打磨设备的制作方法
- 国知局
- 2024-06-20 14:23:15
本申请属于打磨装备,具体涉及一种打磨设备。
背景技术:
1、相关技术中,采用胶水粘接的方式将砂纸粘接在打磨头上,然而,该种方式存在如下弊端:其一,胶水粘在模芯上难以清除;其二,胶水粘接需要干燥时间,增加砂纸更换时间等。
技术实现思路
1、本申请实施例的目的是提供一种打磨设备,能够解决胶水粘接方式导致难清除、增加砂纸更换时间等问题。
2、为了解决上述技术问题,本申请是这样实现的:
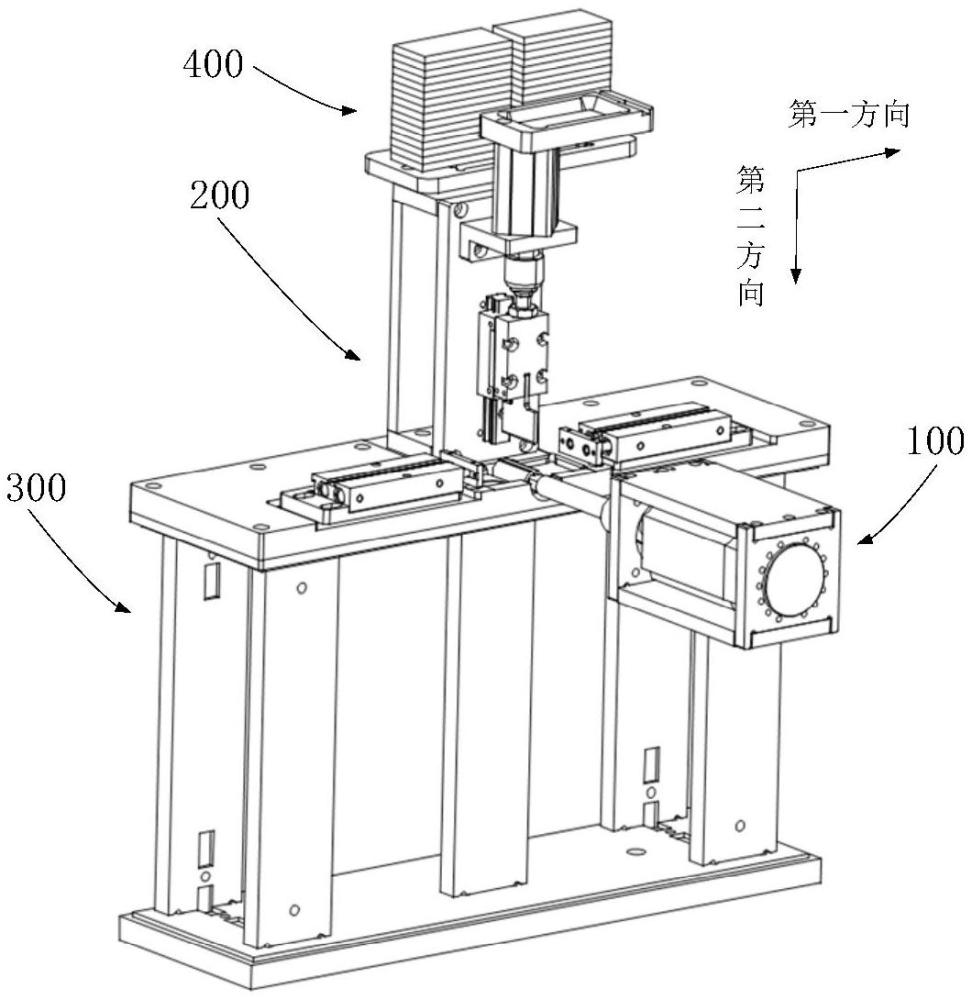
3、本申请实施例提供了一种打磨设备,包括:打磨机构和换料机构;
4、所述打磨机构具有安装端,所述安装端设有凹槽;
5、所述换料机构包括夹紧组件和挤压组件,所述夹紧组件用于在第一方向上夹紧打磨砂纸,使所述打磨砂纸包裹于安装端,所述挤压组件用于在第二方向上将所述打磨砂纸的两端压进所述凹槽中。
6、本申请实施例中,通过换料机构可以将打磨砂纸包裹至打磨机构的安装端,并将打磨砂纸的两端压进安装端的凹槽中,从而实现对打磨砂纸的固定安装。相比于采用胶水粘接砂纸的方式,本申请实施例中打磨砂纸的安装方式不存在胶水粘在模芯上的情况,保证了打磨机构的洁净度,并且,无需等待胶水干燥,从而可以减少打磨砂纸的更换时间,提高更换效率。
技术特征:1.一种打磨设备,其特征在于,包括:打磨机构(100)和换料机构(200);
2.根据权利要求1所述的打磨设备,其特征在于,所述打磨机构(100)包括旋转驱动件(110)和安装治具(120),所述安装治具(120)与所述旋转驱动件(110)的转轴传动连接;
3.根据权利要求1所述的打磨设备,其特征在于,所述夹紧组件(210)包括第一伸缩件(211)、第一夹块(212)、第二伸缩件(213)和第二夹块(214);
4.根据权利要求1所述的打磨设备,其特征在于,所述挤压组件(220)包括第三伸缩件(221)、固定块(222)和压头(223);
5.根据权利要求4所述的打磨设备,其特征在于,所述打磨设备还包括机架(300),所述夹紧组件(210)和所述挤压组件(220)分别设于所述机架(300);
6.根据权利要求1所述的打磨设备,其特征在于,所述打磨设备还包括机架(300),所述夹紧组件(210)和所述挤压组件(220)分别设于所述机架(300);
7.根据权利要求1所述的打磨设备,其特征在于,所述打磨设备还包括机架(300),所述夹紧组件(210)和所述挤压组件(220)分别设于所述机架(300);
8.根据权利要求1所述的打磨设备,其特征在于,所述打磨设备还包括机架(300),所述机架(300)设有定位槽(340),所述定位槽(340)用于对待安装的所述打磨砂纸(400)进行定位。
9.根据权利要求1或7或8所述的打磨设备,其特征在于,所述打磨设备还包括传送机构;
10.根据权利要求3所述的打磨设备,其特征在于,所述打磨设备还包括机架(300),所述机架(300)设有第一安装件和第二安装件;
技术总结本申请提供的打磨设备,包括:打磨机构和换料机构;所述打磨机构具有安装端,所述安装端设有凹槽;所述换料机构包括夹紧组件和挤压组件,所述夹紧组件用于在第一方向上夹紧打磨砂纸,使所述打磨砂纸包裹于所述安装端,所述挤压组件用于在第二方向上将所述打磨砂纸的两端压进所述凹槽中。本申请实施例中的打磨设备,可以实现打磨砂纸的自动更换,从而可以提高更换效率,并且可以提高打磨砂纸相对于打磨机构的位置精度。技术研发人员:宋海洋,杜良乐受保护的技术使用者:捷普电子(新加坡)公司技术研发日:20231114技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10165.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表