一种燃气锅炉生产用焊接设备的制作方法
- 国知局
- 2024-06-20 16:31:08
本发明涉及锅炉焊接,具体为一种燃气锅炉生产用焊接设备。
背景技术:
1、燃气锅炉包括燃气开水锅炉、燃气热水锅炉、燃气蒸汽锅炉等,其中燃气热水锅炉也称燃气采暖锅炉和燃气洗浴锅炉,燃气锅炉顾名思义指的是燃料为燃气的锅炉,燃气锅炉按照燃料可以分为天然气锅炉、城市煤气锅炉、焦炉煤气锅炉、液化石油气锅炉和沼气锅炉等;按照功能可以分为ks-q燃气开水锅炉、clhs/cwns燃气热水锅炉(包括燃气采暖锅炉和燃气洗浴锅炉)、lhs/wns燃气蒸汽锅炉等;按照构造可以分为立式燃气锅炉、卧式燃气锅炉;按照烟气流程可以分为单回程燃气锅炉和三回程燃气锅炉,锅炉在组装过程中将导热室拼接焊接安装,焊接过程中要避免导热室内壁加工毛刺过多,导致焊接产生气隙或焊缝过大导致导热室气密性差的问题。
2、现有技术中,公开号“cn209886933u”中公开了的一种燃气锅炉内壁焊接装置,包括箱壳、接线管和焊枪,所述箱壳下端四角处设置有轮座,所述轮座下端设置有万向轮,所述万向轮一侧设置有轮锁,所述箱壳两侧壁上设置有散热风扇,所述箱壳上端中部设置有提拉杆,所述箱壳内设置有变压器,所述变压器一侧设置有整流器。有益效果在于:本实用新型通过设置支撑滑板,可使焊枪与锅炉内壁更好地贴合,从而使焊枪能够更好的沿着所需要焊接的焊缝移动,增加装置使用的便捷性,通过设置探伤仪和探伤头,可使装置能够检测焊缝的焊接质量,使工作人员能够根据检测结果调整操作方式,从而更好的完成焊接工作。
3、但现有技术仍存在较大不足,如:
4、上述装置以及现有技术中,在将导热室组装焊接时,无法针对焊接位置进行环状打磨,导致导热室内壁上多余毛刺过多,影响焊接效果,若通过设置打磨结构可以去除导热室内壁上的毛刺,但打磨过程中会产生毛刺碎屑,毛刺碎屑会大量附着在导热室内壁上,尤其堆积在导热室内壁底部区域,导致该区域焊接容易产生气隙和焊缝过多问题。
技术实现思路
1、本发明的目的在于提供一种燃气锅炉生产用焊接设备,以解决上述背景技术中提出的问题。
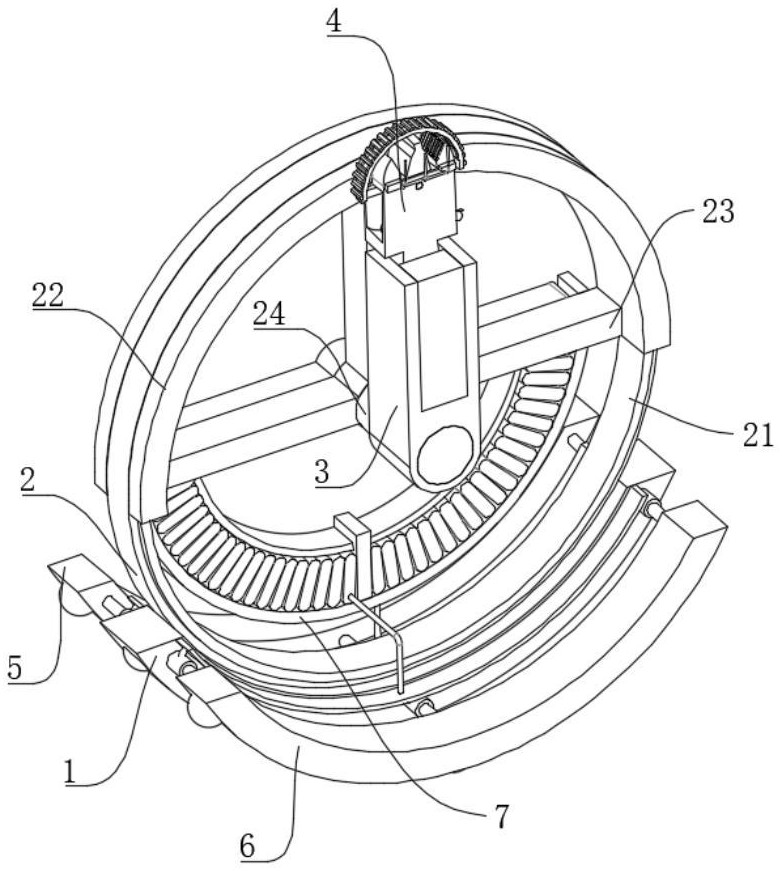
2、为实现上述目的,本发明提供如下技术方案:一种燃气锅炉生产用焊接设备,包括弧形基座、环状基环、活动臂和活动块,所述环状基环安装在所述弧形基座顶部 表面,所述环状基环内壁安装有环状导轨,所述环状导轨移动端上安装有环状移动块,所述活动臂设置于所述环状移动块一侧,所述活动块设置于所述活动臂顶端,所述活动块端部中心区域安装有焊接枪头,所述活动块内部设置有安装槽,所述活动臂端部设置有收纳槽,所述收纳槽中安装有移动导轨,所述活动块安装于所述移动导轨移动端上;
3、锅炉内圈磨毛单元,所述锅炉内圈磨毛单元设置于所述焊接枪头外表面,用于在焊接前对锅炉内壁焊接位置进行表面除杂和磨毛,用于提高助焊剂与助焊材料附着能力;
4、锅炉内壁碎屑清除单元,所述锅炉内壁碎屑清除单元设置于所述活动块一侧,用于在锅炉内壁磨毛碎屑清除后,对残留于其上的金属碎屑进行清除,减少由于磨毛产生的大量金属碎屑附着,提高锅炉内胆与锅炉内壁焊接固定效果。
5、优选的,所述锅炉内圈磨毛单元包括环状打磨壳,所述环状打磨壳表面设置有收集槽,所述收集槽表面安装有打磨块,所述打磨块表面设置有磨毛花纹,所述打磨块环状安装为若干组,所述安装槽内部转动安装有转轴,所述转轴表面固定套设有传动臂,所述传动臂一端与所述环状打磨壳内圈固定,所述转轴表面还套设有驱动臂,所述驱动臂一端安装有第一固定座,所述转轴一端套设有扭力弹簧,所述扭力弹簧两端分别与所述收集槽内壁一侧和所述传动臂一侧固定,所述活动块外部一侧安装有电机固定架,所述电机固定架上安装有电动收卷辊,所述电动收卷辊上套设有联动钢缆,所述联动钢缆一端与所述第一固定座一侧固定。
6、优选的,所述锅炉内壁碎屑清除单元包括吸气盒,所述吸气盒对称安装于所述活动块顶部两侧,所述吸气盒内设置有吸气腔,所述吸气腔内底部安装有导流斜板,所述吸气腔内安装有电磁加热棒,所述电磁加热棒间隔设置为若干组,所述吸气腔外部安装有进气格栅,所述进气格栅表面设置有进气槽,所述吸气盒一侧设置有排气槽,所述排气槽外部安装有过滤盒,两组所述过滤盒之间连通有喷气单元,所述喷气单元表面间隔安装有喷气导管,所述环状打磨壳内壁安装有储气盒,所述储气盒对称设置为两组,两组所述储气盒之间通过导气管连通,其中所述导气管通过导管架安装于所述环状打磨壳内壁,一个所述吸气盒一侧连通有供气软管,所述供气软管与一个所述吸气盒连通。
7、优选的,所述安装槽内底部设置为内凹弧形。
8、优选的,所述环状基环内壁安装有固定卡板,所述固定卡板中心区域安装有电动转轴,所述电动转轴一侧的转动端与所述活动臂一侧固定,所述电动转轴另一侧的转动端上安装有条状压板,所述条状压板底部安装有弧形限位板。
9、优选的,所述固定卡板一侧安装有弧形放置板,所述弧形放置板中心区域安装有分区板,所述分区板表面设置有通槽,所述弧形限位板滑动穿过所述通槽内部,所述分区板两侧设置有第一伸缩气囊和第二伸缩气囊。
10、优选的,所述弧形基座一侧安装有第一供气盒,所述弧形基座另一侧安装有第二供气盒,所述第一伸缩气囊一侧连通有第一供气管,所述第二伸缩气囊一侧连通有第二供气管,所述第一供气管与所述第一供气盒连通,所述第二供气管与所述第二供气盒连通。
11、优选的,所述第一供气盒一侧连通安装有第一气动伸缩杆,所述第一气动伸缩杆安装于所述弧形基座一侧,所述第一气动伸缩杆输出端上安装有第一弧形支撑块,所述弧形基座底部内嵌设置有吸附单元。
12、优选的,所述第二供气盒一侧连通安装有第二气动伸缩杆,所述第二气动伸缩杆安装于所述弧形基座一侧,所述第二气动伸缩杆输出端上安装有第二弧形支撑块。
13、优选的,所述第二弧形支撑块和所述第一弧形支撑块底部还滚动镶嵌有支撑滚珠,所述弧形基座底部滚动镶嵌有移动滚珠。
14、与现有技术相比,本发明的有益效果是:
15、1.弧形基座通过设置的移动滚珠可以顺利的在导热室腔体内壁进行往复移动,移动过程中弧形基座两侧的第一弧形支撑块和第二弧形支撑块会在弧形基座移动过程中,为弧形基座两侧提供支撑,当弧形基座移动到焊接位置后,操作人员可以通过设置的吸附单元,将弧形基座磁吸固定在导热室腔体内壁上,随后启动移动导轨使得活动块从收纳槽中移出,活动块会推着环状打磨壳靠近导热室腔体内壁直至打磨块贴合在其上,随后启动电动转轴进行间歇的正反转转动,当电动转轴转动端正反转时会带动打磨块对打磨部位进行循环打磨,使得焊接位置磨毛,从而提高打磨区域的助焊剂附着效果,以提升导热室焊接组装效果;
16、2.打磨过程中,打磨块持续与导热室腔体内壁接触并对其进行磨毛,磨毛产生的一部分碎屑会落入环状打磨壳表面的收集槽内,环状打磨壳在进行循环摆动时,收集槽中的金属碎屑会沿着收集槽内壁落入收集槽深处,一部分碎屑会从环状打磨壳外散落,活动块顶端两侧的吸气盒会对散落的碎屑进行吸附,碎屑会经过进气格栅进入吸气腔,落入吸气腔内底部的碎屑会在导流斜板的引导下向过滤盒流入,从而使得散落的碎屑被进一步吸附,进一步提高碎屑收集效果;
17、3.吸气腔中的电磁加热棒会对进入的气体进行加热,气体经由过滤盒向喷气单元中注入,喷气单元通过导气管,朝向导热室腔体内壁打磨区域进行喷射,喷射而出的热量气体会对打磨区域附着的金属碎屑吹落,同时热量气体会对喷射区域进行热传导加热,导热室腔体内壁受预热后,会进一步提高助焊剂以及助焊料的附着能力,从而进一步提高导热室焊接组装效果;
18、4.打磨过程中,条状压板会在电动转轴转动端的带动下跟随转动,在条状压板顺向转动时,条状压板会在转动过程中挤压第一伸缩气囊收缩并向外排出气体,第一伸缩气囊中的气体会通过第一供气管注入第一供气盒,第一供气盒将气体注入第一气动伸缩杆内,使得第一气动伸缩杆输出端向外展开,第一气动伸缩杆输出端会推着第一弧形支撑块向外展开,提高导热室腔体内壁顺向打磨过程中的稳定性,在条状压板逆向转动时,条状压板会在转动过程中挤压第二伸缩气囊收缩并向外排出气体,第二伸缩气囊中的气体会通过第二供气管注入第二供气盒,第二供气盒将气体注入第二气动伸缩杆内,使得第二气动伸缩杆输出端向外展开,第二气动伸缩杆输出端会推着第二弧形支撑块向外展开,提高导热室腔体内壁逆向打磨过程中的稳定性,同时提高焊接过程中装置稳定效果,进一步提高焊接效果。
本文地址:https://www.jishuxx.com/zhuanli/20240618/13674.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
棒材加工机的制作方法
下一篇
返回列表