乏燃料运输容器螺栓自动装卸机的内外盖兼容机构的制作方法
- 国知局
- 2024-06-20 15:59:40
本发明涉及乏燃料运输容器螺栓自动装卸机领域,更具体的说,是涉及一种乏燃料运输容器螺栓自动装卸机的内外盖兼容机构。
背景技术:
1、目前,铀业公司使用的是nac-stc容器运输乏燃料,其为重114 t的不锈钢铅屏容器,容器由本体,吊篮,内盖,外盖等组成。容器内、外盖分别与上部锻件用螺栓联接,由于内盖和外盖的螺栓分布圆尺寸差异比较大,所以通常的方式是采用两套不同的设备来分别解决内外盖螺栓拧紧的问题,各自适应内盖和外盖螺栓的拧紧要求,这样的做法成本太高,加上乏燃料容器封盖和拆盖工艺的特殊性,一般要同时使用内盖和外盖设备并且还要经常与容器一起运输至不同场地使用,所以如果内外盖使用两台设备,虽然可行但会对实际使用带来诸多不便。
技术实现思路
1、根据上述现有技术存在的缺陷,本发明就是要解决乏燃料运输容器螺栓自动装卸机内外盖兼容性问题,实现一台设备当成两台设备使用的目的。
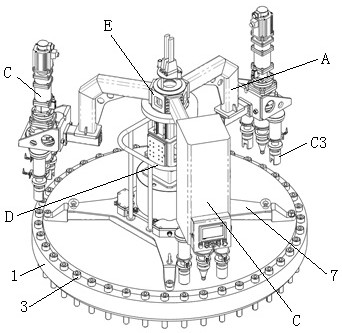
2、为实现上述目的,本发明所采用的技术方案为:乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,包括用于连接运输容器螺栓的定位底座,所述定位底座上设置有用于拧螺栓的拧紧机构,所述拧紧机构包括拧紧轴组件、支撑臂架和变位机构,所述变位机构安装在支撑臂架上,支撑臂架上设置有直线导轨,所述拧紧轴组件上设置有与直线导轨相匹配的直线导槽,变位机构驱动拧紧轴组件,使拧紧轴组件随直线导槽沿直线导轨滑动。
3、进一步地,所述变位机构包括两套丝杠支撑座、丝杠、丝母和手轮;两套所述丝杠支撑座固定在支撑臂架上,两套所述丝杠支撑座之间转动连接有丝杠,手轮连接丝杠并带动丝杠旋转,丝杠上螺纹连接有丝母,丝母与拧紧轴组件固定并带动拧紧轴组件沿直线导轨滑动。所述丝杠、丝母和手轮共同构成了拧紧轴组件滑动的驱动。
4、进一步地,所述支撑臂架上设置有显示拧紧轴组件位置的刻度标示,所述支撑臂架上还设置有外定位孔和内定位孔,外定位孔或内定位孔内设置有用于定位拧紧轴组件的定位销,所述外定位孔对应拧紧轴组件作用在外盖螺栓时的定位,所述内定位孔对应拧紧轴组件作用在内盖螺栓时的定位。
5、进一步地,外定位孔和内定位孔均设置在支撑臂架上,拧紧轴组件上设置有一个定位孔,通过拧紧轴组件上的定位孔与支撑臂架上的外定位孔或内定位孔对齐后,通过定位销定位。
6、进一步地,所述拧紧轴组件为三个,间隔120°分布,三个拧紧轴组件分布于一个等径的分度圆上,每个拧紧轴组件通过对应的变位机构沿直线导轨径向变距。
7、进一步地,所述支撑臂架包括与拧紧轴组件相对应的三条悬臂架,三条悬臂架远离拧紧轴组件的一端集成为一体形成支撑臂架的连接总成,支撑臂架的连接总成通过升降机构连接在定位底座上,升降机构带动支撑臂架及拧紧轴组件进行升降,支撑臂架的连接总成上设置自动分度回转机构,自动分度回转机构驱动支撑臂架定心旋转,控制三个拧紧轴组件的周向位置与螺栓对应。
8、进一步地,所述拧紧轴组件包括安装架、电机组、拧紧套筒和两个反力套筒,所述电机组固定在安装架上,电机组输出端连接拧紧套筒,两个所述反力套筒分别设置在拧紧套筒的两侧,所述直线导槽设置于安装架上,安装架与支撑臂架滑动连接,带动电机组、拧紧套筒和两个反力套筒同步移动。
9、进一步地,所述安装架中心设置有圆形的装配腔,装配腔内安装有上支座和下支座,所述安装架上设置连接孔,上支座和下支座上分别设置与连接孔装配的连接销轴,所述连接销轴通过连接组件与安装架固定;所述上支座和下支座上设置有对应的轴孔,所述电机组固定连接在上支座上,电机组的输出轴穿过轴孔连接拧紧套筒,两个所述反力套筒连接在下支座上;所述拧紧套筒与两个反力套筒弧形设置且弧度与内盖螺栓弧度相适配。
10、进一步地,所述安装架、上支座和下支座在同一侧分别形成有销套,销套内形成有销轴孔,安装架、上支座和下支座上的销轴孔相联通并装配有可插拔的插销;拧紧套筒作用于内盖拧紧时,拔出插销,安装架、上支座和下支座分离,反力套筒作用,拧紧套筒作用于外盖拧紧时,插入插销,安装架、上支座和下支座通过插销连接为一体,反力套筒不起作用。
11、进一步地,所述定位底座设置在内盖或外盖上方,定位底座上可伸缩的设置有定位块并通过内盖限位销或外盖限位销定位,定位块与定位底座通过螺栓连接并通过顶丝支撑。
12、进一步地,所述定位底座为矩形结构,定位底座的四角处分别悬空设置有一个支撑脚,支撑脚下方连接定位块,支撑脚上设置有用于固定定位块位置的内盖限位销孔和外盖限位销孔,所述定位块上也设置有与支撑脚对应的内盖限位销孔和外盖限位销孔,支撑脚的内盖限位销孔和定位块的内盖限位销孔通过内盖限位销定位,支撑脚的外盖限位销孔和定位块的外盖限位销孔通过外盖限位销定位,所述内盖限位销外表面和外盖限位销定位外表面形状不同,二者不能通用;所述定位块的端部设置有与内/外盖吊装孔相匹配的连接孔,定位块向内移动缩回,内盖限位销装配在支撑脚和定位块的内盖限位销孔内,定位块的连接孔与内盖吊装孔连接固定,定位块向外移动伸出,外盖限位销装配在支撑脚和定位块的外盖限位销孔内,定位块的连接孔与外盖吊装孔连接固定。
13、本发明的有益效果为:本发明的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构可以通过一套设备完成内盖和外盖的定位功能和螺栓拆卸功能,提高了自动装卸机的适应性,节约了成本,保证了内外盖螺栓拧紧精度,提高了生产效率。
技术特征:1.乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:包括用于连接运输容器螺栓的定位底座,所述定位底座上设置有用于拧螺栓的拧紧机构,所述拧紧机构包括拧紧轴组件、支撑臂架和变位机构,所述变位机构安装在支撑臂架上,支撑臂架上设置有直线导轨,所述拧紧轴组件上设置有与直线导轨相匹配的直线导槽,变位机构驱动拧紧轴组件,使拧紧轴组件随直线导槽沿直线导轨滑动。
2.根据权利要求1所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述变位机构包括两套丝杠支撑座、丝杠、丝母和手轮;两套所述丝杠支撑座固定在支撑臂架上,两套所述丝杠支撑座之间转动连接有丝杠,手轮连接丝杠并带动丝杠旋转,丝杠上螺纹连接有丝母,丝母与拧紧轴组件固定并带动拧紧轴组件沿直线导轨滑动。
3.根据权利要求1所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述支撑臂架上设置有显示拧紧轴组件位置的刻度标示,所述支撑臂架上还设置有外定位孔和内定位孔,外定位孔或内定位孔内设置有用于定位拧紧轴组件的定位销,所述外定位孔对应拧紧轴组件作用在外盖螺栓时的定位,所述内定位孔对应拧紧轴组件作用在内盖螺栓时的定位。
4.根据权利要求1所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述拧紧轴组件为三个,间隔120°分布,三个拧紧轴组件分布于一个等径的分度圆上,每个拧紧轴组件通过对应的变位机构沿直线导轨径向变距。
5.根据权利要求4所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述支撑臂架包括与拧紧轴组件相对应的三条悬臂架,三条悬臂架远离拧紧轴组件的一端集成为一体形成支撑臂架的连接总成,支撑臂架的连接总成通过升降机构连接在定位底座上,升降机构带动支撑臂架及拧紧轴组件进行升降。
6.根据权利要求1所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述拧紧轴组件包括安装架、电机组、拧紧套筒和两个反力套筒,所述电机组固定在安装架上,电机组输出端连接拧紧套筒,两个所述反力套筒分别设置在拧紧套筒的两侧,所述直线导槽设置于安装架上,安装架与支撑臂架滑动连接,带动电机组、拧紧套筒和两个反力套筒同步移动。
7.根据权利要求6所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述安装架中心设置有圆形的装配腔,装配腔内安装有上支座和下支座,所述安装架上设置连接孔,上支座和下支座上分别设置与连接孔装配的连接销轴,所述连接销轴通过连接组件与安装架固定;所述上支座和下支座上设置有对应的轴孔,所述电机组固定连接在上支座上,电机组的输出轴穿过轴孔连接拧紧套筒,两个所述反力套筒连接在下支座上。
8.根据权利要求7所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述安装架、上支座和下支座在同一侧分别形成有销套,销套内形成有销轴孔,安装架、上支座和下支座上的销轴孔相联通并装配有可插拔的插销;拧紧套筒作用于内盖拧紧时,拔出插销,安装架、上支座和下支座分离,反力套筒作用;拧紧套筒作用于外盖拧紧时,插入插销,安装架、上支座和下支座通过插销连接为一体,反力套筒不起作用。
9.根据权利要求1所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述定位底座设置在内盖或外盖上方,定位底座上可伸缩的设置有定位块并通过内盖限位销或外盖限位销定位,定位块与定位底座通过螺栓连接并通过顶丝支撑。
10.根据权利要求1或9所述的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,其特征在于:所述定位底座为矩形结构,定位底座的四角处分别悬空设置有一个支撑脚,支撑脚下方连接定位块,支撑脚上设置有用于固定定位块位置的内盖限位销孔和外盖限位销孔,所述定位块上也设置有与支撑脚对应的内盖限位销孔和外盖限位销孔,支撑脚的内盖限位销孔和定位块的内盖限位销孔通过内盖限位销定位,支撑脚的外盖限位销孔和定位块的外盖限位销孔通过外盖限位销定位,所述内盖限位销外表面和外盖限位销定位外表面形状不同,二者不能通用;所述定位块的端部设置有与内/外盖吊装孔相匹配的连接孔,定位块向内移动缩回,内盖限位销装配在支撑脚和定位块的内盖限位销孔内,定位块的连接孔与内盖吊装孔连接固定,定位块向外移动伸出,外盖限位销装配在支撑脚和定位块的外盖限位销孔内,定位块的连接孔与外盖吊装孔连接固定。
技术总结本发明涉及乏燃料运输容器螺栓自动装卸机领域,更具体的说,是涉及一种乏燃料运输容器螺栓自动装卸机的内外盖兼容机构,包括用于连接运输容器螺栓的定位底座,所述定位底座上设置有用于拧螺栓的拧紧机构,所述拧紧机构包括拧紧轴组件、支撑臂架和变位机构,所述变位机构安装在支撑臂架上,支撑臂架上设置有直线导轨,所述拧紧轴组件上设置有与直线导轨相匹配的直线导槽,变位机构驱动拧紧轴组件,使拧紧轴组件随直线导槽沿直线导轨滑动。本发明的乏燃料运输容器螺栓自动装卸机的内外盖兼容机构可以通过一套设备完成内盖和外盖的定位功能和螺栓拆卸功能,提高了自动装卸机的适应性,节约了成本,保证了内外盖螺栓拧紧精度,提高了生产效率。技术研发人员:齐兆军,黄跃进,黄永谦,马定,景顺平,林选明,廖琳受保护的技术使用者:大连德新机电技术工程有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13062.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表