工程机械耐磨铲刀片及其制备方法
- 国知局
- 2024-06-20 14:31:58
本发明属于工程机械零件制造,具体涉及一种工程机械耐磨铲刀片及其制备方法。
背景技术:
1、推土机属于土石方作业工程机械,能独立完成各种复杂的土方工作,目前应用非常广泛,在国民建设过程中发挥着重要作用。
2、推土机作业过程属于循环作业,每个循环作业需要完成切土、推土、填土、平地等一系列工序。在整个推土作业过程中,推土机的工作装置受力非常复杂,包括切削阻力、推土板前土堆移运阻力、土屑沿推土板面上升阻力、土屑沿推土板面侧移阻力、铲刀切削刃与地面摩擦阻力、行走阻力、坡道阻力、惯性阻力等。
3、铲刀片是推土机工作装置最主要、受力最大的工作部位,而目前传统铲刀片无法满足推土机的实际工况要求,而且采用的合金钢材料成本居高不下,但是使用寿命无法达到预期效果,同时整机的能耗损失增加,工作效率降低。因此,开发新的工程机械耐磨铲刀片及其制备工艺或方法具有重要的意义。
4、对表面进行涂层处理是提高零件机械性能的重要途径之一。涂层将基体材料的韧性与涂层的减摩耐磨特性相结合,使原有基体性能大大提高。tin等氮化物单涂层自上世纪70年代成功应用于零件的表面改性后,成为目前应用最为广泛的涂层材料。
5、目前涂层的沉积方式有多种,其中磁控溅射与多弧离子镀是两种重要的沉积方式。磁控溅射沉积,是目前国际上广泛应用的一种脉冲非平衡磁控溅射方法,其优点是可以制备大面积、多组分、致密、高质量的涂层;多弧离子镀,是一种改进的真空电弧离子镀技术,通过外加磁场改善电弧放电状态,使弧斑细化并改善阴极靶的刻蚀情况,提高了束流的密度和定向性,减少熔滴密度,进一步提高了沉积速率、涂层质量以及附着性能。该方法沉积速度快、效率高、涂层均匀、涂层基体结合强度高。
6、由于硼化物涂层具备高硬度,高强度,化学性质稳定,耐热,耐磨损等优良特性,因此有望通过在零件表面制备硼化物涂层或通过金属表层的碳化处理来提高零件的耐磨性。
技术实现思路
1、本发明提供一种工程机械耐磨铲刀片及其制备方法,能够改善目前工程机械铲刀片的使用寿命和耐磨抗磨性能,提高工程机械的工作效率和使用寿命,降低工程机械的能源消耗和日常维护成本。
2、本发明的技术方案为:
3、第一方面,公开了一种工程机械耐磨铲刀片的制备方法,铲刀片零件材料经过轧制、淬火、高温回火后,采用离子镀方法进行表面渗碳处理,然后再通过磁控溅射方法沉积表面的w过渡层和wtitab硼化物梯度涂层。沉积时采用1个c离子镀靶,1个w磁控溅射靶和1个wtitab磁控溅射复合靶,具体包括以下步骤:
4、(1)铲刀片零件加工:轧制;
5、(2)铲刀片零件热处理:淬火→高温回火;
6、(3)零件表面处理:将零件依次放入酒精和丙酮中,超声清洗各30-40 min,去除表面杂质和其它附着物,干燥充分后放入pvd复合镀膜机,抽真空至5.0-5.5×10-3pa,加热至300-350 ℃,保温30-40 min;
7、(4)表面辉光清洗:通ar气,其压力为2.0-2.2 pa,温度280-300 ℃,打开偏压电源电压650-700 v,占空比0.3-0.4,表面辉光放电清洗30-40 min;
8、(5)表面离子清洗:偏压调至500-550 v,占空比0.3-0.4,ar气压1.2-1.5 pa,温度260-300 ℃,开启离子源,离子清洗20-25 min,开启电弧c靶电源,c靶电流100-110 a,离子轰击2-3 min;
9、(6)离子镀渗碳:c靶离子镀电源调为90-100 a,ar气压1.0-1.5 pa,基体偏压调至400-450 v,温度250-300 ℃,进行离子渗碳20-30 min;
10、(7)沉积w过渡层:ar气压调为0.9-1.0 pa,偏压降为300-330 v,沉积温度250-300℃,关闭c靶电流,打开w靶电流100-110 a,沉积w过渡层5-10 min;
11、(8)沉积wtitab硼化物梯度涂层:ar气压调为0.9-1.0 pa,偏压调为230 v,沉积温度230-250 ℃,关闭w靶电流,打开wtitab磁控溅射靶电流60 a,沉积wtitab复合层4-5min;其它参数不变,增加wtitab磁控溅射靶电流至65a,沉积wtitab复合层4-5 min;每间隔4-5 min,靶电流增加5 a,直至靶电流增至110 a,再沉积wtitab复合层4-5 min;
12、后处理:关闭各靶电源、离子源及气体源,涂层结束。
13、优选的,铲刀片零件基体材料为q345、q460、45钢、40cr中碳钢及其合金钢的一种。
14、优选的,步骤(6)中离子镀渗碳所使用的是c离子镀靶材,靶材所采用的c粉末颗粒直径为30-50 nm。
15、优选的,步骤(7)中沉积w过渡层所使用的是w磁控溅射靶材,靶材所采用的w粉末颗粒直径为50-70 nm。
16、优选的,步骤(8)中沉积wtitab硼化物梯度涂层所使用的是wtitab磁控溅射靶材,靶材所采用的粉末颗粒直径为60-100 nm。
17、优选的,步骤(8)中靶材所采用的粉末颗粒中wtitab,靶材各元素的原子百分比含量为:w:50-55at.%,ti:15-25at.%,ta:5-15at.%,b:10-20at.%。
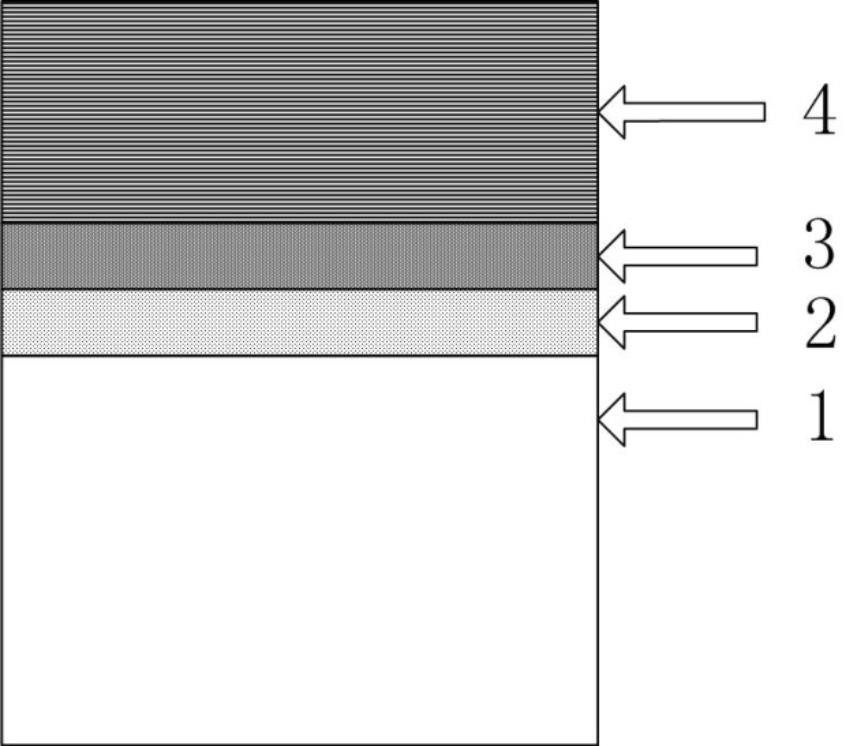
18、第二方面,公开了所述的制备方法制备的铲刀片,铲刀片零件在基体表面向外依次具有表面渗碳扩散层、w过渡层和wtitab硼化物梯度涂层。
19、本发明通过淬火及高温回火处理能够保证铲刀片零件芯部足够的韧性和抗冲击变形能力;通过零件表面离子渗碳处理,使碳原子渗入到工件内部,并随着深度的增加,碳原子的浓度逐渐减小,有利于形成高硬度和强度的硼化物梯度扩散层,从而为后续wtitab硼化物梯度涂层的制备提供强有力的支撑基体以及良好的结合性能;而通过制备w过渡层以及成分渐变的wtitab硼化物梯度涂层,可以减缓硼化物涂层与基体材料之间的性能差异,改善结构和性能上的匹配性能,增大硼化物涂层与铲刀片基体的结合力和硼化物涂层的耐冲击性能。同时,该wtitab硼化物梯度涂层中,w元素改善了涂层硬度和抗化学扩散性能,提高了涂层的抗氧化性能,ti元素提高了涂层的硬度和强度,ta元素提高了涂层的硬度、强度和抗压、耐磨、耐蚀性能。成分渐变的wtitab梯度硼化物涂层能够阻止表面硼化物涂层裂纹的扩展,成分梯变通过电流参数实现,改善铲刀片工件的物理性能和机械性能。
20、本发明与现有技术相比,具有以下有益效果:
21、本发明工程机械耐磨铲刀片及其制备方法,可增强硼化物涂层与铲刀片基体的附着性能1倍以上,减小工程机械工作过程中铲刀片的摩擦和磨损,表面硬度提高3倍以上,由于采用物理气相沉积技术进行渗碳和涂层处理,缩短传统渗碳热处理工艺时间95%以上,将普通铲刀片的平均使用寿命提高3倍以上,而且用最常用的、便宜的普通钢代替了价格昂贵的31si2crmob等特种合金钢,降低铲刀片的维护和保养成本70%以上。同时,由于该制备工艺温度可控制在350℃以下,不会导致铲刀片零件基体组织性能和表面尺寸变化,处理完后可直接装机使用。
本文地址:https://www.jishuxx.com/zhuanli/20240619/10486.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表