核燃料元件栅板热处理变型控制工装及方法与流程
- 国知局
- 2024-06-20 15:47:22
本发明属于核电,具体涉及一种核燃料元件栅板热处理变型控制工装及方法。
背景技术:
1、相关技术中,热处理工艺过程防变形措施主要为:合理选材、预留模具加工余量、预先热处理再加工、选择合理热处理温度与升降温速率、在保证模具硬度前提下,尽量采用预冷、分级冷却淬火或温淬火工艺、正确的热处理工艺操作。
2、目前因工艺需要,需采用整体热处理方法高温回火处理焊接接头,焊件栅板由于尺寸较薄,在回火过程中由于焊接应力释放,易发生变形,在后续生产过程中栅板变形将会影响核燃料元件单棒的组装,降低生产效率,影响装配质量。
技术实现思路
1、为克服相关技术中存在的问题,提供了一种核燃料元件栅板热处理变型控制工装及方法。
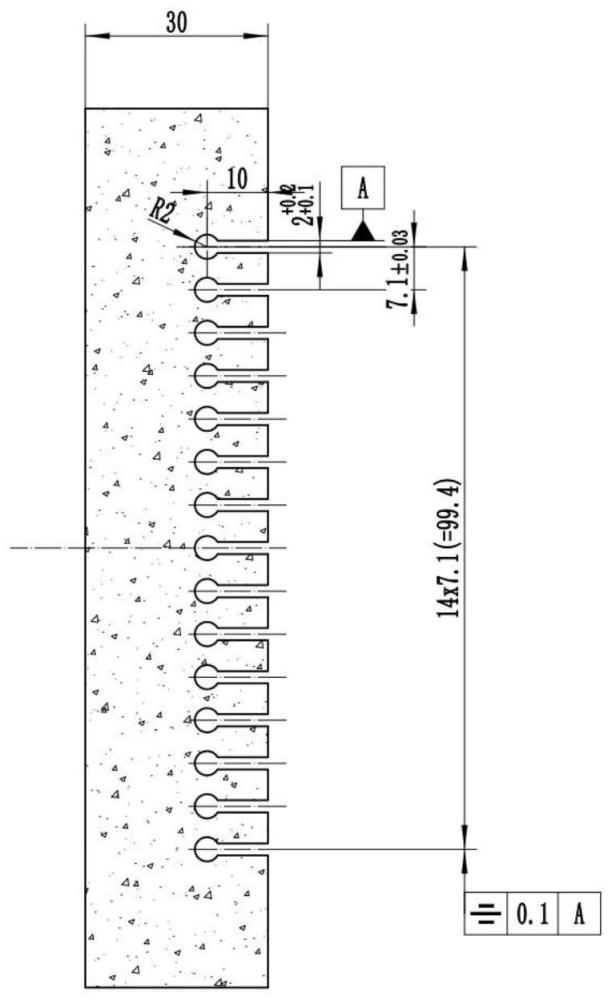
2、根据本公开实施例的一方面,提供一种核燃料元件栅板热处理变型控制工装,所述工装的主体为长方体,所述工装由非金属材料制成;
3、所述主体的上表面开设多条凹槽,焊件的每条栅板能够适配的插入到一条凹槽中;
4、每个凹槽的中心面与插入的栅板的中心面重合,且每个凹槽内壁与插入的栅板之间存在缝隙;
5、在热处理前将焊件的栅板插入对应的凹槽中,在焊件被热处理后回火过程中,各凹槽能够约束插入栅板的变形量。
6、在一种可能的实现方式中,所述工装由陶瓷制成。
7、在一种可能的实现方式中,每条凹槽与插入的栅板之间的缝隙为0.1mm。
8、在一种可能的实现方式中,每条凹槽的槽底的横截面为圆形。
9、根据本公开实施例的一方面,提供一种核燃料元件栅板热处理变型控制方法,其特征在于,所述方法应用于如权利要求1-4中任意一项所述的核燃料元件栅板热处理变型控制工装,所述方法包括:
10、在热处理前,将焊件的栅板插入所述工装对应的凹槽中;
11、在所述焊件和所述工装拼插完备后,对所述焊件进行热处理;
12、在所述焊件热处理完毕后,保持所述焊件与所述工装的拼插状态,对所述焊件进行回火处理。
13、本公开的有益效果在于:本公开的核燃料元件栅板热处理变型控制工装通过仿形槽的设计能够在热处理前将栅板进行固定,能够保证在回火过程中,约束栅板变形量,为后续核燃料元件组装提供良好保证,通过修改配合槽尺寸及数量可满足多样化产品的生产需求。
技术特征:1.一种核燃料元件栅板热处理变型控制工装,其特征在于,所述工装的主体为长方体,所述工装由非金属材料制成;
2.根据权利要求1所述的工装,其特征在于,所述工装由陶瓷制成。
3.根据权利要求1所述的工装,其特征在于,每条凹槽与插入的栅板之间的缝隙为0.1mm。
4.根据权利要求1所述的工装,其特征在于,每条凹槽的槽底的横截面为圆形。
5.一种核燃料元件栅板热处理变型控制方法,其特征在于,所述方法应用于如权利要求1-4中任意一项所述的核燃料元件栅板热处理变型控制工装,所述方法包括:
技术总结本公开属于核电技术领域,具体涉及一种核燃料元件栅板热处理变型控制工装及方法。本公开的核燃料元件栅板热处理变型控制工装通过仿形槽的设计能够在热处理前将栅板进行固定,能够保证在回火过程中,约束栅板变形量,为后续核燃料元件组装提供良好保证,通过修改配合槽尺寸及数量可满足多样化产品的生产需求。技术研发人员:程家宾,王珅玮,邢文军,王基鹏,闫嘉欣,孟超,李敏受保护的技术使用者:中核北方核燃料元件有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12629.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。