一种石膏型熔模铸造定量浇铸装置的制作方法
- 国知局
- 2024-06-20 15:48:30
本技术涉及金属铸造,尤其涉及一种石膏型熔模铸造定量浇铸装置。
背景技术:
1、石膏模铸造是指在石膏灌注机中,石膏粉和水在真空状态下混合,然后灌入装着蜡树的小金属型箱中,当石膏固化后,型箱被逐步加热到铸造温度300–500℃,然后根据铸造材料不同冷却下来,完成浇铸后,用高压水流破碎模壳,然后从石膏中取出零件,最后将零件送去热处理。
2、在浇铸过程中,操作人员无法确认金属溶液溢流量,从而无法保证浇铸过程的工艺稳定性,对浇铸流量均通过经验进行判断,导致多个产品的性能有一定的差别。
3、为解决上述问题,我们提出了一种石膏型熔模铸造定量浇铸装置。
技术实现思路
1、本实用新型的目的是为了解决背景技术中的问题,而提出的一种石膏型熔模铸造定量浇铸装置。
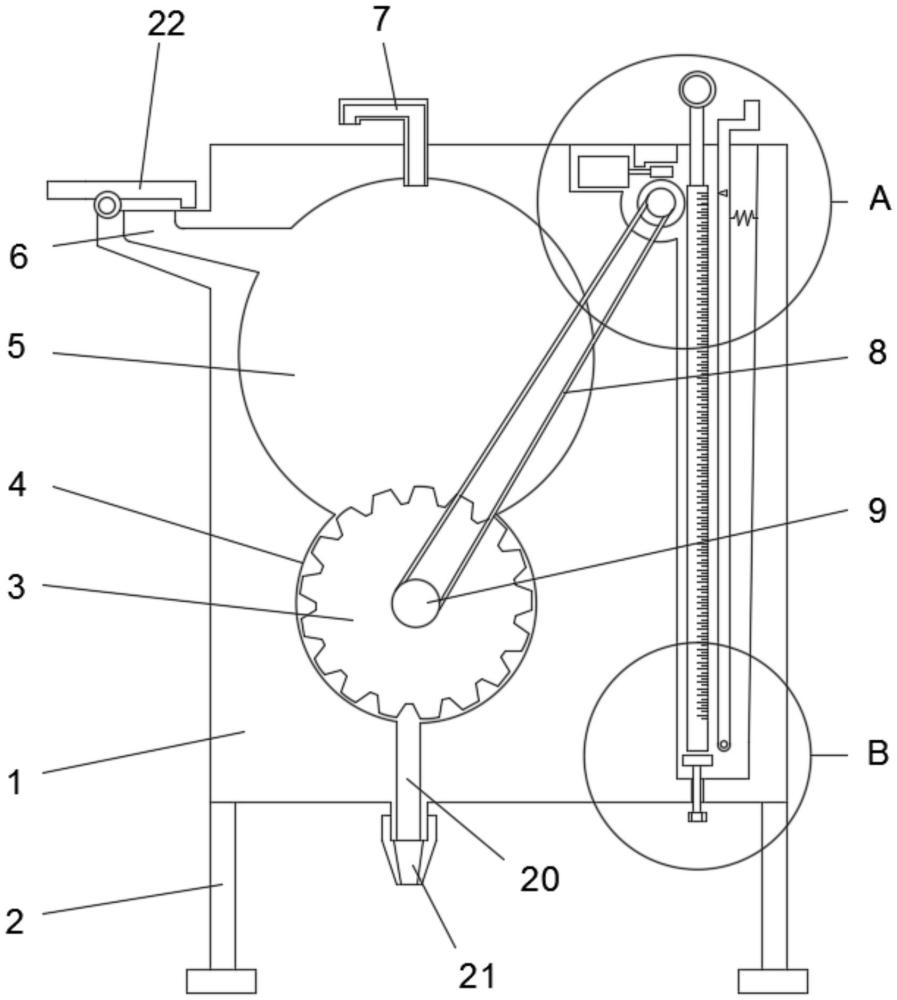
2、为了实现上述目的,本实用新型采用了如下技术方案:一种石膏型熔模铸造定量浇铸装置,包括箱体,所述箱体的下侧壁固定连接有多个支撑腿,所述箱体的内部开设有大圆腔和小圆腔,所述箱体的左侧壁固定连接有与大圆腔连通的进料口,所述小圆腔位于大圆腔的下侧并与大圆腔相交,所述小圆腔的内部圆心处设置有转轴,所述转轴的外侧壁固定套设有转轮,所述转轮的外侧壁与小圆腔的内侧壁滑动接触,所述转轮的外侧壁圆周上开设有多个均匀分布的凹槽,所述转轴的端部伸出箱体的外壁并固定连接有皮带轮一,所述小圆腔的下端开设有贯穿箱体的出料口,所述箱体的上侧壁开设有缺口,所述缺口的内部转动设置有蜗轮,所述蜗轮的前侧壁中心固定连接有伸出箱体外侧壁的皮带轮二,所述皮带轮二的外侧壁与皮带轮一的外侧壁共同套设有皮带,所述缺口的内部固定安装有电机,所述电机的驱动端固定连接有与蜗轮相啮合的蜗杆,所述箱体的内部开设有位于缺口右侧且与缺口连通的竖直的滑槽,所述滑槽上端开口,所述滑槽的内部设置有导板,所述导板的上端部伸出滑槽并固定连接有拨杆,所述导板的下端部与滑槽的内侧壁转动连接,所述导板的右侧壁与滑槽的内侧壁之间固定连接有弹簧,所述导板的左侧外侧壁滑动设置有与蜗轮相啮合的齿板,所述齿板的上端部设置有提环。
3、在上述的一种石膏型熔模铸造定量浇铸装置中,所述滑槽的内底壁开设有位于齿板正下方的螺纹通孔,所述螺纹通孔的侧壁上螺纹连接有矫正螺栓,所述矫正螺栓的上端部固定连接有垫块,所述矫正螺栓的螺帽位于箱体的下侧。
4、在上述的一种石膏型熔模铸造定量浇铸装置中,所述箱体的上侧壁固定连接有连通大圆腔的排气口,所述排气口的端部弯折向下。
5、在上述的一种石膏型熔模铸造定量浇铸装置中,所述进料口的端部转动设置有翻盖。
6、在上述的一种石膏型熔模铸造定量浇铸装置中,所述出料口的端部固定连接有出料接头,所述出料接头的外侧壁呈锥形设置。
7、在上述的一种石膏型熔模铸造定量浇铸装置中,所述齿板的侧壁设置有刻度,所述刻度的起始刻度为零,所述刻度从上到下为递增顺序,所述导板的侧壁固定有指向刻度的箭头标志。
8、与现有的技术相比,本一种石膏型熔模铸造定量浇铸装置的优点在于:
9、本实用新型设置有转轮,转轮的圆周侧壁上开设有多个均匀分布的凹槽,通过转动转轮将大圆腔中的熔融金属转运到出料口,蜗轮与齿板啮合,通过调整齿板的不同起始位置,可以设定多个齿板移动行程,不同的移动行程对应蜗轮不同的转动圈数,蜗轮与转轮之间设置有传动关系,所以设定不同的齿板移动行程就能调节转轮转动不同的圈数,实现定量浇铸。
技术特征:1.一种石膏型熔模铸造定量浇铸装置,包括箱体(1),其特征在于,所述箱体(1)的下侧壁固定连接有多个支撑腿(2),所述箱体(1)的内部开设有大圆腔(5)和小圆腔(4),所述箱体(1)的左侧壁固定连接有与大圆腔(5)连通的进料口(6),所述小圆腔(4)位于大圆腔(5)的下侧并与大圆腔(5)相交,所述小圆腔(4)的内部圆心处设置有转轴,所述转轴的外侧壁固定套设有转轮(3),所述转轮(3)的外侧壁与小圆腔(4)的内侧壁滑动接触,所述转轮(3)的外侧壁圆周上开设有多个均匀分布的凹槽,所述转轴的端部伸出箱体(1)的外壁并固定连接有皮带轮一(9),所述小圆腔(4)的下端开设有贯穿箱体(1)的出料口(20),所述箱体(1)的上侧壁开设有缺口,所述缺口的内部转动设置有蜗轮(12),所述蜗轮(12)的前侧壁中心固定连接有伸出箱体(1)外侧壁的皮带轮二(10),所述皮带轮二(10)的外侧壁与皮带轮一(9)的外侧壁共同套设有皮带(8),所述缺口的内部固定安装有电机(11),所述电机(11)的驱动端固定连接有与蜗轮(12)相啮合的蜗杆(13),所述箱体(1)的内部开设有位于缺口右侧且与缺口连通的竖直的滑槽(17),所述滑槽(17)上端开口,所述滑槽(17)的内部设置有导板(15),所述导板(15)的上端部伸出滑槽(17)并固定连接有拨杆,所述导板(15)的下端部与滑槽(17)的内侧壁转动连接,所述导板(15)的右侧壁与滑槽(17)的内侧壁之间固定连接有弹簧(16),所述导板(15)的左侧外侧壁滑动设置有与蜗轮(12)相啮合的齿板(18),所述齿板(18)的上端部设置有提环(14)。
2.根据权利要求1所述的一种石膏型熔模铸造定量浇铸装置,其特征在于,所述滑槽(17)的内底壁开设有位于齿板(18)正下方的螺纹通孔,所述螺纹通孔的侧壁上螺纹连接有矫正螺栓(19),所述矫正螺栓(19)的上端部固定连接有垫块,所述矫正螺栓(19)的螺帽位于箱体(1)的下侧。
3.根据权利要求1所述的一种石膏型熔模铸造定量浇铸装置,其特征在于,所述箱体(1)的上侧壁固定连接有连通大圆腔(5)的排气口(7),所述排气口(7)的端部弯折向下。
4.根据权利要求1所述的一种石膏型熔模铸造定量浇铸装置,其特征在于,所述进料口(6)的端部转动设置有翻盖(22)。
5.根据权利要求1所述的一种石膏型熔模铸造定量浇铸装置,其特征在于,所述出料口(20)的端部固定连接有出料接头(21),所述出料接头(21)的外侧壁呈锥形设置。
6.根据权利要求1所述的一种石膏型熔模铸造定量浇铸装置,其特征在于,所述齿板(18)的侧壁设置有刻度,所述刻度的起始刻度为零,所述刻度从上到下为递增顺序,所述导板(15)的侧壁固定有指向刻度的箭头标志。
技术总结本技术属于金属铸造技术领域,尤其涉及一种石膏型熔模铸造定量浇铸装置,包括箱体,所述箱体的下侧壁固定连接有多个支撑腿,所述箱体的内部开设有大圆腔和小圆腔,所述箱体的左侧壁固定连接有与大圆腔连通的进料口,所述小圆腔位于大圆腔的下侧并与大圆腔相交。优点在于:本技术设置有转轮,转轮的圆周侧壁上开设有多个均匀分布的凹槽,通过转动转轮将大圆腔中的熔融金属转运到出料口,蜗轮与齿板啮合,通过调整齿板的不同起始位置,可以设定多个齿板移动行程,不同的移动行程对应蜗轮不同的转动圈数,蜗轮与转轮之间设置有传动关系,所以设定不同的齿板移动行程就能调节转轮转动不同的圈数,实现定量浇铸。技术研发人员:李伟受保护的技术使用者:河南正旭科技股份有限公司技术研发日:20230927技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12671.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表