高功率激光整形焊接中气孔抑制工艺参数优化方法及系统
- 国知局
- 2024-06-21 09:35:29
本发明属于高功率激光焊接,尤其涉及一种高功率激光整形焊接中气孔抑制工艺参数优化方法及系统。
背景技术:
1、目前,铝合金中厚壁构件具有密度小、比强度高等优点,在轨道交通、航空航天等领域得到了广泛应用。高功率激光焊接技术具有能量密度高、热输入小、柔性好等特点,为铝合金中厚壁构件的高效焊接提供了有效手段。然而,焊接过程仍然存在气孔缺陷突出的问题,这些气孔多由激光深熔焊过程中匙孔塌陷所导致。近年来,激光束整形技术已用于工程光-物质相互作用的背景下,以解决金属在激光制造中使用聚焦高斯光束的缺点。其中可调环形激光得到了广泛关注。可调环形激光焊接技术的核心思想是在高功率(高斯光斑)激光焊接的基础上引入了环形激光束,以调控激光能量的空间分布。研究表明,与高斯光束相比,采用可调环形激光可以在更宽的工艺参数范围内改善激光焊接过程稳定性。然而,该类激光因较为新颖,应用于焊接领域的研究基础薄弱,改善气孔的相关报道甚少,更未形成系统的气孔改善方案。
2、通过上述分析,现有技术存在的问题及缺陷为:
3、(1)在高功率激光焊接过程中,尤其是在焊接铝合金等高导热、高反金属时,气孔缺陷问题尤为突出。这些气孔多由激光深熔焊过程中匙孔塌陷所导致。
4、(2)传统的高斯光束在能量分布调控方面存在局限性。高斯激光焊接过程中,能量主要集中在光束的中心区域,热梯度大,容易引起焊接过程不稳定,促使匙孔塌陷频发。
5、(3)现有技术的整形激光束因较为新颖,应用于焊接领域的研究基础薄弱,改善气孔的相关报道甚少,更未形成系统的气孔改善方案。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种高功率激光整形焊接中气孔抑制工艺参数优化方法及系统。
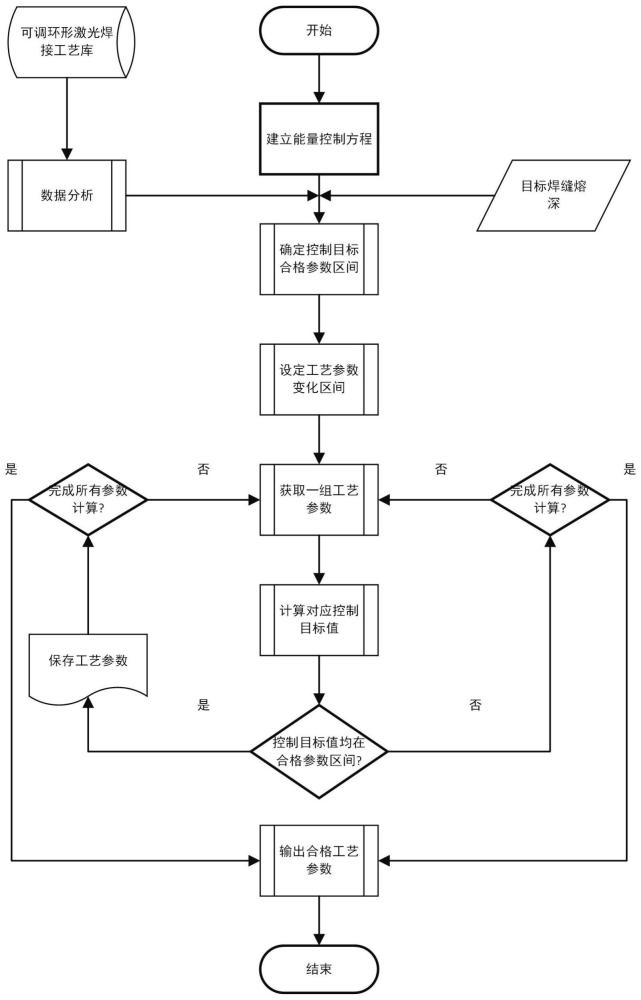
2、本发明是这样实现的,一种高功率激光整形焊接中气孔抑制工艺参数优化方法,包括:
3、第一步,获取可调环形激光光束直径和中心点线能量与焊接工艺参数的关系;
4、第二步,建立可调环形激光光束直径和中心点线能量的优化约束条件;获取工艺参数的预设范围;
5、第三步,将预设范围内的工艺参数值代入可调环形激光光束直径和中心点线能量的优化约束条件,则同时满足可调环形激光光束直径和中心点线能量优化约束条件的工艺参数组合为优化后的工艺参数。
6、进一步,所述工艺参数包括激光功率、焊接速度、点环激光功率比。
7、进一步,获取可调环形激光光束直径与焊接工艺参数的关系参考is0 11146-1:2021(en)标准,对任意光斑激光光束而言,定义d4σ为光束直径,计算方法是利用激光光束强度信息求解强度分布函数的二阶矩,详细计算步骤如下:
8、通过将中心高斯光束光强ec(x,y)和外环环形光束光强er(x,y)相加获得整个可调环形光束的光强分布e(x,y)。
9、e(x,y)=ec(x,y)+er(x,y)
10、光束的中心坐标(xc,yc)可以计算如下:
11、
12、
13、代表功率密度分布的归一化加权积分,计算公式如下:
14、
15、
16、对于以(0,0)为中心,半径w的高斯光束,公式如下:
17、
18、因此,is011146-1:2021(en)所采用的光束半径定义为:
19、w=2σx
20、光束直径d4σ是上述光束半径的二倍,表达式如下:
21、d4σ=2w
22、进一步,获取中心点线能量与焊接工艺参数的步骤为:
23、获取中心点线能量,中心点线能量q的表达式为:
24、
25、其中,pc为中心点光源的激光功率,v为焊接速度。
26、所述熔深与光束直径比的优化约束条件为:
27、
28、其中,h为预设目标熔深,mcol代表准直系数,mfocus代表聚焦成像比;
29、进一步,光束直径d4σ的优化约束条件为:
30、
31、中心点线能量的优化约束条件为:
32、qmin<q<qmax
33、其中,qmin和qmax为经验条件下的最大和最小中心点线能量。
34、进一步,所述高功率激光整形焊接中气孔抑制工艺参数优化方法根据焊接系统各参数工作区间或工艺需求获取所述工艺参数的预设范围;
35、将工艺参数值输入优化约束条件,当工艺参数同时满足可调环形激光光束直径和中心点线能量的优化约束条件时则保留,否则舍弃并进行下一组工艺参数的验证。
36、本发明的另一目的在于提供一种计算机设备,所述计算机设备包括存储器和处理器,所述存储器存储有计算机程序,所述计算机程序被所述处理器执行时,使得所述处理器执行所述高功率激光整形焊接中气孔抑制工艺参数优化方法。
37、本发明的另一目的在于提供一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时,使得所述处理器执行所述高功率激光整形焊接中气孔抑制工艺参数优化方法。
38、本发明的另一目的在于提供一种信息数据处理终端,所述信息数据处理终端用于实现所述高功率激光整形焊接中气孔抑制工艺参数优化方法。
39、本发明的另一目的在于提供一种基于所述高功率激光整形焊接中气孔抑制工艺参数优化方法的高功率激光整形焊接中气孔抑制工艺参数优化系统,所述高功率激光整形焊接中气孔抑制工艺参数优化系统包括:
40、参数获取模块,用于获取可调环形激光光束直径和中心点线能量与焊接工艺参数的关系;
41、条件建立模块,用于建立可调环形激光光束直径和中心点线能量的优化约束条件;用于获取工艺参数的预设范围;
42、条件优化模块,用于将预设范围内的工艺参数值代入可调环形激光光束直径和中心点线能量的优化约束条件,则同时满足可调环形激光光束直径和中心点线能量优化约束条件的工艺参数组合为优化后的工艺参数。
43、结合上述的技术方案和解决的技术问题,本发明所要保护的技术方案所具备的优点及积极效果为:
44、第一、本发明提出了一种基于可调环形激光的铝合金激光焊接工艺,无需复杂的外部工装,通过灵活调节中心点高斯光束及外环环状光束的功率配比,在保证大熔深的前提下,显著改善了铝合金高速激光焊接产生的气孔问题,可为铝合金高质焊接提供借鉴。
45、第二,本发明从小孔的稳定性出发,将熔深与光束直径的比值作为表征气孔率的指标,将焊缝中心点线能量作为熔深评价指标,并将熔深与光束直径的比值和中心点线能量与待优化工艺参数的建立关联关系,通过控制熔深与光束直径的比值和中心点线能量的约束条件实现工艺参数的约束,进而获得多组较优的工艺参数,在工程应用中直接使用即可,实现对光束直径和光束空间能量分布的精准控制,抑制焊接过程中气孔的生成,最终实现少气孔焊接。
46、本发明可以精准控制焊接过程激光束的中心能量分布,可以实现对焊接接头焊缝熔深的预测,获取满足应用要求的熔深。可调环形激光焊接不同于单激光焊接,环形光束的加入,可以达到扩大焊接小孔开口面积的效果,从而减少深熔焊接过程中小孔的闭合坍塌形成的气泡,同时扩大熔池并延长熔池凝固时间,为气泡逸出提供更多时间,进而减少气泡凝固于焊缝中形成气孔。
47、本发明不需要大量的工艺试验就可以获得少气孔且大熔深的工艺参数,仅需要焊缝熔深结果就可以利用本发明的方法进行工艺参数的优化,操作简单,显著缩短了工艺设计周期。
48、本发明的技术方案包含了一套系统的高功率激光焊接过程中气孔改善方案,可在保证大熔深的前提下,有效地改善铝合金中厚壁构件长期面临的气孔缺陷突出问题,填补了高功率激光整形焊接中气孔改善的研究空白。
49、第三,本发明的优点和积极技术效果还体现在:
50、气孔抑制效果显著:本发明通过优化工艺参数,显著减少了铝合金焊接过程中的气孔缺陷,从而提高了焊接接头的质量和可靠性。
51、焊接效率提升:通过精确控制激光能量分布和焊接参数,本发明不仅改善了焊接质量,还有助于提高焊接效率。
52、适用性广泛:该方法的优化步骤和标准化的测量手段使得其可以广泛应用于不同类型的铝合金中厚壁构件的焊接,具有较强的实用性和普适性。
53、工艺参数优化的系统化:本发明提供了一种系统化的工艺参数优化方法,可以根据具体的应用需求调整和优化,提供了一种更灵活、更高效的焊接工艺选择。
本文地址:https://www.jishuxx.com/zhuanli/20240618/15115.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表