钢点焊电极自动修磨装置的制作方法
- 国知局
- 2024-06-20 15:03:20
本技术涉及电极修磨,尤其涉及钢点焊电极自动修磨装置。
背景技术:
1、凸焊工艺作为点焊工艺中重要的一种焊接工艺,是连接螺母与冲压件之间重要的工艺方法,尤其在汽车等机械行业中广泛应用。
2、例如专利号为cn218984118u的一种点焊电极修磨器,包括底座、修磨机构和角度调节机构,修磨机构包括水平固定于所述底座上端一侧的调节轨座,所述调节轨座上端沿其长度方向滑动有滑座,所述滑座上端安装有修磨组件;角度调节机构包括垂直固定于所述底座上端另一侧的支撑调节架,所述支撑调节架内侧安装有可上下滑动调节的滑架,所述滑架一侧固定安装有用于夹持电极块h的夹持部件,上述文件仍存在不足,在使用时,通过转动第一手轮和第 一丝杆,并在直线滑轨的限位下带动滑座沿调节轨座的长度方向移动,从而根据电极块端部需要铣削的厚度调整铣刀与电极块之间的距离,相对于人工手动操作更加线性、平稳,可有效防止出现修磨偏斜的问题,然而,上述文件中的修磨器在使用过程中,需要等待刚电焊电极修磨完成后,需要进行拆卸固定后方能再次进行修磨,等待时间较长,在对大批量钢点焊电极进行修磨时,需要消耗较长的时间,对大批量的钢点焊电极进行修磨时修磨效率较低,同时,大批量的钢点焊电极进行修磨时需要工作人员在放置盒内抓起,钢点焊电极随意堆放工作人员在抓取时容易出现扎手的现象,在对钢点焊电极进行修磨时,不便于将钢点焊电极逐一输送到便于进行拿取的位置。
技术实现思路
1、本实用新型要解决上述现有技术存在对大批量的钢点焊电极进行修磨时修磨效率较低的问题,提供钢点焊电极自动修磨装置。
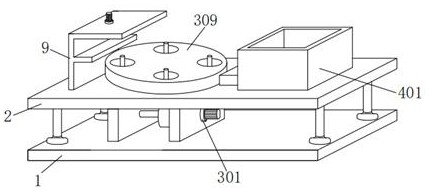
2、本实用新型解决其技术问题采用的技术方案:这种钢点焊电极自动修磨装置,包括底座和顶板,所述底座通过支柱与顶板固定相连,所述底座的上方设置有转动机构,所述顶板的下方设置有下料机构,所述顶板的上表面固接有支架,所述支架与螺杆两端的外壁均通过轴承转动相连,所述螺杆与外接动力源相连,所述螺杆的外壁螺纹连接有螺纹块,所述螺纹块的外壁固接有支板,所述支板的内部固接有第三电机。
3、为了进一步完善,所述转动机构包括第一电机和挡块,所述第一电机固接在底座的外壁,所述第一电机的输出轴固接有转杆,所述转杆两端的外壁均通过轴承与底座转动相连,所述转杆的外壁固接有残圆盘,所述残圆盘的外壁与方形板贴合,所述挡块的外壁与底座固定相连,所述方形板的上方固接有连杆,所述连杆的外壁与套筒滑动相连,所述套筒的外壁通过轴承与顶板转动相连,所述套筒的内部设置有弹簧,所述弹簧的两端分别与套筒和连杆固定相连,所述套筒的上端固接有转动盘。
4、进一步完善,所述下料机构包括料箱,所述料箱的外壁与顶板固定相连,所述料箱的下方固接有第二电机,所述第二电机的输出轴固接有整圆盘,所述整圆盘的表面固接有驱动杆,所述驱动杆的外壁与滑槽滑动相连,所述滑槽固接在推料板的表面,所述推料板的外壁与料箱滑动相连,所述料箱的左侧固接有下料管。
5、进一步完善,所述转动盘的内部固接有电动伸缩杆,所述电动伸缩杆的输出端固接有夹块,所述夹块与钢点焊电极的外壁贴合。
6、进一步完善,所述第三电机的输出轴安装有修磨刀。
7、进一步完善,所述顶板的上表面固接有料盒。
8、本实用新型有益的效果是:本实用新型,通过第一电机、转杆、残圆盘、方形板、挡块、连杆、套筒、弹簧和转动盘之间的配合,第一电机带动转杆转动,转杆带动残圆盘转动,残圆盘在转动时驱动方形板实现升降,方形板升降过程中发生转动,挡块使方形板每次转动九十度,方形板带动连杆转动,连杆带动套筒转动,套筒带动转动盘转动,使不同的钢点焊电极处于修磨刀的下方,进行修磨,不需要等待装卸的时间,对大批量的钢点焊电极进行修磨时修磨效率较高。
9、通过料箱、第二电机、整圆盘、驱动杆、滑槽、推料板和下料管之间的配合,第二电机带动整圆盘转动,整圆盘带动驱动杆转动,驱动杆驱动滑槽运动,滑槽带动推料板滑动,推料板将第一个钢点焊电极推起,钢点焊电极到达下料管处时沿着下料管进入到料盒的内部,便于工作人员拿取,单一的钢点焊电极避免出现扎手的现象,便于将钢点焊电极逐一输送到便于进行拿取的位置。
技术特征:1.钢点焊电极自动修磨装置,包括底座(1)和顶板(2),所述底座(1)通过支柱与顶板(2)固定相连,其特征是:所述底座(1)的上方设置有转动机构(3),所述顶板(2)的下方设置有下料机构(4),所述顶板(2)的上表面固接有支架(9),所述支架(9)与螺杆(10)两端的外壁均通过轴承转动相连,所述螺杆(10)与外接动力源相连,所述螺杆(10)的外壁螺纹连接有螺纹块(11),所述螺纹块(11)的外壁固接有支板(12),所述支板(12)的内部固接有第三电机(13)。
2.根据权利要求1所述的钢点焊电极自动修磨装置,其特征是:所述转动机构(3)包括第一电机(301)和挡块(305),所述第一电机(301)固接在底座(1)的外壁,所述第一电机(301)的输出轴固接有转杆(302),所述转杆(302)两端的外壁均通过轴承与底座(1)转动相连,所述转杆(302)的外壁固接有残圆盘(303),所述残圆盘(303)的外壁与方形板(304)贴合,所述挡块(305)的外壁与底座(1)固定相连,所述方形板(304)的上方固接有连杆(306),所述连杆(306)的外壁与套筒(307)滑动相连,所述套筒(307)的外壁通过轴承与顶板(2)转动相连,所述套筒(307)的内部设置有弹簧(308),所述弹簧(308)的两端分别与套筒(307)和连杆(306)固定相连,所述套筒(307)的上端固接有转动盘(309)。
3.根据权利要求1所述的钢点焊电极自动修磨装置,其特征是:所述下料机构(4)包括料箱(401),所述料箱(401)的外壁与顶板(2)固定相连,所述料箱(401)的下方固接有第二电机(402),所述第二电机(402)的输出轴固接有整圆盘(403),所述整圆盘(403)的表面固接有驱动杆(404),所述驱动杆(404)的外壁与滑槽(405)滑动相连,所述滑槽(405)固接在推料板(406)的表面,所述推料板(406)的外壁与料箱(401)滑动相连,所述料箱(401)的左侧固接有下料管(407)。
4.根据权利要求2所述的钢点焊电极自动修磨装置,其特征是:所述转动盘(309)的内部固接有电动伸缩杆(5),所述电动伸缩杆(5)的输出端固接有夹块(6),所述夹块(6)与钢点焊电极(7)的外壁贴合。
5.根据权利要求1所述的钢点焊电极自动修磨装置,其特征是:所述第三电机(13)的输出轴安装有修磨刀(14)。
6.根据权利要求1所述的钢点焊电极自动修磨装置,其特征是:所述顶板(2)的上表面固接有料盒(8)。
技术总结钢点焊电极自动修磨装置,包括底座和顶板,所述底座通过支柱与顶板固定相连,所述底座的上方设置有转动机构,所述顶板的下方设置有下料机构,所述顶板的上表面固接有支架,所述支架与螺杆两端的外壁均通过轴承转动相连,所述螺杆与外接动力源相连,所述螺杆的外壁螺纹连接有螺纹块,所述螺纹块的外壁固接有支板。第一电机带动转杆转动,转杆带动残圆盘转动,残圆盘在转动时驱动方形板实现升降,方形板升降过程中发生转动,挡块使方形板每次转动九十度,方形板带动连杆转动,连杆带动套筒转动,套筒带动转动盘转动,使不同的钢点焊电极处于修磨刀的下方,进行修磨,不需要等待装卸的时间,对大批量的钢点焊电极进行修磨时修磨效率较高。技术研发人员:孙永志,温海洋,孙海凤受保护的技术使用者:长春市莱利达科技有限责任公司技术研发日:20231107技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11433.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表