焊接热交换器管板管接头的带具有柔韧叶片的旋转接头的轨道焊头的制作方法
- 国知局
- 2024-06-20 16:46:38
本发明针对机械工程工业领域。更详细地,本发明涉及一种用于将管焊接到热交换器的管板的轨道焊头。轨道焊接的一个非常重要的应用领域是内部设置有穿孔管板的热交换器,管束必须被焊接到所述管板上,当需要最大限度的耐腐蚀性时,所述管束可以由碳钢、不锈钢、镍合金、钛等材料制成。在轨道焊接过程中,焊头在连续的过程中围绕管机械地旋转360°及以上。管板轨道焊接几乎总是使用tig(钨极惰性气体)技术进行,该技术使用非消耗性钨电极,必要时不使用或使用填充金属丝。根据操作条件,所使用的单相电流可高达200300a的值。
背景技术:
1、自动型管tig轨道焊接系统的主要部件是:带编程控制的发电机、轨道焊头、冷却系统、用于屏蔽焊缝的惰性气体供应线路,以及需要时的填充金属丝送料器。
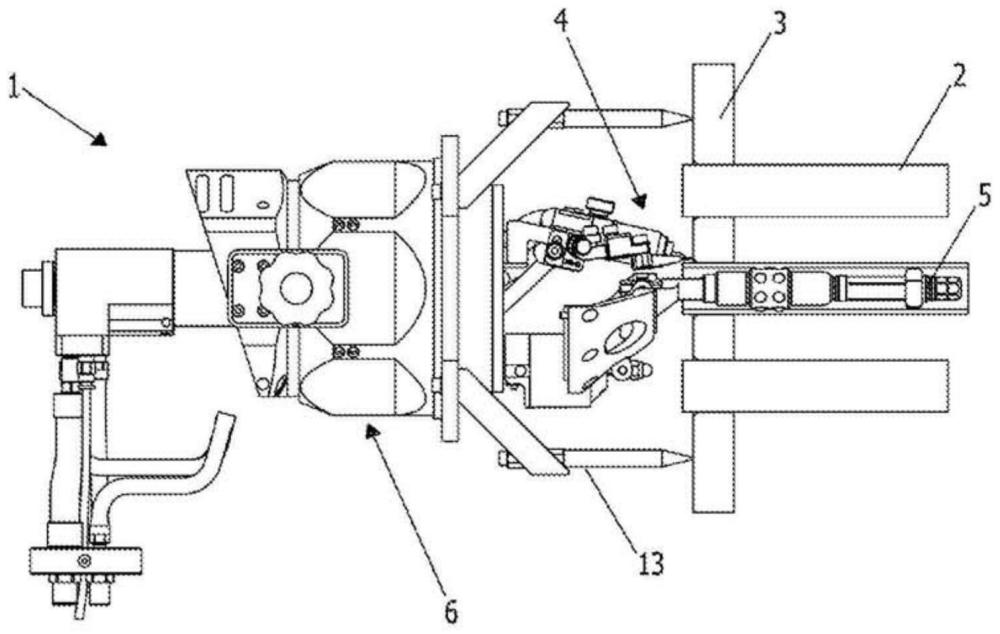
2、轨道焊头主要包括:电极保持器焊接喷灯、用于所述喷灯抵靠管板的停止系统、用于屏蔽焊缝熔池的加压技术气体供应线路、焊接直流电流供应线路。
3、传统的轨道焊头的其他可能部件是集成的金属丝驱动系统,该系统与电极保持器焊接喷灯一起旋转,用于喷灯的冷却剂供应线路,以及在手动轨道焊头的情况下,用于将所述焊接喷灯阻挡在所述管中的一个管处的膨胀定心工具。
4、电极保持器焊接喷灯和可能的集成金属丝驱动系统通常安装在旋转接头上。
5、旋转接头具有在无限旋转中传输焊接电流、电极保持器喷灯的冷却剂、在供应和返回中用于惰性气体的两条连通线路以屏蔽焊缝熔池以及填充金属丝引导护套的连续旋转中的通道的功能。
6、根据现有技术,所述旋转接头包括:
7、中空的固定的分配器主体,配有用于输送用于焊接的冷却剂、技术气体和焊接电流供应线路的独立通道;
8、旋转轴;
9、衬套,包括适于与所述固定的分配器主体的相应内螺纹配合的外螺纹,适于装配在所述旋转轴上,并且在内部设置有弹性装置,该弹性装置适于在接头组装之后确保所述固定的分配器本体与所述旋转轴线之间的接触。
10、为了确保通过所述弹性装置的所述接触,通常使用具有柔韧的叶片的弹性栅格,该弹性栅格插入在所述衬套和所述旋转轴之间,适于确保它们之间的接触以及将焊接电流从所述固定的分配器主体传输到所述轴。
11、在通常用于非旋转接触但目前也用于焊头的传统类型的衬套中,所述弹性栅格包括多个柔韧的叶片,这些叶片在其端部通过两个环相互连接。
12、不利的是,所述柔韧的叶片在连接它们的两个环之间的形状呈拱形,从而使所述旋转轴穿过的孔变窄。
13、在为了旋转轴插入衬套而弹性变形之后,叶片仅在其表面的有限部分,基本上是更拱形的中心部分,确保部件之间的物理接触,而在连接到环的端部附近不能保证接触。
14、事实上,衬套弹性栅格对并不是为了在旋转轴上传输电流而设计和生产的,而是仅用于非旋转的单相联轴器。
15、事实上,应用于轨道焊头是一种用途,虽然可以达到目的,但也有局限性和缺点。
16、叶片的拱形形状在轴旋转反转的情况下会产生问题,这种情况发生在管到管板的轨道焊接的每个焊接周期中。
17、此外,确保电流通过的叶片的滑动部分是密度大但也非常薄(约0.200.25毫米),因此对机械应力也不坚固。
18、遇到的主要问题是行为的可靠性和一致性差:一些例子表明,即使只是在短时间使用后,情况也会恶化到必须暂停焊接操作来更换零件,甚至更换整个旋转接头,因为它也完全无法使用。
19、即使最小的叶片退化也无法再确保固定的分配器主体和旋转轴之间的持续接触,并导致不良现象,例如电击和微雷击。
20、在接触叶片出现故障和退化的最初迹象时,在焊接电弧的冲击过程中,其发生的时间很短,但达到高电压,甚至10000伏,会发生微冲击,在衬套滑动区域的旋转轴上形成凹坑和材料沉积物。
21、由于磁吸引,旋转轴的退化材料沉积在弹性栅格上,使得接触面不再光滑和均匀,为衬套电网导体系统的进一步和更快的退化铺平了道路。
技术实现思路
1、本发明提出通过限定用于将管焊接到热交换器的管板的轨道焊头来克服这些限制,所述轨道焊头确保精确焊接、高效、安全并且易于维护且成本低廉。
2、本发明的一个特定目的是生产一种轨道焊头,该焊头允许焊接电流以无限旋转的方式传输到电极保持器喷灯,从而克服上述缺点。
3、这些目的是通过一种用于将管焊接到热交换器的管板上的轨道焊头来实现的,该轨道焊头包括可操作地相互连接的:
4、电极保持器焊接喷灯;
5、用于焊接电流和技术气体的供应线路;
6、旋转接头,该旋转接头包括中空的固定的分配器主体、衬套以及多个柔韧的叶片,所述衬套包括适于与所述固定的分配器主体的相应内螺纹配合的外螺纹并适于装配在旋转轴上,所述多个柔韧的叶片适于弹性变形以确保焊接电流从所述固定的分配器主体到所述旋转轴的接触和传输,其特征在于,所述柔韧的叶片各自包括第一端和第二端,其中每个第一端从所述衬套轴向伸出并且每个第二端是自由的,以便相对于所述衬套是悬臂式的以弹性地夹持所述旋转轴。
7、根据本发明的第一方面,所述衬套包括截头圆锥形冠部,该截头圆锥形冠部包括所述柔韧的叶片。
8、特别地,所述截头圆锥形冠部包括彼此相对的角度为α的外锥度和角度为β的内锥度。
9、有利地,所述角度α大于所述角度β。
10、优选地,所述截头圆锥形冠部的内表面是磨削过的。
11、根据一个可能的实施例,所述截头圆锥形冠部的最小内径小于所述衬套的最小内径。
12、此外,所述柔韧的叶片包括从所述第一端到所述第二端递减的可变厚度。
13、在一个优选的变体中,所述柔韧的叶片的数量为十六个。
14、根据本发明的另一个方面,所述柔韧的叶片的每个第二端的边缘是圆的。
15、优选地,所述衬套包括青铜铝合金。
16、本发明具有下面描述的许多优点。
17、本发明的主要优点在于在固定的分配器主体和位于其内部的旋转轴之间实现连续且均匀的接触,焊接电流的供应线联接在固定的分配主体中,旋转轴必须依次将焊接电流传输到焊头的各个部件。
18、与现有技术不同,在现有技术中,衬套需要进一步的弹性装置来促进分配器主体和轴之间的物理接触,即弹性栅格,而在本发明的解决方案中,衬套本身执行此任务,该衬套是一体的并且被适当地成形。
19、从其伸出并限定截头圆锥形冠部的柔韧的叶片沿着旋转轴的整个表面均匀地夹持旋转轴,确保在焊头的整个操作过程中,旋转轴和分配器主体之间通过衬套连续且明确地滑动。
20、所述冠部的截头圆锥形形状以及形成它的柔韧的叶片的变薄,在它们的第二自由端更薄,确保这些叶片在旋转轴的接触表面上的均匀压力。
21、当旋转轴联接在衬套中时,冠部的内锥度确保了弹性叶片在弹性变形后相对于旋转轴表面的完美平行,从而确保了扩展的和完全的接触表面,这与现有技术的情况不同,在现有技术的情况下,接触仅在叶片的拱形中心部分得到保证。
22、此外,由于截头圆锥形冠部的内表面的磨削,因此该内表面是非常平坦的,从而获得了衬套和旋转轴之间更好的附着以及更好的电流通过。
23、总体而言,与传统解决方案相比,电流传输表面大大增加,并且这确保了叶片在旋转轴上的较低单位压力,以这种方式有利地降低了接触表面随时间推移的磨损程度。
24、叶片和旋转轴之间更大的接触表面减少了每个表面单元传输的电流量,从而允许高达800a的非常高的安培电流通过。
25、叶片的第二自由端的边缘的变圆消除了可能损害或损坏旋转轴滑动表面的任何毛刺或加工缺陷。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14244.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。