执行机构用圆形壳体的扩孔挤压变形式半固态成形工艺的制作方法
- 国知局
- 2024-06-21 09:37:10
本申请涉及执行机构用圆形壳体制造,尤其涉及一种执行机构用圆形壳体的扩孔挤压变形式半固态成形工艺。
背景技术:
1、随着我国管道建设的快速发展,实现油气管道关键设备国产化的必要性日益迫切。油气管道关键设备国产化既是国家的要求,也是输油气企业降低建设和运营成本的需要,其国产化对于降低工程造价、打破国外的产品垄断和价格壁垒以及发展我们的民族产业、推动油气管道装备水平的提高具有重要意义。近年来,随着自动化控制过程中对安全要求的与日俱增,尤其在石油石化系统中,对大口径阀的安全需求已十分迫切,而电动执行器作为大口径阀控制系统的终端执行机构,其关键零部件的加工制造性能的可靠性将直接影响到整个系统的性能水平和系统安全。
2、传统电动执行器主要包括固定式圆形壳体、电机、减速器、减速器输出轴、轴瓦、螺母、丝杠以及操控电机运行的控制系统。其工作原理主要是:通过控制系统操控电机运动,电机带动减速器工作,减速器输出轴与丝杠相连接,再带动螺母运动从而实现直行程运动。其中,圆形壳体是电动执行器的关键零部件,其传统加工制造主要采用铸造工艺,但是由于承载能力太差、疲劳强度较低,且随着工作温度升高机械强度急剧下降,传统工艺成形的轴瓦已不能满足电动执行器用轴瓦的要求。
技术实现思路
1、为了解决上述技术问题,本申请的实施例提供一种执行机构用圆形壳体的扩孔挤压变形式半固态成形工艺,通过该工艺制备出拥有复合细晶组织的高性能的执行机构用圆形壳体零件。
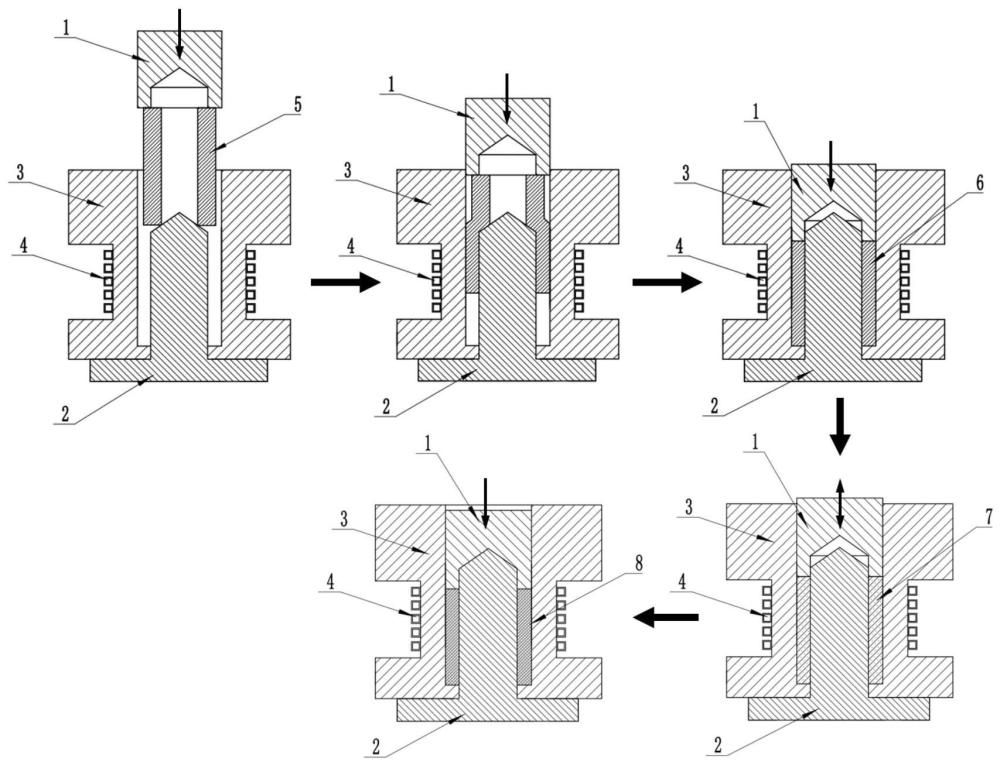
2、为了达到上述目的,本申请的实施例提供了一种执行机构用圆形壳体的扩孔挤压变形式半固态成形工艺,包括以下步骤:s1、完成铝合金管材室温冷态扩孔挤压塑性变形:在室温条件下,采用半固态挤压成形设备对zl104铝合金管材进行扩孔挤压塑性变形,使其充满内侧模具与外侧模具形成的扩孔圆管形模腔,获得扩孔挤压后的zl104铝合金圆形壳体;所述半固态挤压成形设备包括锤头、内侧模具、外侧模具以及中频感应加热装置;s2、完成圆形壳体的半固态成形:s21、抬升锤头;s22、采用中频感应加热装置对步骤s1获得的扩孔挤压后的zl104铝合金圆形壳进行保温温度为625℃且保温时间为5min的半固态等温处理,获得具有细小近球状微观组织的zl104铝合金固-液复合材料;s23、控制锤头以10mm/s的速度以及50吨的下压载荷,实现对zl104铝合金固-液复合材料的挤压变形使其充满内侧模具与外侧模具形成的扩孔圆管形模腔后形成具有细小近球状微观组织的半固态圆形壳体;s24、控制锤头以100吨的下压载荷,实现对半固态圆形壳体的锻造变形并保压5min,获得同时具备球状细晶组织以及锻造态变形组织的执行机构用球晶与锻造纤维组织复合式圆形壳体制件;s25、先上升锤头使球晶与锻造纤维组织复合式圆形壳体制件与其分离、再下降内侧模具使球晶与锻造纤维组织复合式圆形壳体制件与其分离、最后再次上升内侧模具将球晶与锻造纤维组织复合式圆形壳体制件顶出。
3、本申请相比现有技术具有以下有益效果:
4、1、本申请实施例中的圆形壳体采用的扩孔挤压半固态成形工艺具有成形力小、对设备吨位要求低、成形效率高的优点。
5、2、本申请实施例扩孔挤压半固态成形工艺制造的圆形壳体具有微观组织晶粒细小,分布均匀且不存在缩松、气孔等缺陷,利用中频感应加热装置避免了传统半固态成形“二次重融”的步骤,能够实现圆形壳体的短流程、近净成形,材料利用率明显提高。
6、3、本申请实施例从zl104铝合金管材出发,先对zl104铝合金管材进行室温冷态扩孔挤压塑性变形,再对扩孔挤压后的成形圆形壳体进行半固态等温处理,最后控制锤头和内侧模具的相互作用即可实现对圆形壳体的扩孔挤压变形式半固态成形,整个工艺过程简单、操作容易、易于实现自动化。
技术特征:1.一种执行机构用圆形壳体的扩孔挤压变形式半固态成形工艺,其特征在于,包括以下步骤:
技术总结本申请公开了一种执行机构用圆形壳体的扩孔挤压变形式半固态成形工艺,涉及执行机构用圆形壳体制造技术领域。本申请先对ZL104铝合金管材进行室温冷态扩孔挤压塑性变形,再对成形的ZL104铝合金扩孔挤压圆形壳体进行半固态等温处理,最后控制锤头和内侧模具的相互作用即可实现对圆形壳体的扩孔挤压变形式半固态成形。通过本申请能够制备出同时具备球状细晶组织以及锻造态变形组织的执行机构用球晶与锻造纤维组织复合式圆形壳体制件,具有工艺过程简单,材料利用率高以及产品力学性能好的特点。技术研发人员:杨昌群,杨文,陈治昊,牛道东,李苗,王永飞,赵升吨,李凌波受保护的技术使用者:国家石油天然气管网集团有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15292.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表