一种中空六棱柱石墨基弥散包覆颗粒燃料生坯模具的制作方法
- 国知局
- 2024-06-20 16:46:50
本发明涉及燃料芯块制备,特别是涉及一种中空六棱柱石墨基弥散包覆颗粒燃料生坯模具。
背景技术:
1、中空六棱柱石墨基弥散包覆颗粒燃料芯块是将triso燃料颗粒弥散于石墨基体形成的颗粒增强复合燃料,具有良好的结构稳定性,裂变产物包容能力和辐照稳定性,是高温气冷堆中较具有发展前景的燃料形式之一。
技术实现思路
1、本发明的目的在于,提供一种中空六棱柱石墨基弥散包覆颗粒燃料生坯模具,以制备得到包覆颗粒弥散燃料生坯,用于后续中空六棱柱石墨基弥散包覆颗粒燃料芯块。
2、为了实现上述目的,本发明提供如下技术方案:
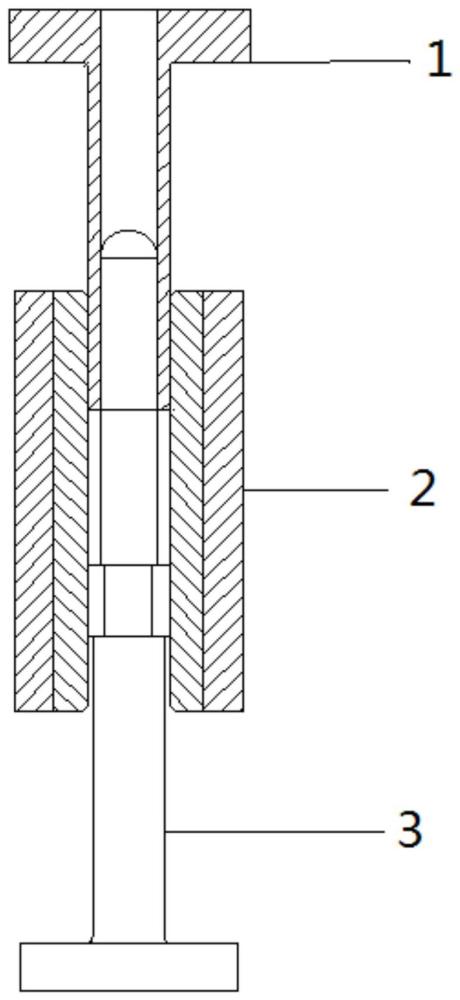
3、一种中空六棱柱石墨基弥散包覆颗粒燃料生坯模具,包括阴模、上冲头和下冲头;所述阴模为中空结构,所述六棱柱石墨基弥散包覆颗粒燃料生坯侧面间隙配合在阴模内部;所述上冲头为t型中空结构,包括一体成型竖直连接的第一横杆和第一竖杆,所述第一竖杆侧面间隙配合在阴模内部;所述下冲头为t型阶梯结构,包括竖直连接的第二横杆和两段式竖杆,所述两段式竖杆包括依次同轴连接的第二竖杆和第三竖杆,所述第二竖杆与第二横杆竖直连接,所述第二竖杆和第三竖杆通过连接器同轴连接,所述第三竖杆端部安装环状凸块;所述连接器侧面间隙配合在阴模内部,所述第二竖杆直径大于第三竖杆直径小于阴模内直径,所述于第三竖杆侧面间隙配合在上冲头内部。
4、本发明还提供一种中空六棱柱石墨基弥散包覆颗粒燃料生坯的制备方法,包括如下步骤:将triso颗粒与石墨粉末混合均匀,通过上述中空六棱柱石墨基弥散包覆颗粒燃料生坯模具压制成型,得到中空六棱柱石墨基弥散包覆颗粒燃料生坯。
5、进一步地,所述中空六棱柱石墨基弥散包覆颗粒燃料生坯的制备方法,具体包括如下步骤:
6、步骤1、将石墨粉末均匀粘结石墨粉末,形成石墨基弥散包覆颗粒燃料;
7、步骤2、在中空六棱柱石墨基弥散包覆颗粒燃料生坯模具内壁涂覆润滑剂,然后将下冲头的两段式竖杆从下插入阴模内部,将石墨基弥散包覆颗粒燃料放在阴模内部,上冲头的第一竖杆从上插入阴模内部,分别对上冲头和下冲头施加压力,将阴模内部的石墨基弥散包覆颗粒燃料压制成型,得到中空六棱柱石墨基弥散包覆颗粒燃料生坯。
8、进一步地,步骤1,具体包括如下步骤:在triso颗粒表面涂覆一层粘结剂;在triso颗粒表面均匀粘结石墨粉末,得到石墨基弥散包覆颗粒燃料。
9、作为优选地,通过穿衣机以10-60r/min转速向triso颗粒表面均匀喷涂石墨粉末,得到石墨基弥散包覆颗粒燃料;石墨粉末与粘结剂的质量比为10:1-50:1。
10、作为优选地,所述粘结剂由丙三醇和无水乙醇组成,其中,丙三醇质量为10-13%,其余为无水乙醇。
11、进一步地,步骤2中,所述润滑剂由硬脂酸锌和四氯化碳按照质量比1:2-1:4组成。
12、进一步地,步骤2中,上冲头和下冲头施加的压力均为10kn,升压速率为2.0-4.0kn/s,保压时间8-10s。
13、本发明的有益技术效果:
14、本发明的中空六棱柱石墨基弥散包覆颗粒燃料生坯模具,制备得到的中空六棱柱石墨基弥散包覆颗粒燃料生坯表面外观良好,无裂纹,可用于后续芯块制备。
技术特征:1.一种中空六棱柱石墨基弥散包覆颗粒燃料生坯模具,其特征在于,包括阴模(2)、上冲头(1)和下冲头(3);所述阴模(2)为中空结构,所述六棱柱石墨基弥散包覆颗粒燃料生坯侧面间隙配合在阴模(2)内部;所述上冲头(1)为t型中空结构,包括一体成型竖直连接的第一横杆和第一竖杆,所述第一竖杆侧面间隙配合在阴模(2)内部;所述下冲头(3)为t型阶梯结构,包括竖直连接的第二横杆和两段式竖杆,所述两段式竖杆包括依次同轴连接的第二竖杆和第三竖杆,所述第二竖杆与第二横杆竖直连接,所述第二竖杆和第三竖杆通过连接器同轴连接,所述第三竖杆端部安装环状凸块;所述连接器侧面间隙配合在阴模(2)内部,所述第二竖杆直径大于第三竖杆直径小于阴模(2)内直径,所述于第三竖杆侧面间隙配合在上冲头(1)内部。
2.一种中空六棱柱石墨基弥散包覆颗粒燃料生坯的制备方法,其特征在于,包括如下步骤:将triso颗粒与石墨粉末混合均匀,通过权利要求1所述的中空六棱柱石墨基弥散包覆颗粒燃料生坯模具压制成型,得到中空六棱柱石墨基弥散包覆颗粒燃料生坯。
3.根据权利要求2所述的制备方法,其特征在于,具体包括如下步骤:
4.根据权利要求3所述的制备方法,其特征在于,步骤1,具体包括如下步骤:在triso颗粒表面涂覆一层粘结剂;在triso颗粒表面均匀粘结石墨粉末,得到石墨基弥散包覆颗粒燃料。
5.根据权利要求4所述的制备方法,其特征在于,通过穿衣机以10-60r/min转速向triso颗粒表面均匀喷涂石墨粉末,得到石墨基弥散包覆颗粒燃料;石墨粉末与粘结剂的质量比为10:1-50:1。
6.根据权利要求4所述的制备方法,其特征在于,所述粘结剂由丙三醇和无水乙醇组成,其中,丙三醇质量为10-13%,其余为无水乙醇。
7.根据权利要求2所述的制备方法,其特征在于,步骤2中,所述润滑剂由硬脂酸锌和四氯化碳按照质量比1:2-1:4组成。
8.根据权利要求2所述的制备方法,其特征在于,步骤2中,上冲头(1)和下冲头(3)施加的压力均为10kn,升压速率为2.0-4.0kn/s,保压时间8-10s。
技术总结本发明具体涉及一种中空六棱柱石墨基弥散包覆颗粒燃料生坯模具,包括阴模、上冲头和下冲头;所述阴模为中空结构,所述六棱柱石墨基弥散包覆颗粒燃料生坯侧面间隙配合在阴模内部;所述上冲头为T型中空结构,包括一体成型竖直连接的第一横杆和第一竖杆,所述第一竖杆从上插入阴模内部;所述下冲头为T型阶梯结构,包括竖直连接的第二横杆和两段式竖杆,所述两段式竖杆从下插入阴模内部,将阴模内部的石墨基弥散包覆颗粒燃料压制成型,得到中空六棱柱石墨基弥散包覆颗粒燃料生坯。本发明的中空六棱柱石墨基弥散包覆颗粒燃料生坯模具,制备得到的中空六棱柱石墨基弥散包覆颗粒燃料生坯表面外观良好,无裂纹,可用于后续芯块制备。技术研发人员:李宗书,刘颜硕,郝若彤,王纪钧,孙婷玉,牟雪婷受保护的技术使用者:中核北方核燃料元件有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14251.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种多工位模具的制作方法
下一篇
返回列表