向距离大于精刀头最外侧到刀柄转动中心的径向距离,在收缩位粗刀头最外侧到刀柄转动中心的径向距离小于精刀头最外侧到刀柄转动中心的径向距离,这样需要粗加工时粗刀头移动到加工位,由于粗刀头最外侧到刀柄转动中心的径向距离大于精刀头最外侧到刀柄转动中心的径向距离,在加工时粗刀头与被加工工件接触,精刀头不与被加工工件接触,需要精加工时粗刀头移动到收缩位,粗刀头最外侧到刀柄转动中心的径向距离小于精刀头最外侧到刀柄转动中心的径向距离,在加工时精刀头与被加工工件接触,粗刀头不与被加工工件接触,这样改变粗刀头位置即可切换粗加工和精加工,精加工采用固定式刀头加工精度高,粗加工采用可拆卸式刀头方便更换,这样即可确保加工精度,又具有较好的经济性。
6、进一步地,精刀头和粗刀头间隔排布,如此无论是精加工还是粗加工刀头排布都更加均匀加工的稳定性也更好,可以实现比较平稳的进刀,提高加工质量。
7、进一步地,精刀头的加工面为圆锥面的一部分且上下宽度基本相同,粗刀头的加工面为圆锥面的一部分且宽度不相同,精加工加工的余量较小磨损较小,上下磨损也基本相同,因此精刀头可以设计基本相同的宽度,粗加工加工余量较大,加工不均匀,部分区域磨损较大,磨损较大区域尽量面积设计大一点,这样就不容易磨损,刀头使用寿命也更长。
8、进一步地,锁止槽在轴向上延伸设置,锁止槽包括第一槽、第二槽和第三槽,第一槽到中心位置的径向距离小于第三槽到中心位置的径向距离,第二槽位于第一槽与第三槽之间并倾斜设置连接第一槽和第三槽使得锁止销可以从第一槽滑动到第二槽再进入第三槽,如此可以通过上下移动锁止杆实现粗刀头位置的调整,即锁止杆上下移动时,锁止销可以在第一槽和第三槽之间切换位置实现径向移动,粗刀头径向移动即可实现粗加工和精加工的切换。
9、进一步地,锁止杆上设有拉环,机床上设置拉杆或拉钩,机床可移动刀具到拉环被拉杆或拉钩限位位置向上或向下相对移动锁止杆使得锁止销相对锁止槽滑动改变粗刀头径向位置实现粗刀头和精刀头的切换,这样无需人工对锁止杆进行控制,直接通过编程可以实现刀头的切换,不需要特定的机床,直接在走刀轨迹程序加一段代码即可,对机床硬件设备无需任何更改,大大增加了加工效率,对于普通数控机床而言减少换刀时间大大节省人力成本,增加产品成本优势。
10、进一步地,锁止槽在水平面方向上延伸设置,锁止槽包括第一圆弧槽、过渡槽和第三圆弧槽,第一圆弧槽到中心位置的径向距离小于第三圆弧槽到中心位置的径向距离,过渡槽位于第一圆弧槽与第三圆弧槽之间并倾斜弯曲设置连接第一圆弧槽和第三圆弧槽使得锁止销可以从第一圆弧槽滑动到过渡槽再进入第三圆弧槽,如此设计可以通过转动锁止杆实现粗刀头位置调整,锁止结构更加稳定可靠。
11、进一步地,锁止杆下端设有转动轮,转动轮上设有转孔,机床上设有固定轴,机床可将转孔移动到固定轴位置并使得刀具绕固定轴转动即锁止杆相对刀柄转动,这样无需人工对锁止杆进行控制,直接通过编程可以实现刀头的切换,不需要特定的机床,直接在走刀轨迹程序加一段代码即可,对机床硬件设备无需任何更改,大大增加了加工效率,对于普通数控机床而言减少换刀时间大大节省人力成本,增加产品成本优势。
12、进一步地,精刀头包括进刀侧和出刀侧,进刀侧进加工表面径向距离小于出刀侧出加工表面径向距离,由于精刀头宽度较窄,间距较大,加工时会持续进刀,如进刀较快容易产生一定冲击,进刀侧径向距离减小可以实现平缓过渡,进一步减少冲击提高加工精度,也可以减少刀具磨损延长刀具寿命。
技术特征:1.一种环类产品加工的成型刀具,其特征在于:包括刀柄(3)、粗刀头(1)和精刀头(2),所述粗刀头(1)和所述精刀头(2)位于刀柄(3)不同位置使得所述粗刀头(1)或所述精刀头(2)处于加工时另一刀头不与被加工工件(10)接触。
2.根据权利要求1所述的环类产品加工的成型刀具,其特征在于:所述粗刀头(1)和所述精刀头(2)沿所述刀柄(3)轴向上下间隔或相邻排布。
3.根据权利要求1所述的环类产品加工的成型刀具,其特征在于:所述粗刀头(1)和所述精刀头(2)沿所述刀柄(3)周向排布,所述刀柄(3)下端设有多个安装槽(4),所述粗刀头(1)设有安装部(12),所述安装部(12)以可相对所述刀柄(3)径向移动的方式安装到所述安装槽(4),所述安装部(12)设有锁止销(13),所述锁止杆(9)设有锁止槽(15)与所述锁止销(13)匹配可将所述粗刀头(1)锁止在至少两个相对位置即加工位和收缩位,在所述加工位所述粗刀头(1)最外侧到所述刀柄(3)转动中心的径向距离大于所述精刀头(2)最外侧到所述刀柄(3)转动中心的径向距离,在所述收缩位所述粗刀头(1)最外侧到所述刀柄(3)转动中心的径向距离小于所述精刀头(2)最外侧到所述刀柄(3)转动中心的径向距离。
4.根据权利要求3所述的环类产品加工的成型刀具,其特征在于:所述精刀头(2)和所述粗刀头(1)间隔排布。
5.根据权利要求4所述的环类产品加工的成型刀具,其特征在于:所述精刀头(2)的加工面为圆锥面的一部分且上下宽度基本相同,所述粗刀头(1)的加工面为圆锥面的一部分且宽度不相同。
6.根据权利要求3或4或5所述的环类产品加工的成型刀具,其特征在于:所述锁止槽(15)在轴向上延伸设置,所述锁止槽(15)包括第一槽(17)、第二槽(18)和第三槽(19),所述第一槽(17)到中心位置的径向距离小于所述第三槽(19)到中心位置的径向距离,所述第二槽(18)位于所述第一槽(17)与所述第三槽(19)之间并倾斜设置连接所述第一槽(17)和所述第三槽(19)使得所述锁止销(13)可以从所述第一槽(17)滑动到所述第二槽(18)再进入所述第三槽(19)。
7.根据权利要求6所述的环类产品加工的成型刀具,其特征在于:所述锁止杆(9)上设有拉环(24),机床上设置拉杆或拉钩,机床可移动刀具到所述拉环(24)被拉杆或拉钩限位位置向上或向下相对移动所述锁止杆(9)使得所述锁止销(13)相对所述锁止槽(15)滑动改变所述粗刀头(1)径向位置实现所述粗刀头(1)和所述精刀头(2)的切换。
8.根据权利要求3或4或5所述的环类产品加工的成型刀具,其特征在于:所述锁止槽(15)在水平面方向上延伸设置,所述锁止槽(15)包括第一圆弧槽(25)、过渡槽(26)和第三圆弧槽(27),所述第一圆弧槽(25)到中心位置的径向距离小于所述第三圆弧槽(27)到中心位置的径向距离,所述过渡槽(26)位于所述第一圆弧槽(25)与所述第三圆弧槽(27)之间并倾斜弯曲设置连接所述第一圆弧槽(25)和所述第三圆弧槽(27)使得所述锁止销(13)可以从所述第一圆弧槽(25)滑动到所述过渡槽(26)再进入所述第三圆弧槽(27)。
9.根据权利要求8所述的环类产品加工的成型刀具,其特征在于:所述锁止杆(9)下端设有转动轮(34),所述转动轮(34)上设有所述转孔(35),机床上设有固定轴,机床可将所述转孔(35)移动到固定轴位置并使得刀具绕固定轴转动即所述锁止杆(9)相对所述刀柄(3)转动。
10.根据权利要求3或4或5所述的环类产品加工的成型刀具,其特征在于:所述精刀头(2)包括进刀侧(36)和出刀侧(37),所述进刀侧(36)进加工表面(38)的径向距离小于所述出刀侧(37)出加工表面(39)的径向距离。
技术总结一种环类产品加工的成型刀具,包括刀柄、粗刀头和精刀头,粗刀头和精刀头位于刀柄不同位置使得粗刀头或精刀头处于加工时另一刀头不与被加工工件接触。通过一个刀具即可完成粗加工和精加工两个工序,避免更换刀具或更换机床加工,节省加工时间,降低人力成本,一次装夹加工精度也有所提升,加工效率也会有所提升。技术研发人员:陆金宝,王双玉,祝建敏,密思受保护的技术使用者:杭州盾源聚芯半导体科技有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12465.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表