一种打孔加工工装及加工方法与流程
- 国知局
- 2024-06-21 09:44:30
本发明涉及一种打孔加工工装,尤其涉及一种能够同时对型材的多个面进行打孔加工的工装,并提供了一种打孔加工方法。
背景技术:
1、在现有技术中,打孔加工工装通常只能对型材的一个面进行打孔,如果需要对多个面进行打孔,就需要重复操作多次,效率较低。为了提高打孔效率,有一些工装设计采用旋转型的结构,使得型材可以旋转以便对多个面进行打孔。然而,这种设计复杂,操作不便,且需要额外的旋转机构。
2、因此,基于以上现有技术中的一些情况,本申请进行了进一步的设计和改进。
技术实现思路
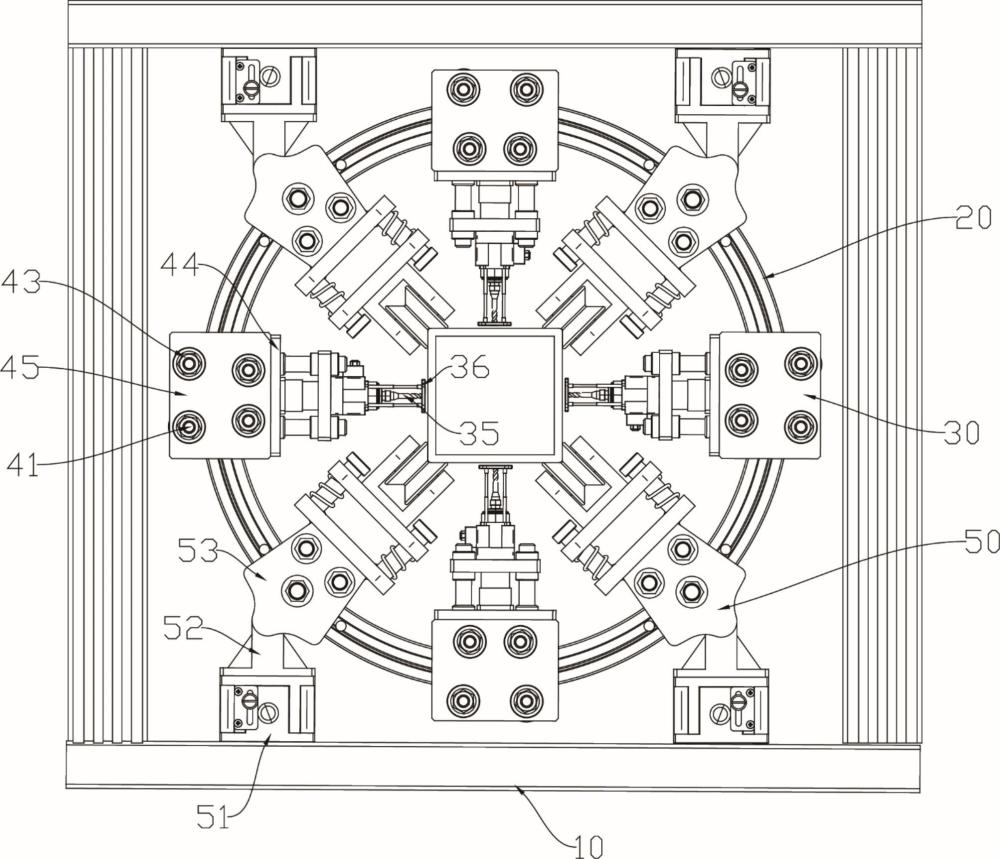
1、为了实现上述目的,本发明提供了一种打孔加工工装,包括安装架,所述安装架内装配有环形导轨,进行打孔加工时,型材从环形导轨的中心穿过;所述环形导轨上装配有至少一组打孔机构,所述打孔机构能够沿环形导轨滑动并固定;所述环形导轨通过若干安装机构与安装架连接装配,所述安装机构上设置有限位组件,所述限位组件用于对型材进行限位。
2、作为本发明所述一种打孔加工工装的优选实施方案,具体地,所述打孔机构包括固定座和打孔安装板,所述打孔安装板上装配有打孔件本体;所述固定座和打孔安装板之间装配有液压伸缩柱和限制导向柱。
3、作为本发明所述一种打孔加工工装的优选实施方案,具体地,所述固定座包括若干分布在环形导轨两侧的滚轴;所述滚轴上装配有用于与环形导轨装配滑动的调节轮,滚轴的两侧装配有调节板并在两侧的端部装配有调节螺栓。所述固定座还包括用于安装液压伸缩柱和限制导向柱的固定基板,所述固定基板上设置有调节槽,所述调节槽内装配有用于连接调节板的调节螺钉。
4、作为本发明所述一种打孔加工工装的优选实施方案,具体地,所述打孔件本体上装配有钻头和定位组件,所述定位组件包括定位板,所述定位板通过弹性伸缩杆与打孔件本体连接;所述定位板中间设置有供钻头穿过的通孔。
5、作为本发明所述一种打孔加工工装的优选实施方案,具体地,所述定位板面向型材的接触表面为摩阻材质。
6、作为本发明所述一种打孔加工工装的优选实施方案,具体地,所述安装机构包括升降调节台,所述升降调节台上装配有适应转动座,所述适应转动座上转动装配有安装座,所述安装座与环形导轨装配;所述限位组件装配在安装座上。
7、作为本发明所述一种打孔加工工装的优选实施方案,具体地,所述限位组件包括限位基板,所述限位基板通过限位导柱装配有限位装配座,所述限位装配座上装配有限位轮轴,限位轮轴上设置有用于与型材表面抵接的抵接轮部;所述限位导柱上装配有抵接弹簧。
8、作为本发明所述一种打孔加工工装的优选实施方案,具体地,所述抵接轮部用于抵接型材表面的边角处。
9、一种打孔加工方法,使用上述打孔加工工装,包括以下步骤:
10、s10:将打孔加工工装装配在具有输送机构的加工生产线上,通过安装机构对打孔加工工装进行调试,使得需要进行打孔的型材通过环形导轨的正中心,且限位轮轴的限位轮部能够抵接型材表面的边角;
11、s20:根据型材的打孔面的数量,选择相应数量的打孔机构安装在环形导轨上;
12、s30:启动加工生产线,加工生产线的输送机构输送型材通过打孔加工工装,通过期间,打孔机构对型材进行打孔加工。
13、与现有技术相比,本发明具有以下有益效果:通过设置环形导轨和多组打孔机构,能够同时对型材的多个面进行打孔加工,一次性完成,无需翻面,大大提高了打孔效率。另外,通过限位组件和定位组件,能够确保型材的位置和定位的准确性,提高了打孔的精度。此外,安装机构的设计使得工装的安装和调试更加方便,适应不同型材的打孔需求。
技术特征:1.一种打孔加工工装,其特征在于,包括安装架(10),所述安装架(10)内装配有环形导轨(20),进行打孔加工时,型材(60)从环形导轨(20)的中心穿过;所述环形导轨(20)上装配有至少一组打孔机构(30),所述打孔机构(30)能够沿环形导轨(20)滑动并固定;
2.根据权利要求1所述的一种打孔加工工装,其特征在于,所述打孔机构(30)包括固定座(40)和打孔安装板(31),所述打孔安装板(31)上装配有打孔件本体(34);所述固定座(40)和打孔安装板(31)之间装配有液压伸缩柱(32)和限制导向柱(33)。
3.根据权利要求2所述的一种打孔加工工装,其特征在于,所述固定座(40)包括若干分布在环形导轨(20)两侧的滚轴(41);所述滚轴(41)上装配有用于与环形导轨(20)装配滑动的调节轮(42),滚轴(41)的两侧装配有调节板(45)并在两侧的端部装配有调节螺栓(43);
4.根据权利要求2所述的一种打孔加工工装,其特征在于,所述打孔件本体(34)上装配有钻头(35)和定位组件,所述定位组件包括定位板(36),所述定位板(36)通过弹性伸缩杆(37)与打孔件本体(34)连接;所述定位板(36)中间设置有供钻头(35)穿过的通孔(38)。
5.根据权利要求4所述的一种打孔加工工装,其特征在于,所述定位板(36)面向型材(60)的接触表面为摩阻材质。
6.根据权利要求1所述的一种打孔加工工装,其特征在于,所述安装机构(50)包括升降调节台(51),所述升降调节台(51)上装配有适应转动座(52),所述适应转动座(52)上转动装配有安装座(53),所述安装座(53)与环形导轨(20)装配;所述限位组件装配在安装座(53)上。
7.根据权利要求1所述的一种打孔加工工装,其特征在于,所述限位组件包括限位基板(54),所述限位基板(54)通过限位导柱(55)装配有限位装配座(57),所述限位装配座(57)上装配有限位轮轴(58),限位轮轴(58)上设置有用于与型材(60)表面抵接的抵接轮部(59);所述限位导柱(55)上装配有抵接弹簧(56)。
8.根据权利要求7所述的一种打孔加工工装,其特征在于,所述抵接轮部(59)用于抵接型材(60)表面的边角处。
9.一种打孔加工方法,使用如权利要求1-8任一项所述的打孔加工工装,其特征在于,包括以下步骤:
技术总结本发明提供了一种打孔加工工装,包括安装架,所述安装架内装配有环形导轨,进行打孔加工时,型材从环形导轨的中心穿过;所述环形导轨上装配有至少一组打孔机构,所述打孔机构能够沿环形导轨滑动并固定;所述环形导轨通过若干安装机构与安装架连接装配,所述安装机构上设置有限位组件,所述限位组件用于对型材进行限位。本发明的优点是,通过设置环形导轨和多组打孔机构,能够同时对型材的多个面进行打孔加工,一次性完成,无需翻面,大大提高了打孔效率。技术研发人员:请求不公布姓名,请求不公布姓名受保护的技术使用者:宁波泽泽科技有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/16027.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
两轮辅助送丝机的制作方法
下一篇
返回列表