一种便于更换模芯的冷镦模的制作方法
- 国知局
- 2024-06-21 09:43:36
本技术属于模具,尤其涉及一种便于更换模芯的冷镦模。
背景技术:
1、冷镦工艺是少数无切削金属压力加工新工艺之一,它是一种利用金属在外力作用下所产生的塑性变形,并借助于模具,使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法。冷镦工艺最适于用来生产螺栓、螺钉、螺母、铆钉、销钉等标准紧固件。冷镦工艺常用的设备为专用的冷镦机,如生产量不太大,也可以用曲柄压力机或摩擦压力机代替。
2、目前使用的冷镦模具大部分是一体式装配,即由模壳、模芯以及后攻牙组合构成,其中模壳为整体式结构,更换模芯时,先用锁模机拆卸后攻牙,再用液压机从模壳顶部压出模芯,然后用液压机将新模芯慢慢平衡压入模壳,再用锁模机锁紧后攻牙,这样模具各零部件之间的装配和拆卸相对复杂,不能达到快速更换的目的,必须得用专用设备,比如锁模机和液压机才能实现拆卸和装配,不便于模芯的更换,不利于长期的生产加工。
技术实现思路
1、本实用新型的目的在于提供一种便于更换模芯的冷镦模,可以实现冷镦模的快速拆装,便于进行模芯的更换,方便进行长期的生产加工。
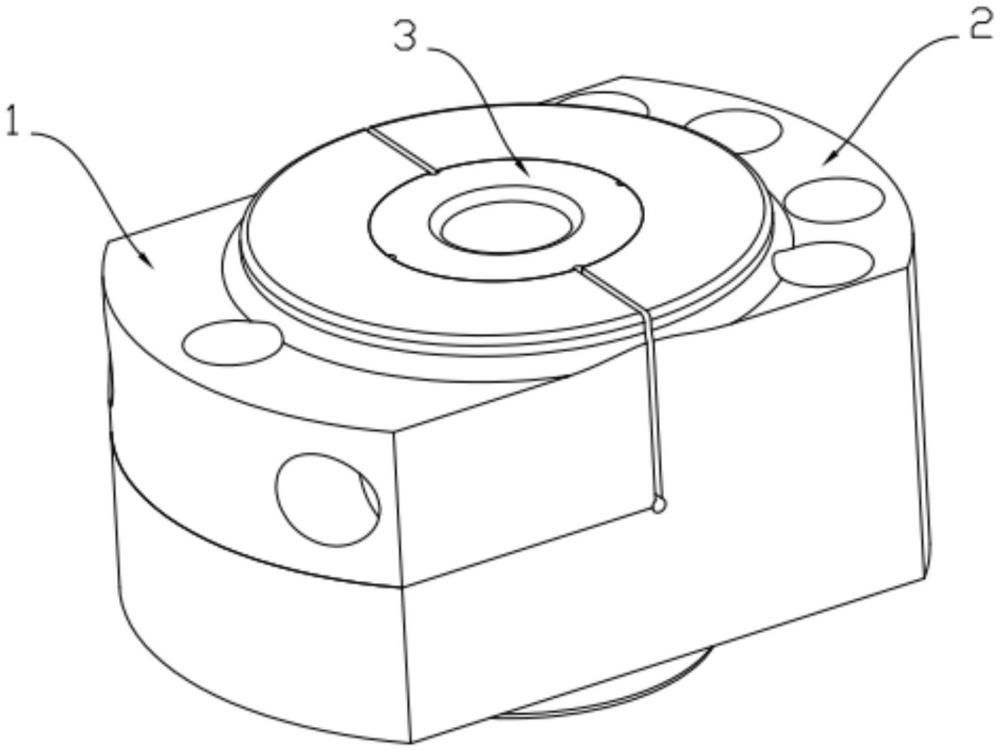
2、本实用新型是这样实现的,一种便于更换模芯的冷镦模,包括:第一模壳、可拆卸连接于所述第一模壳且与其相对的第二模壳、以及安装在第一模壳和第二模壳之间的模芯,所述第一模壳与所述第二模壳两者相对的一面均开设有形状相同的半开孔,两个所述半开孔拼接形成用于容纳并固定所述模芯的安装孔。
3、本实用新型的一种便于更换模芯的冷镦模,通过设置第一模壳以及可拆卸连接于第一模壳的第二模壳,便于两者组合对模芯进行固定,而分别开设在两者相对面上的半开孔,则可以组合形成一个完整的安装孔,进而将模芯容纳在其内部,使用时只需要将第一模壳和第二模壳拼接后,即可实现模芯的安装和固定,操作过程较为简单,无需借助锁模机和液压机,即可实现模芯的快速拆装,便于进行模芯的更换,方便进行长期的生产加工。
4、优选地,所述第二模壳包括:支撑台以及固设于所述支撑台顶部一端的侧边台,所述第一模壳固定在支撑台顶部另一端,两个所述半开孔分别开设于侧边台和第一模壳两者相对的一侧。
5、优选地,所述侧边台从靠近第一模壳的一端端面向内开设有第一螺纹孔,所述第一螺纹孔数量为两个且对称分布于侧边台上的半开孔两侧,所述第一模壳与所述侧边台相对的一端端面向内开设有与两个所述第一螺纹孔一一对应的两个第一通孔。
6、优选地,所述支撑台固定第一模壳的一端沿厚度方向贯穿开设有至少一个第二螺纹孔,所述第一模壳与所述第二螺纹孔相对的位置处贯穿开设有至少一个第二通孔。
7、优选地,所述第一螺纹孔和第二螺纹孔之间成90度夹角,所述第一通孔和第二通孔之间成90度夹角。
8、优选地,所述第一模壳与所述侧边台结构相同且两者相对于支撑台的中心线对称分布,且所述第一模壳和侧边台之间设有间隙。
9、优选地,所述支撑台顶面与所述侧边台底部边沿相接的位置处设有第一槽口,所述第一模壳靠近所述侧边台一侧的底部边沿处开设有第二槽口,所述第一槽口和第二槽口拼接以形成横向排气槽。
10、优选地,所述模芯的外侧面沿周向开设有多个与所述横向排气槽相通的周向排气槽,所述周向排气槽从模芯的一端端面延伸到另一端端面。
11、优选地,两个所述半开孔均为半锥形孔,所述安装孔设置为锥形孔,所述模芯设置为中空圆锥状且嵌设在所述安装孔内部,所述模芯的外部锥形面贴合于所述安装孔内壁。
12、优选地,所述模芯包括:依次容纳于所述安装孔内部且同轴配合的上模芯和下模芯,所述上模芯和下模芯的外侧面均贴合于所述安装孔内壁且与其过盈配合,所述下模芯与所述上模芯贴合的一侧外缘处设有环形倒角。
13、与现有技术相比,本实用新型的有益效果是:通过设置第一模壳以及可拆卸连接于第一模壳的第二模壳,便于两者组合对模芯进行固定,而分别开设在两者相对面上的半开孔,则可以组合形成一个完整的安装孔,进而将模芯容纳在其内部,使用时只需要将第一模壳和第二模壳拼接后,即可实现模芯的安装和固定,通过设置存在夹角的第一螺纹孔和第二螺纹孔,可以分别在两个方向对第一模壳和第二模壳进行固定,交叉受力以保证其稳定性,可以更好地将模芯锁紧固定住,无需借助锁模机和液压机,即可实现模芯的快速拆装,便于进行模芯的更换,方便进行长期的生产加工。
技术特征:1.一种便于更换模芯的冷镦模,其特征在于,包括:第一模壳(1)、可拆卸连接于所述第一模壳(1)且与其相对的第二模壳(2)、以及安装在第一模壳(1)和第二模壳(2)之间的模芯(3),所述第一模壳(1)与所述第二模壳(2)两者相对的一面均开设有形状相同的半开孔(4),两个所述半开孔(4)拼接形成用于容纳并固定所述模芯(3)的安装孔。
2.根据权利要求1所述的一种便于更换模芯的冷镦模,其特征在于,所述第二模壳(2)包括:支撑台(21)以及固设于所述支撑台(21)顶部一端的侧边台(22),所述第一模壳(1)固定在支撑台(21)顶部另一端,两个所述半开孔(4)分别开设于侧边台(22)和第一模壳(1)两者相对的一侧。
3.根据权利要求2所述的一种便于更换模芯的冷镦模,其特征在于,所述侧边台(22)从靠近第一模壳(1)的一端端面向内开设有第一螺纹孔(23),所述第一螺纹孔(23)数量为两个且对称分布于侧边台(22)上的半开孔(4)两侧,所述第一模壳(1)与所述侧边台(22)相对的一端端面向内开设有与两个所述第一螺纹孔(23)一一对应的两个第一通孔(11)。
4.根据权利要求3所述的一种便于更换模芯的冷镦模,其特征在于,所述支撑台(21)固定第一模壳(1)的一端沿厚度方向贯穿开设有至少一个第二螺纹孔(24),所述第一模壳(1)与所述第二螺纹孔(24)相对的位置处贯穿开设有至少一个第二通孔(12)。
5.根据权利要求4所述的一种便于更换模芯的冷镦模,其特征在于,所述第一螺纹孔(23)和第二螺纹孔(24)之间成90度夹角,所述第一通孔(11)和第二通孔(12)之间成90度夹角。
6.根据权利要求2-5任一项所述的一种便于更换模芯的冷镦模,其特征在于,所述第一模壳(1)与所述侧边台(22)结构相同且两者相对于支撑台(21)的中心线对称分布,且所述第一模壳(1)和侧边台(22)之间设有间隙。
7.根据权利要求6所述的一种便于更换模芯的冷镦模,其特征在于,所述支撑台(21)顶面与所述侧边台(22)底部边沿相接的位置处设有第一槽口(25),所述第一模壳(1)靠近所述侧边台(22)一侧的底部边沿处开设有第二槽口(13),所述第一槽口(25)和第二槽口(13)拼接以形成横向排气槽。
8.根据权利要求7所述的一种便于更换模芯的冷镦模,其特征在于,所述模芯(3)的外侧面沿周向开设有多个与所述横向排气槽相通的周向排气槽(34),所述周向排气槽(34)从模芯(3)的一端端面延伸到另一端端面。
9.根据权利要求1所述的一种便于更换模芯的冷镦模,其特征在于,两个所述半开孔(4)均为半锥形孔,所述安装孔设置为锥形孔,所述模芯(3)设置为中空圆锥状且嵌设在所述安装孔内部,所述模芯(3)的外部锥形面贴合于所述安装孔内壁。
10.根据权利要求9所述的一种便于更换模芯的冷镦模,其特征在于,所述模芯(3)包括:依次容纳于所述安装孔内部且同轴配合的上模芯(31)和下模芯(32),所述上模芯(31)和下模芯(32)的外侧面均贴合于所述安装孔内壁且与其过盈配合,所述下模芯(32)与所述上模芯(31)贴合的一侧外缘处设有环形倒角(33)。
技术总结本技术提供了一种便于更换模芯的冷镦模,包括:第一模壳、可拆卸连接于所述第一模壳且与其相对的第二模壳、以及安装在第一模壳和第二模壳之间的模芯,所述第一模壳与所述第二模壳两者相对的一面均开设有形状相同的半开孔,两个所述半开孔拼接形成用于容纳并固定所述模芯的安装孔,通过设置第一模壳以及可拆卸连接于第一模壳的第二模壳,便于两者组合对模芯进行固定,而分别开设在两者相对面上的半开孔,则可以组合形成完整的安装孔,进而将模芯容纳在其内部,只需要将第一模壳和第二模壳拼接后,即可实现模芯的安装和固定,操作过程较为简单,无需借助锁模机和液压机,即可实现模芯的快速拆装,便于进行模芯的更换,方便进行长期的生产加工。技术研发人员:刘祁衡,殷庆平,古冠水受保护的技术使用者:广东联塑阀门有限公司技术研发日:20231017技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15957.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表