一种基于金属粉末融化的三维打印挤出结构的制作方法
- 国知局
- 2024-06-20 14:53:54
本发明涉及3d打印,具体而言,涉及一种基于金属粉末融化的三维打印挤出结构。
背景技术:
1、三维打印或增材制造是根据cad模型或数字三维模型构建一个三维物体。它可以在各种工艺中进行,材料在计算机控制下沉积、连接或凝固,材料被添加到一起(如塑料、液体或粉末颗粒被熔化)。
2、3d打印机是一种增材制造技术,即快速成形技术的一种机器,它是一种以数字模型文件为基础,通过材料一层层堆叠起来来制造三维的物体;而金属3d打印机最常用的方法是采用选择性激光烧结技术,通过激光将金属粉末在熔池内融化然后一层层堆叠起来,形成具有空间感的物体。
3、但是金属粉末的质地都比较坚硬,从开始加热到使其达到融化状态开始相互粘结需要的时间较长,因此导致成型速度慢、打印效率低,而且极易出现融化不均匀、不充分的情况,从而影响到打印质量,此外,现有的挤出结构多适用于线材类原材料的挤出,用于挤出金属粉末时极易出现堵塞、出粉不均匀等状况而影响到打印进程。
技术实现思路
1、本发明的目的是提供一种基于金属粉末融化的三维打印挤出结构,以解决上述问题。
2、为了实现上述目的,本发明提供了一种基于金属粉末融化的三维打印挤出结构,包括:3d打印机主体、打印平台、圆饼状底座、衔接柱、凹槽定位件、混合出粉部、螺旋挤出部、预热机构和导流机构;
3、所述打印平台设置在所述3d打印机主体内,所述圆饼状底座安装在所述3d打印机主体的内侧壁上并位于所述打印平台上方,所述衔接柱一端垂直连接于所述圆饼状底座,所述凹槽定位件的背部与所述衔接柱的另一端相连接,所述混合出粉部安装在所述3d打印机主体的顶部,所述螺旋挤出部设置在所述凹槽定位件上,所述预热机构设置在所述螺旋挤出部上,所述导流机构设置在所述预热机构上;
4、所述混合出粉部向所述3d打印机主体内延伸至所述螺旋挤出部的正上方,其中
5、驱动所述螺旋挤出部可产生剪切力并螺旋挤压金属粉末,以将金属粉末接续挤出;
6、所述导流机构适于将所述螺旋挤出部挤出的金属粉末扩散引开,以使金属粉末覆盖所述打印平台。
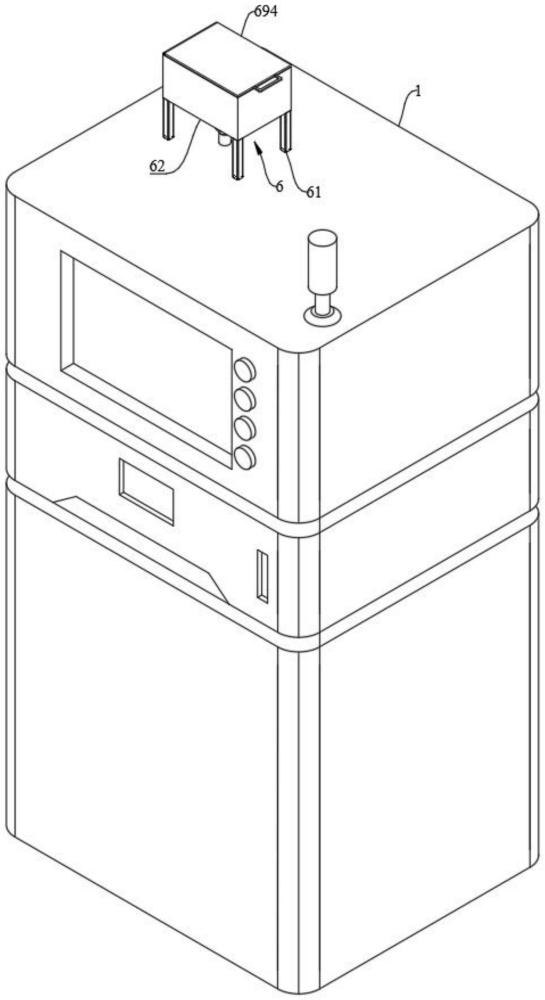
7、进一步地,所述混合出粉部包括支架、外围箱体、主存储盒、副存储盒、主出粉通道、侧出通道、纺锤状混合间、末端通道、定位板、第一微型电机、芯轴和叶片;
8、若干所述支架呈矩形状安装在所述3d打印机主体的顶部,所述外围箱体安装在若干所述支架上,所述主存储盒和所述副存储盒均安装在所述外围箱体内,所述主出粉通道和所述侧出通道的一端均贯穿所述外围箱体并分别接通所述主存储盒和所述副存储盒,所述纺锤状混合间接通所述主出粉通道和所述侧出通道的另一端,所述末端通道从下方与所述纺锤状混合间相连接,所述定位板安装在所述外围箱体的侧面,所述第一微型电机安装在所述定位板上,所述芯轴与所述第一微型电机的输出轴相连接并插入所述纺锤状混合间内,若干所述叶片均位于所述纺锤状混合间之内并圆周安装在所述芯轴上;
9、所述主存储盒和所述副存储盒内分别装有金属粉末和助熔剂。
10、进一步地,所述螺旋挤出部包括中心圆筒、底板、圆撑柱、顶板、第二微型电机、联轴器、挤出套筒、螺旋杆、入料管和漏斗;
11、所述中心圆筒安装在所述凹槽定位件上,所述底板安装在所述中心圆筒的顶部,若干所述圆撑柱阵列安装在所述底板上,所述顶板安装在若干所述圆撑柱上,所述第二微型电机倒置安装在所述顶板上,且所述第二微型电机的输出轴穿过所述顶板,所述联轴器安装在所述第二微型电机的输出轴上并位于所述底板和所述顶板之间,所述挤出套筒安装在所述中心圆筒的内壁上并向外延伸,所述螺旋杆设置在所述挤出套筒内并穿过所述底板与所述联轴器相连,所述入料管一端连通所述中心圆筒,所述漏斗安装在所述入料管的另一端;
12、所述漏斗位于所述末端通道的正下方。
13、进一步地,所述预热机构包括衔接套、电热丝和外护套;
14、所述衔接套安装在所述中心圆筒的底端,所述电热丝安装在所述挤出套筒上突出于所述中心圆筒的部位,所述外护套螺旋安装在所述衔接套上。
15、进一步地,所述导流机构包括悬固件、导向板、分隔片和侧引导片;
16、所述悬固件安装在所述外护套上,所述导向板连接于所述悬固件并朝向所述打印平台斜向下延伸,两个所述分隔片间隔安装在所述导向板上,两个所述侧引导片位于两个所述分隔片的两侧并呈外扩状安装在所述导向板上;
17、两个所述分隔片和两个所述侧引导片均处在所述挤出套筒的下方。
18、进一步地,所述预热机构还包括圆周开设在所述外护套上的若干通风孔;
19、所述螺旋挤出部还包括安装在所述挤出套筒顶端并紧贴于所述中心圆筒内壁的垫环;
20、所述电热丝呈缠绕状。
21、进一步地,所述挤出套筒的材质包括但不限于铜。
22、进一步地,所述混合出粉部还包括铰接在所述外围箱体上的顶盖以及安装在所述顶盖侧面的把手。
23、相对于现有技术,本发明具有以下有益效果:
24、1、该基于金属粉末融化的三维打印挤出结构通过设置圆饼状底座、衔接柱和凹槽定位件,实现了在不破坏3d打印机主体原有的内部结构以及功能的前提下以简易的方式形成了定位和安装基准,从而确保了该基于金属粉末融化的三维打印挤出结构能够成型;
25、2、该基于金属粉末融化的三维打印挤出结构通过混合出粉部能够同时排放金属粉末和助熔剂,并且能够将二者充分混合,从而使助熔剂均匀分布在金属粉末内,进而使金属粉末的熔点降低;
26、3、该基于金属粉末融化的三维打印挤出结构通过螺旋挤出部能够将混合出粉部外排的混合粉末全部接住,从而完善工作流程,同时,螺旋挤出部能够持续螺旋转动产生剪切力,从而确保顺畅地将混合粉末持续向下输送;
27、4、该基于金属粉末融化的三维打印挤出结构通过预热机构能够在螺旋挤出部输送混合粉末的过程中产生热量并持续向螺旋挤出部传递,从而使金属粉末升温,进而促使金属粉末能够更容易融化,此外,通过导流机构能够将螺旋挤出部输送出的粉末从多个方位散开,从而促使粉末以扩散状态继续下滑,进而确保将金属粉末均匀挤出至打印平台上;
28、5、该基于金属粉末融化的三维打印挤出结构有效改善了成型速度慢、金属粉末融化不均匀、不充分以及易堵塞和出粉不均匀的情况,大大缩短了融化金属粉末所需的时间,从而有效提高了打印效率和打印质量,很好地避免了打印进程受到影响。
技术特征:1.一种基于金属粉末融化的三维打印挤出结构,其特征在于,包括:3d打印机主体(1)、打印平台(2)、圆饼状底座(3)、衔接柱(4)、凹槽定位件(5)、混合出粉部(6)、螺旋挤出部(7)、预热机构(8)和导流机构(9);
2.如权利要求1所述的一种基于金属粉末融化的三维打印挤出结构,其特征在于,
3.如权利要求2所述的一种基于金属粉末融化的三维打印挤出结构,其特征在于,
4.如权利要求3所述的一种基于金属粉末融化的三维打印挤出结构,其特征在于,
5.如权利要求4所述的一种基于金属粉末融化的三维打印挤出结构,其特征在于,
6.如权利要求5所述的一种基于金属粉末融化的三维打印挤出结构,其特征在于,
7.如权利要求6所述的一种基于金属粉末融化的三维打印挤出结构,其特征在于,
8.如权利要求7所述的一种基于金属粉末融化的三维打印挤出结构,其特征在于,
技术总结本发明提供了一种基于金属粉末融化的三维打印挤出结构,包括:3D打印机主体、打印平台、圆饼状底座、衔接柱、凹槽定位件、混合出粉部、螺旋挤出部、预热机构和导流机构;所述打印平台设置在所述3D打印机主体内,所述圆饼状底座安装在所述3D打印机主体的内侧壁上并位于所述打印平台上方,所述衔接柱一端垂直连接于所述圆饼状底座,所述凹槽定位件的背部与所述衔接柱的另一端相连接,所述混合出粉部安装在所述3D打印机主体的顶部,所述螺旋挤出部设置在所述凹槽定位件上,所述预热机构设置在所述螺旋挤出部上,所述导流机构设置在所述预热机构上,有效改善了成型速度慢、金属粉末融化不均匀、不充分以及易堵塞和出粉不均匀的情况。技术研发人员:刘继泽,柯尊来,吴锡辉受保护的技术使用者:安徽欧冶智能制造有限责任公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11180.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表