一种轮毂轴承的自动化生产线的制作方法
- 国知局
- 2024-06-20 17:01:04
本发明涉及轮毂轴承加工,具体涉及一种轮毂轴承的自动化生产线。
背景技术:
1、随着科学技术的进步,轴承已经有第三代轴承,也即轮毂轴承,第三代轮毂轴承的内圈或外圈均包括轴段和法兰段,通过轴段实现内外圈的配合使用,通过法兰段实现与其他零件,如轮辋、刹车盘、转向节等的连接。
2、目前针对第三代轮毂轴承零件的机加工(也即轮毂轴承内圈机加工/轮毂轴承外圈机加工)有采用生产线的方式实现轮毂轴承零件的加工,具体为根据轮毂轴承加工所需要的工序设置需要数量的机加工设备,将机加工设备按照工序依次排列,然后对每台机加工设备或者每种工序的机加工设备配备对应取件机械手,取件机械手将本工序加工完成的工件叠放到暂存台或者送往下一工序的机加工设备中。
3、但是在该生产线中,轮毂轴承坯件是堆叠在上料台上,由取件机械手将被加工零件从上料台取下送往加工设备(如数控车床或加工中心)进行机加工。
4、然而目前这种方式,因待加工零件堆叠在上料台上,堆叠的工件一方面存在堆叠过高安全性不足的问题,另一方面,堆叠的工件位置也很难保证机械手取件位置的准确性。
5、现有技术中虽然有具有传送功能的上料台,使得零件能够被输送到取件位置,但是目前的这种上料台一般包括输送线和位于输送线输出端的机械阻挡结构,如在输送线的输出端设置挡板,或者在输送线输出端的侧边安装到位传感器(如对射式或反射式光电传感器),到位传感器检测到工件后,控制输送线停止输送,以避免工件掉落,同时方便机械手每次都是取用位于输送线的输出端的工件。但是因为输送线宽度大于工件宽度,而每次工件放置在输送线上的位置存在一定的偏差,仅依靠到位传感器无法精确待用工件位置,从而容易出现机械手无法准确取件的问题。
技术实现思路
1、本发明意在提供一种轮毂轴承的自动化生产线,以解决现有的轮毂轴承零件在加机加工取件时存在工件位置不精确而带来的机械手容易出现无法准确取件的问题。
2、为达到上述目的,本发明采用如下技术方案:
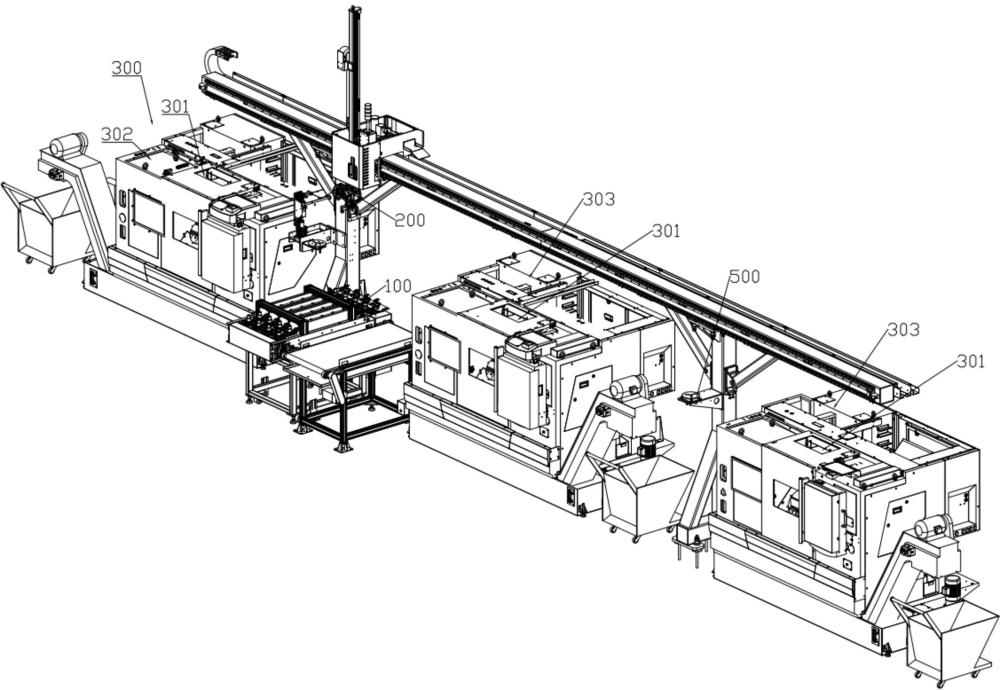
3、一种轮毂轴承的自动化生产线,包括上料台、取件机械手和机加工设备,上料台包括输送线和位于输送线输出端的到位检测组件,到位检测组件包括定位板和到位感应器,定位板上带有导向口,工件移动到导向口内后,到位感应器能够被触发,取件机械手对位于导向口内的工件进行取件;还包括换向机构,换向机构用于对工件进行方向变化,机加工设备的数量大于1,取件机械手用于将上料台或者换向机构上的工件放入到机加工设备中。
4、本方案的原理及优点是:采用本方案时,上料台通过输送线将需要加工的工件源源不断送往输出端,并被输出端的到位检测组件所阻挡,且在阻挡过程中,工件在输送线的传送下准确移动至导向口内并被到位感应器所感应到;方便取件机械手仅对到位感应器感应到位的导向口内的工件进行取件,从而确保取件机械手取件位置的准确性,既避免常规上料台上工件堆叠位置不准确的问题,也避免了工件在输送线输出端的位置偏差问题而带来的取件机械手取件不准确的问题。
5、此外,本方案定位板在输送线输出端的设置,也能对被输送的工件进行阻拦,避免工件从输送线的输出端掉落。
6、除此之外,本发明设置换向机构,使得轮毂轴承在法兰段夹持或轴段夹持需要进行切换时,先利用换向机构实现工件的换向,然后再利用取件机械手完成对工件的取件,从而方便在两个及以上的机加工设备上转移工件时采用一个取件机械手就能完成,从而降低生产线的采购成本。
7、优选的,作为一种改进,所述到位感应器包括触发杆、第一弹性件和感应开关,感应开关固定安装,触发杆滑动连接在定位板或者是设有机架上,触发杆的滑动方向与输送线的输送方向平行,触发杆与定位板/机架之间设置着第一弹性件,触发杆能够触发感应开关。
8、有益效果:采用本方案时,当工件移入到导向口的过程中,工件抵推触发杆,使得触发杆克服第一弹性件的弹力而被推动,推动的触发杆能够触发感应开关,感应开关被触发,说明工件已经到达取件位置。
9、优选的,作为一种改进,所述导向口的数量有多个,每个导向口均对应有一个到位感应器。
10、有益效果:本方案使得一个上料台上可以有多个位置准确的待取工件。
11、优选的,作为一种改进,所述上料台上还安装有用于检测靠近输送线输出端第n个/排是否存在工件的补料感应器,补料感应器用于在第n个/排未检测到工件时,控制输送线启动,其中最靠近导向口的工件称为第1个/排工件。
12、有益效果:本方案通过设置补料感应器,使得在大于1的第n个/排工件出现缺料时,控制输送线启动,从而避免因输送线输出端的长时间缺料影响生产效率的问题。
13、优选的,作为一种改进,所述取件机械手包括空间移动器和组合机械爪,空间移动器用于带动组合机械爪从上料台的取件位置移动到机加工设备中,组合机械爪包括旋转驱动器、上料爪和卸料爪,上料爪和卸料爪均安装在旋转驱动器上,旋转驱动器用于带动上料爪或下料爪转动到工作位。
14、有益效果:采用本方案时,通过在同一个取件机械手上既设置上料用的机械爪又设置取件用的机械爪,使得卸料爪在将机加工设备加工完成的工件取出后,能够仅仅旋转取件机械手上的旋转驱动器,使得夹持有待加工件的上料爪对准机加工设备的卡盘,方便在机加工设备卸料完成后进行快速地上料,提高机加工设备的利用率,从而提高生产效率。
15、优选的,作为一种改进,所述上料爪和卸料爪均包括多个能够互相靠近或远离且位于同一圆周上的夹爪,每个夹爪上均设有夹指,夹指包括近夹指和远夹指,近夹指与圆周中心的距离小于远夹指与圆周中心的距离。
16、有益效果:在现有技术的轮毂轴承生产中,往往是根据工序来设定取件机械手,比如第一工序机械手、第二工序机械手和第三工序机械手,第一工序机械手用于将毛坯件送往第一工序的机加工设备中,第二工序机械手用于将完成第一工序的零件送往第二工序的机加工设备中,第三工序机械手用于将第二工序加工完成的零件送往第三工序的机加工设备,致使轮毂轴承生产时所需要的机械手数量多,增加了生产线的设备采购成本和维护成本。
17、采用本方案时,将上料爪和卸料爪均设置成既带有近夹指又带有远夹指的构造,使得上料爪和卸料爪均能够用于轮毂轴承的轴段夹持或法兰段夹持。具体为,针对上料爪或者卸料爪,通过中心线投影方向存在间距的近夹指和远夹指的结构设置,使得在需要对轴段进行夹持时,就利用夹爪上的多个近夹指夹持住轮毂轴承的轴段;而需要对轮毂轴承的法兰段外周进行夹持时,就利用距离更远的多个远夹指对轮毂轴承的法兰段进行夹持。因近夹指和远夹指距离圆周中心的距离不同,故而可以确保无论是夹持工件的法兰段还是轴段,都能在夹爪移动行程短的基础上实现,从而确保夹持的效率;此外,无论是上料爪还是卸料爪均既能够用于法兰段夹持又用于轴段夹持,实现了在轮毂轴承内圈不同工序加工时,均可采用同样的组合机械爪,相比现有技术,实现了机械爪的通用化,有助于降低机械爪的管理成本并提高机械爪的实用性。
18、此外,因本方案一个组合机械爪就能用于轮毂轴承不同加工工序,从而有助于在相邻两个或多个工序中采用同一个组合机械爪进行上料,极大降低设备成本。
19、优选的,作为一种改进,所述上料爪的夹爪上还安装有带弹性的顶针,顶针的端部位于远夹指与近夹指之间,顶针用于抵推工件的法兰面。
20、有益效果:本方案可以在一定程度上补偿轮毂轴承的表面尺寸误差,保证能够将工件稳定地推入到机加工设备的卡盘中,同时还能避免在上料过程中,工件在插入机加工设备卡盘上的过程中存在的硬性挤压,有助于降低工件上料过程的工件损坏率。
21、优选的,作为一种改进,所述上料爪还包括带弹性的推动架,近夹指位于推动架及远夹指之间,推动架用于抵推工件的轴端面。
22、有益效果:本方案的推动架用于与轮毂轴承的轴段端面相抵,具体使用时,上料爪以夹持轴段的方式将工件插入到机加工的卡盘上后,松开近夹指对工件的夹持,然后再控制机械爪靠近卡盘,使得位于近夹指后端的推动架抵住工件的轴段端面,从而通过推动架推动工件移动,以确保工件能够在卡盘上插入到位。
23、优选的,作为一种改进,所述推动架滑动连接在上料爪的夹爪驱动器上,推动架的滑动方向与圆周中心线平行,推动架与驱动器的壳体之间设有第二弹性件。
24、优选的,作为一种改进,所述换向机构包括暂存台、旋转器和位于旋转器输出端的换向爪,暂存台、旋转器固定安装,换向爪能够在旋转器的带动下移动到暂存台上方,换向爪用于夹持工件。
25、有益效果:采用本方案时,通过对换向机构的设置,使得在工件需要切换法兰段加工和轴段加工时,比如需要将上料爪由夹持住工件的轴段改为夹持住工件的法兰段,此时只需要先利用取件机械手的上料爪将待换向工件放置到暂存台上,然后启动旋转器,使得换向爪转动至暂存台上方,然后换向爪夹持住工件的轴段,接着控制旋转器带动换向爪旋转90°或者180°,使得工件旋转90°或者工件旋转180°,从而工件的法兰段处于取件机械手方便取件的状态;之后再利用上料爪的远夹指夹住工件的法兰段,使得上料爪对工件的夹持实现了换向,方便对工件换向后送往后工序的机加工设备加工。
26、而如果是想要将工件从上料爪夹持法兰段变为夹持轴段,则只需要将上料爪旋转至工件的轴段方便换向爪夹持,然后换向爪从工件轴段接过工件后,将工件放置在暂存台上(放置在暂存台上时,工件的法兰段为工件下段,轴段为工件上段);之后控制上料夹夹取放置在暂存台上的工件轴段,实现上料爪对工件夹取的换向。
27、本方案结构简单,易于实现工件的换向。
28、优选的,作为一种改进,所述机加工设备包括夹持工件轴段的第一机加工设备、夹持工件法兰段的第二机加工设备,第一机加工设备为前工序设备,第二机加工设备为后工序设备。
29、有益效果:因工件进行机加工前为尺寸精度较差的毛坯件,而轮毂轴承中,轮毂轴承的轴段对尺寸精度和表面精度要求更高,本方案采用第一机加工设备夹持住工件的轴段,使得第一机加工设备用于加工工件靠近法兰段的一侧和对法兰段加工,从而确保第二机加工设备夹持工件时,工件被卡盘夹持的位置已经具有较好的精度,从而确保在第二机加工设备加工时的工件尺寸精度和表面精度,有助于简化加工工序并保证加工质量。
30、优选的,作为一种改进,所述第二机加工设备的数量有两台,其中一台第二机加工设备用于进行初加工,另一台第二机加工设备用于精加工,两台第二机加工设备之间设置有固定安装的暂搁台。
31、有益效果:通过暂搁台的设置,使得在初加工完成后,由取件机械手的卸料爪实现初加工工件的卸料后,卸料爪将工件放置到暂搁台上,然后由上料爪夹持着送往精加工的第二机加工设备中,本方案增加暂搁台的设置,使得整个生产线无需增加取件机械手就能完成上料和卸料,有助于降低生产线的成本。
32、本发明还提供一种轮毂轴承的生产工艺,包括如下步骤:采用带有组合机械爪的取件机械手对工件进行取件,取件机械手将工件送至前工序的第一机加工设备中,待第一机加工设备加工完成后,取件机械手将第一机加工设备加工完成的工件送至后工序的第二机加工设备中;
33、其中,组合机械爪包括上料爪和卸料爪,上料爪和卸料爪均包括多个近夹指和多个远夹指,多个近夹指用于夹持工件轴段,多个远夹指用于夹持工件的法兰段,组合机械爪的上料爪和卸料爪能够进行工作位的切换。
34、有益效果:采用本工艺时,同一个取件机械爪既能够用于对工件的上料,也能用于对工件的卸料;方便在同一个机加工设备上加工完成工件后,利用卸料爪实现快速取料,而利用上料爪进行快速上料,提高卸料和上料的速度,从而提高生产效率,降低企业的生产成本。
35、优选的,作为一种改进,所述第一机加工设备用于夹持工件轴段,第一机加工设备用于加工工件的法兰段,第二机加工设备用于夹持工件的法兰段,第二机加工设备用于加工工件的轴段和工件朝向轴段的法兰面。
36、优选的,作为一种改进,所述上料爪上带有弹性顶针,顶针用于抵推工件的法兰段,在上料爪夹持工件法兰段进行上料时,工件先被取件机械手初步喂入到机加工设备的卡盘上,然后松开上料爪对工件的法兰段的夹持,利用带弹性的顶针抵推工件法兰面以将工件在卡盘内完全移动到位。
37、优选的,作为一种改进,所述上料爪上还带有弹性的推动架,推动架用于抵推工件的轴端面;在上料爪夹持工件轴段进行上料时,工件先被取件机械手初步喂入到机加工设备的卡盘上,然后松开上料爪对工件的夹持,利用带弹性的推动架将工件在卡盘内完全移动到位。
38、优选的,作为一种改进,所述上料爪取件时,第一次夹住工件后需要松开后进行再次夹持,本方案初次夹住工件是对工件位置进行矫正,避免工件存在位置偏移,工件偏斜的情况,待矫正后,再进行夹持,以确保工件夹持的稳定性,避免因工件本身位置存在偏移或倾斜带来的工件夹不住而掉件的情况。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14671.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表