一种高强度薄壁管的制备方法与流程
- 国知局
- 2024-06-20 14:48:24
本发明涉及薄壁管制备,尤其是一种高强度薄壁管的制备方法。
背景技术:
1、薄壁管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成,材质分为普通管,合金管。按照用途分为结构用无缝钢管、输送用无缝钢管、锅炉用无缝钢管、锅炉用高压无缝钢管、化肥设备用高压无缝钢管、地质砖探用无缝钢管、石油砖探用无缝钢管、石油裂化用无缝钢管;船舶用无缝钢管、冷拔冷轧精密无缝钢管、各种合金管。
2、中国专利cn105107857a:公开了一种高强度纳米晶钢管的制备新方法,提供一种通过正玄曲线通道模具拉拔法,可以低成本获得较长尺寸高强度纳米晶钢管。设计的正玄曲线通道拉拔模具采用双层预应力套圈结构能够大幅度提高圆形通道模具强度,提高模具的使用寿命。采用的锡熔体充实钢管避免了管材在正玄曲线通道拉拔过程的横截面畸变,同时管材在两向应力下材料得到较好细化,使钢管的力学性能得到进一步提高,保证高密度的前提下兼有高的强度和良好的韧性。
3、中国专利cn105127218a:公开了高压纳米晶15crmog合金管材的制备新方法,可以低成本制备高强度薄壁管材代替厚壁管材使用,通过采用余玄曲线模具通道拉拔15crmog合金管材一次后可实现15crmog合金管材的剧烈塑性变形,最终累积大变形,获得高强度纳米晶15crmog合金管材。设计的圆形通道拉拔模具采用双层预应力套圈结构能够大幅度提高余玄曲线通道模具强度,提高模具的使用寿命。采用的锡熔体充实15crmog合金管材避免了管材在余玄曲线模具通道拉拔过程的横截面畸变,同时管材在两向应力下材料得到较好细化,使15crmog合金管材的力学性能得到进一步提高,保证高密度的前提下兼有高的强度和良好的韧性。
4、中国专利cn101418399b:gh4648合金无缝薄壁管材,采用一种镍基高铬,具有较高的抗氧化、耐热腐蚀性,较好的抗疲劳性能的gh4648合金轧制。针对gh4648合金无缝薄壁管材轧制工艺及热处理对管材组织性能影响等内容开展了大量系统的研究工作,确定了合理的轧管工艺及最佳热处理制度,测试了合金管材主要力学性能。结果表明gh4648合金无缝薄壁管材,有较好的组织稳定性,优良的抗氧化、抗腐蚀性能,满足了零件试制要求,适用于900℃以下工作的管路零件等。该合金管材已用于某发动机空-空换热器的制造,并通过发动机长期试车考核,可以稳定供货。
5、以上专利及现有技术制备的薄壁管,生产难度大,存在内外表面开裂、壁厚不均匀、直线度差、力学性能差等问题。
6、现有技术的淬火系统含有杂油,它不仅是细菌滋生的营养物,促使第一阶段细菌的生长,并伴随生成糖和蛋白质,促进第二阶段细菌的滋生。更有害的是,由于杂浮油等物质浮在溶液的表面,隔绝了氧气,为厌氧菌的生长创造了条件,经常伴随有难闻气味的生成,恶化了工作环境。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种高强度薄壁管的制备方法,通过乙酸镧与钢材表面的反应,改变了其微观结构,增加了其密度和硬度,从而提高了强度。
2、为了实现上述目的,本发明的技术方案如下:
3、一种高强度薄壁管的制备方法,其操作步骤为:
4、s1:将金属粉末送入熔炉熔炼,得到铸锭;
5、s2:铸锭出炉后,将加热设备温度降至740-750℃,保温5-10min;
6、s3:将铸锭浸入100-140℃含镧淬火剂中进行淬火后,取出铸锭放入空气中冷却至室温;
7、s4:步骤s3冷却的铸锭在430-450℃回火,保温50-100min;
8、s5:然后送入锥形辊穿孔机,穿孔后,经挤压、轧制、脱管定径,形成钢管;
9、s6:钢管经定径后,进入冷却塔中,通过喷水冷却,矫直、退火后,得到高强度薄壁管。
10、优选地,所述s1中金属粉末为10#、20#、35#、45#16mn、27simn、12cr1mov、10crmo910、15crmo、35crmo、40crmovnb、40cr5movsi、42cr2ni5mosi。
11、优选地,所述s1中熔炼的温度为1000-1200℃,时间为120-180min。
12、优选地,所述s5中挤压采用50mn挤压机,挤压比为7-8,挤压时采用电阻炉加热,加热温度为700-800℃,时间为120-160min。
13、优选地,所述s5中轧制为两次轧制,先采用两辊皮尔格轧机轧制,轧制变形量为43-45%,相对减壁量与相对减径量的比值为2-3;再采用三辊冷轧管机轧制,轧制变形量为40-41%,相对减壁量与相对减径量的比值为6-7。
14、优选地,所述s6中矫直采用六辊可逆矫直机对管材进行矫直,矫直后的管材直线度为0.8-1mm/1000mm。
15、优选地,所述s6中退火温度为500-550℃,时间为120-160min。
16、本发明的另一个方面,提供s3中所述含镧淬火剂的制备方法为:
17、m1:按照质量份数,将0.32-0.64份硝酸镧,0.18-0.36份硝酸锌,1.8-3.6份巯基乙酸,100-150份乙醇,加入搅拌釜中,40-50℃搅拌30-50min;
18、m2:在搅拌釜中再加入17-34份聚乙二醇二缩水甘油醚和0.01-0.2份2,5-二巯基噻唑,1-4份三乙胺,60-80℃搅拌30-100分钟;减压蒸馏除去乙醇,再加入100-150份聚乙烯醇,1000-1500份水,40-50℃搅拌30-50min;得到含镧淬火剂。
19、进一步的,所述的聚乙烯醇的分子量为16000-20000。
20、其中,上述含镧淬火剂的原理为:
21、巯基乙酸镧/锌配合物与聚乙二醇二缩水甘油醚发生巯基-环氧基加成反应;2,5-二巯基噻唑与聚乙二醇二缩水甘油醚发生巯基-环氧基加成反应;得到含乙酸镧/锌配合物,噻唑基团的聚乙二醇化合物;再加入聚乙烯醇,水得到含镧淬火剂。淬火后可以提高钢材的强度,萃取液也具有抗菌效果。
22、本发明的一种高强度薄壁管的制备方法,本发明与现有技术相比,具有以下显著效果:
23、1、本发明的乙酸镧通过与钢材表面的反应,改变了其微观结构,增加了其密度和硬度,从而提高了强度;另外,聚乙烯醇和聚乙二醇的加入可能为钢材提供了更好的保护层,减少了进一步的氧化或腐蚀;噻唑基团和镧系元素都具有抗菌活性;当这些成分释放到环境中时,它们可以抑制或杀死某些微生物,从而具有抗菌效果;
24、2、本发明制备的高强度薄壁管,具有管道内外表面光滑,壁厚均匀,直线度好;
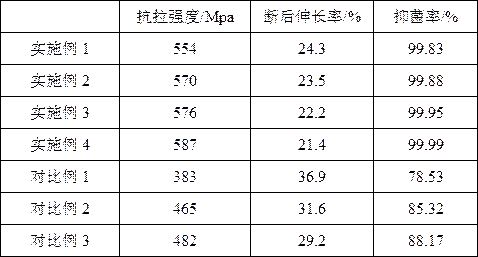
25、3、本发明制备的高强度薄壁管,抗拉强度587mpa、断后伸长率21.4%,具有优异的力学性能。
技术特征:1.一种高强度薄壁管的制备方法,其操作步骤为:
2.根据权利要求1所述的一种高强度薄壁管的制备方法,其特征在于:所述s1中金属粉末为10#、20#、35#、45#16mn、27simn、12cr1mov、10crmo910、15crmo、35crmo、40crmovnb、40cr5movsi、42cr2ni5mosi。
3.根据权利要求1所述的一种高强度薄壁管的制备方法,其特征在于:所述s1中熔炼的温度为1000-1200℃,时间为120-180min。
4.根据权利要求1所述的一种高强度薄壁管的制备方法,其特征在于:所述s1中含镧淬火剂的制备方法为:
5.根据权利要求4所述的一种高强度薄壁管的制备方法,其特征在于:所述聚乙烯醇的分子量为16000-20000。
6.根据权利要求1所述的一种高强度薄壁管的制备方法,其特征在于:所述s5中挤压采用50mn挤压机,挤压比为7-8,挤压时采用电阻炉加热,加热温度为700-800℃,时间为120-160min。
7.根据权利要求1所述的一种高强度薄壁管的制备方法,其特征在于:所述s5中轧制为两次轧制,先采用两辊皮尔格轧机轧制,轧制变形量为43-45%,相对减壁量与相对减径量的比值为2-3;再采用三辊冷轧管机轧制,轧制变形量为40-41%,相对减壁量与相对减径量的比值为6-7。
8.根据权利要求1所述的一种高强度薄壁管的制备方法,其特征在于:所述s6中矫直采用六辊可逆矫直机对管材进行矫直,矫直后的管材直线度为0.8-1mm/1000mm。
9.根据权利要求1所述的一种高强度薄壁管的制备方法,其特征在于:所述s6中退火温度为500-550℃,时间为120-160min。
10.根据权利要求1-9所述的一种高强度薄壁管的制备方法,其特征在于:所述高强度薄壁管的壁厚为0.3mm-1mm。
技术总结本发明涉及薄壁管制备技术领域,具体关于一种高强度薄壁管的制备方法;本方法中通过乙酸镧与钢材表面的反应,改变了其微观结构,增加了其密度和硬度,从而提高了强度;另外,聚乙烯醇和聚乙二醇的加入可能为钢材提供了更好的保护层,减少了进一步的氧化或腐蚀;噻唑基团和镧系元素都具有抗菌活性;当这些成分释放到环境中时,它们可以抑制或杀死某些微生物,从而具有抗菌效果;本发明制备的高强度薄壁管,具有管道内外表面光滑,壁厚均匀,直线度好;本发明制备的高强度薄壁管,抗拉强度587Mpa、断后伸长率21.4%,具有优异的力学性能。技术研发人员:项颂,姜毓受保护的技术使用者:浙江宝丰特材股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10983.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表