金属板的弯曲加工部的疲劳龟裂进展抑制方法及汽车部件与流程
- 国知局
- 2024-06-21 09:41:10
本发明涉及对将金属板(metal sheet)弯曲加工(bending)而成的弯曲加工部的疲劳龟裂(fatigue crack)的进展进行抑制的金属板的弯曲加工部的疲劳龟裂进展抑制(fatigue crack growth suppressing method)方法及具有将金属板弯曲加工而成的弯曲加工部并抑制了该弯曲加工部处的疲劳龟裂的进展的汽车部件(automotive part)。
背景技术:
1、已知如下情况:由于在通过金属板的冲压成形(press forming)弯曲加工而成的弯曲加工部,局部地负荷较强的压缩应力(compressive stress),所以在弯曲内侧的表面产生龟裂(crack),当循环载荷(cyclic load)负荷于具有这种弯曲加工部的部件时,该龟裂进展,使疲劳寿命(fatigue life)下降。因此,此前提出了提高具有将金属板弯曲加工而成的弯曲加工部的部件的疲劳寿命的几种技术。
2、在专利文献1及专利文献2中公开了如下技术:为了在金属板的压印加工(coining)时,抑制在构成翻边加工(burring)部的根基的局部的弯曲的内侧产生龟裂,通过在第一个工序中进行与最终形状不同的曲率半径(radius of curvature)(包括无穷大曲率半径即直线)的弯曲加工,在第二个工序中进行加工成最终形状的曲率半径的弯曲加工而在弯曲的内侧面导入拉伸应力(tensile stress),从而抑制在曲部的内侧面产生龟裂。另外,在专利文献3中提出了如下技术:通过在负荷弯曲应力的金属板的表面实施利用喷丸法(shot peening)的表面硬化处理(surface hardening treatment),从而提高屈服应力(yield stress)并提高喷丸后的疲劳强度(fatigue strength)。并且,在专利文献4中公开了如下技术:作为修补在钢材的曲板部产生的疲劳龟裂的方法,通过对钢材表面的夹着疲劳龟裂的两侧中的至少一侧与疲劳龟裂平行地锤击(peening)从而将疲劳龟裂的开口部闭合,其后,进一步锤击疲劳龟裂的正上方。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2018-51608号公报
6、专利文献2:日本特开2018-51609号公报
7、专利文献3:日本特开2000-225567号公报
8、专利文献4:日本专利第4441641号公报
技术实现思路
1、发明要解决的课题
2、专利文献1公开的技术存在如下问题:由于实施弯曲加工的工序成为两个工序,因此需要准备两种模具,制造成本较高。专利文献2公开的技术存在如下问题:能够应用的位置限定于翻边部。专利文献3公开的技术由于使用喷丸,为了防止投射材料(projectionmaterial)的飞散,需要在密闭的容器中进行加工。专利文献4公开的技术存在如下问题:虽然是对平板或焊趾(weld toe)使用空气式的锤头锤击装置(hammer peening device)进行锤击的方法,但在应用于具有将金属板弯曲加工而成的弯曲加工部的部件的情况下,打击作为龟裂产生的危险部位的弯曲加工部的弯曲内侧的全部而生产性较低;由于在锤击中使用的打击销(impact pin)的打击载荷(impact load)而部件整体发生变形;进一步当打击销的前端半径大于弯曲加工部的曲率半径时,弯曲加工部的弯曲角度扩大。
3、本发明为解决上述课题而做出,其目的在于提供能够不使金属板的弯曲加工的制造成本增加,能够应用于弯曲加工后的弯曲加工部,不使生产性下降,不使部件整体或弯曲加工部的弯曲角度变化,并抑制弯曲加工部的疲劳龟裂的进展的金属板的弯曲加工部的疲劳龟裂进展抑制方法及具有将金属板弯曲加工而成的弯曲加工部且抑制了该弯曲加工部处的疲劳龟裂的进展的汽车部件。
4、用于解决课题的手段
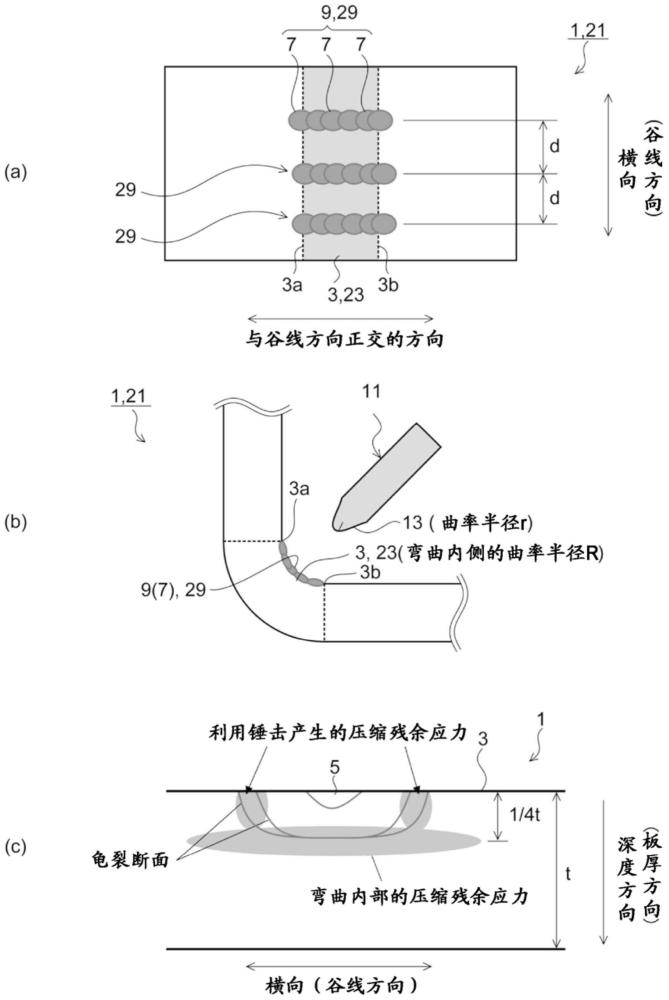
5、本发明的金属板的弯曲加工部的疲劳龟裂进展抑制方法,对将金属板弯曲加工而成的弯曲加工部的疲劳龟裂的进展进行抑制,沿着所述弯曲加工部的谷线方向(valleyline direction)隔开所述金属板的板厚以上的间隔而在与所述谷线方向正交的方向上至少在所述弯曲加工部的弯曲内侧的从弯曲起点(bending start point)到弯曲终点(bending end point)的范围内赋予塑性应变(plastic strain),从而产生压缩残余应力(compressive residual stress)。
6、另外,所述压缩残余应力是通过使用打击销的针形件锤击处理(needle peeningtreatment)在所述弯曲加工部的弯曲内侧形成作为一系列打击痕迹(indentation)的压痕带(indentation band)而产生,作为所述打击销,使用其前端部的与所述谷线方向正交的剖面中的曲率半径为所述弯曲加工部的曲率半径以下的部件。
7、另外,本发明的汽车部件是具有将金属板弯曲加工而成的弯曲加工部并抑制了该弯曲加工部处的疲劳龟裂的进展的汽车部件,沿着所述弯曲加工部的谷线方向隔开所述金属板的板厚以上的间隔而在与所述谷线方向正交的方向上至少在所述弯曲加工部的弯曲内侧的从弯曲起点到弯曲终点的范围内具有压痕带,所述压痕带是通过使用打击销的针形件锤击处理形成的一系列打击痕迹。
8、发明的效果
9、在本发明中,能够抑制在将金属板弯曲加工而成的弯曲加工部的弯曲内侧产生的龟裂的向谷线方向的进展,能够使具有该弯曲加工部的汽车部件的疲劳寿命有效地提高。
技术特征:1.金属板的弯曲加工部的疲劳龟裂进展抑制方法,对将金属板弯曲加工而成的弯曲加工部的疲劳龟裂的进展进行抑制,其中,
2.根据权利要求1所述的金属板的弯曲加工部的疲劳龟裂进展抑制方法,其中,
3.汽车部件,其具有将金属板弯曲加工而成的弯曲加工部并抑制了该弯曲加工部处的疲劳龟裂的进展,其中,
技术总结本发明的金属板的弯曲加工部的疲劳龟裂进展抑制方法对将金属板1弯曲加工而成的弯曲加工部3的疲劳龟裂的进展进行抑制,沿着弯曲加工部3的谷线方向隔开金属板1的板厚以上的间隔而在与谷线方向正交的方向上至少在弯曲加工部3的弯曲内侧的从弯曲起点到弯曲终点的范围内赋予塑性应变,从而产生压缩残余应力。技术研发人员:山口尚记受保护的技术使用者:杰富意钢铁株式会社技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15702.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表