一种磨床砂轮修R角装置及方法与流程
- 国知局
- 2024-06-20 15:18:07
本发明涉及磨床,尤其涉及一种磨床砂轮修r角装置及方法。
背景技术:
1、砂轮是用磨料和结合剂等制成的中心有通孔的圆形固结磨具,是磨削加工中最主要的一类磨具。砂轮的r角是指砂轮工作面上两条切削线的夹角。在砂轮磨削工件时,切削线与工件表面的夹角称为r角。r角的大小会影响砂轮与工件之间的磨削效果和磨削质量。通常情况下,砂轮的r角应根据具体的磨削要求和工件材料来确定。较小的r角可以提高砂轮的切削效率和磨削精度,适用于对表面精度要求高的工件;而较大的r角则适用于对磨削效率要求高的情况。在砂轮使用过程中,由于不断地与工件接触和磨削,砂轮工作面会逐渐磨损。磨损会导致r角变化,影响砂轮的磨削效果和加工质量。
2、砂轮在工作过程中可能会受到外力冲击或温度变化等因素的影响,导致其形状发生变化。如果砂轮的形状发生变化,r角也会相应改变,影响砂轮的磨削精度和效率。另外,对于一些对磨削精度要求较高的工件,砂轮的r角需要保持在一定的范围内才能保证加工质量,定期修理砂轮的r角可以确保砂轮在磨削过程中能够满足精度要求。有一些零件需要修r角或者r面,就必须先对砂轮进行修整加工,要把砂轮的端面加工到需要的r角,才能够对产品进行加工,数控磨床可以通过机床程序实现,而普通磨床通常都是操作者手拿金刚笔对砂轮进行修磨。砂轮r角尺寸的准确性直接影响到产品的r角,砂轮修r角是对操作者的技能要求很高的工作,只有一些经验丰富的老师傅才能够胜任,而且需要花费的时间较长。同时,用手拿金刚笔修砂轮也存在安全风险。
技术实现思路
1、有鉴于此,本发明提出了一种磨床砂轮修r角装置及方法,通过设置第一调节组件、转轴与第二调节组件,以调整r角相应弧线的圆心位置与圆心半径,从而保证砂轮修r作业的准确度,同时提高作业效率。
2、本发明的技术方案是这样实现的:
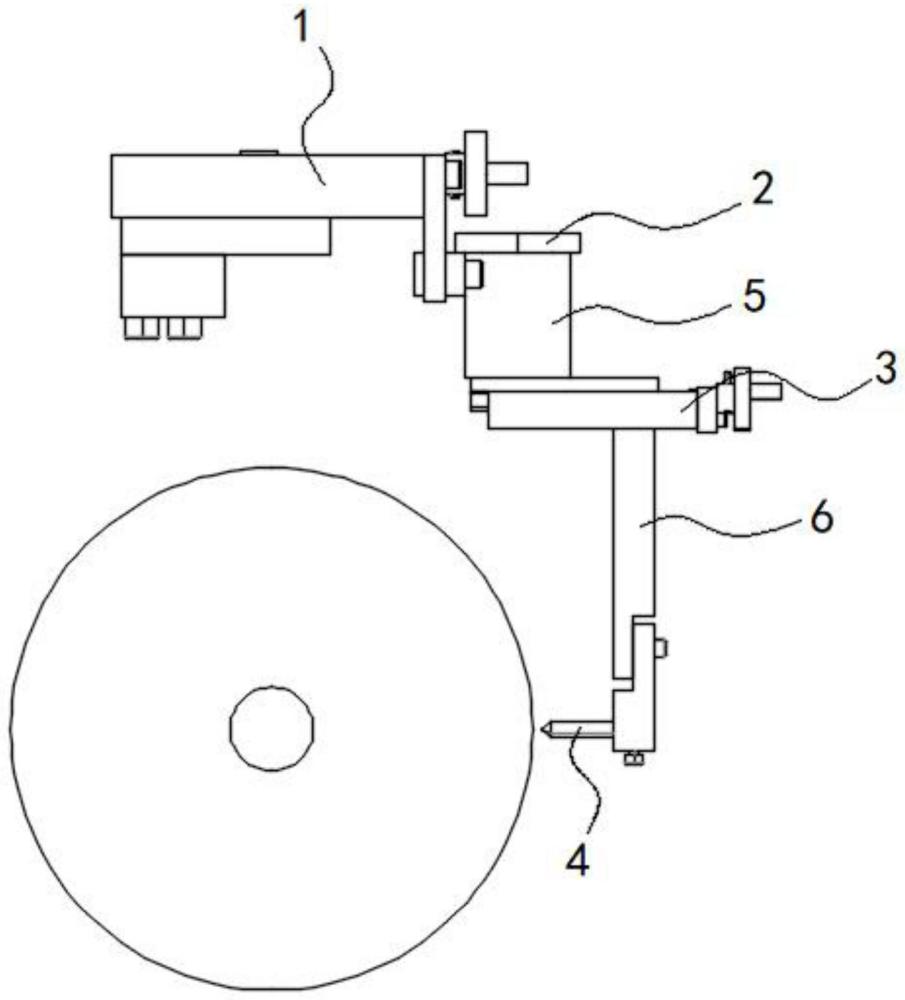
3、一方面,本发明提供了一种磨床砂轮修r角装置,包括第一调节组件、转轴、第二调节组件与金刚笔,其中,
4、第一调节组件设置在磨床上,所述第一调节组件包括第一活动端,所述第一活动端可沿一次调节线移动,所述一次调节线为平行于砂轮所在平面的直线;
5、转轴可旋转地设置于第一活动端上,所述转轴的轴心与一次调节线相互垂直,且位于砂轮所在平面上,所述第一活动端用于调整中间间距,所述中间间距为转轴轴心延长线到砂轮轴心的最短间距;
6、第二调节组件设置在转轴上,所述第二调节组件包括第二活动端,所述第二活动端可沿二次调节线移动,所述二次调节线为垂直于转轴轴心的直线;
7、金刚笔设置在第二活动端上,所述金刚笔包括远离第二活动端的修角端,所述修角端用于修整砂轮,所述金刚笔的轴心与二次调节线平行,且金刚笔轴心的延长线与砂轮的轴心相交,所述第二活动端用于调整修角间距,所述修角间距为转轴轴心延长线到金刚笔修角端的最短间距。
8、在以上技术方案的基础上,优选的,还包括连接组件,所述连接组件设置在第一活动端上,所述转轴与连接组件活动连接。
9、进一步优选的,所述连接组件包括连接板与安装座,其中,
10、连接板固定在第一活动端上,所述连接板上开设有一字口;
11、安装座通过螺栓与一字口固定在连接板上,所述转轴贯穿安装座,并可相对于安装座旋转,所述安装座可通过一字口调整与连接板的相对位置,以改变转轴延长线与砂轮边沿交点的位置。
12、在以上技术方案的基础上,优选的,所述第一调节组件包括第一固定座、第一连接件与第一丝杆,其中,
13、第一固定座固定在磨床上;
14、第一连接件与第一固定座滑动连接,所述第一固定座延伸至第一连接件的内部;
15、第一丝杆活动设置在第一连接件上,所述第一丝杆可绕轴心相对于第一连接件进行旋转,所述第一丝杆贯穿第一固定座,并与所述第一固定座螺纹连接。
16、在以上技术方案的基础上,优选的,所述第二调节组件包括第二固定座、第二连接件与第二丝杆,其中,
17、第二固定座固定在转轴的端部;
18、第二连接件与第二固定座滑动连接,所述第二固定座延伸至第一连接件的内部;
19、第二丝杆活动设置在第二连接件上,所述第二丝杆可绕轴心相对于第二连接件进行旋转,所述第二丝杆贯穿第二固定座,并与所述第二固定座螺纹连接。
20、在以上技术方案的基础上,优选的,还包括微调组件,所述微调组件设置在第二活动端上,所述微调组件用于连接第二活动端与金刚笔,所述微调组件用于调整金刚笔与第二活动端的相对位置,以使金刚笔轴心延长线与砂轮的轴心相交。
21、进一步优选的,所述微调组件包括横臂与笔座,其中,
22、横臂固定在第二活动端上;
23、笔座与横臂相对固定,所述金刚笔固定在笔座上,且金刚笔朝向砂轮的轴心,所述笔座上开设有腰圆孔,并通过腰圆孔与螺栓连接横臂,以使笔座可通过腰圆孔调整与横臂的相对位置。
24、进一步优选的,所述第一连接件上开设有燕尾槽,所述第一固定座的一侧延伸至燕尾槽中,并与第一连接件通过燕尾槽配合滑动。
25、进一步优选的,所述第二连接件上开设有燕尾槽,所述第二固定座的一侧延伸至燕尾槽中,并与第二连接件通过燕尾槽配合滑动。
26、另一方面,本发明提供了一种磨床砂轮修r角方法,基于上述的磨床砂轮修r角装置实现,所述方法包括以下步骤:
27、s1设定修角端的初始位置;
28、s2设置r角参数,所述r角参数包括圆弧边圆心到砂轮轴心的距离、圆弧边半径;
29、s3在一次调整线上调整第一活动端的位置,使中间间距等于圆弧边圆心到砂轮轴心的距离;
30、s4根据修角端的初始位置与r角参数,获得给进长度,所述给进长度为修角端到圆弧边的距离;
31、s5使砂轮旋转,并往复转动转轴,同时,在二次调整线上逐步调整第二活动端的位置,直至修角端在初始位置的基础上移动给进长度。
32、本发明的磨床砂轮修r角装置及方法相对于现有技术具有以下有益效果:
33、(1)设置第一调节组件、转轴与第二调节组件,通过第一调节组件,使转轴的轴心与圆弧对应的圆心位于同一直线上,转轴的旋转,即可相当于以该圆心进行画圆运动,通过第二调节组件上的第二活动端来调整修整过程中,相应圆弧的半径,从而通过圆弧圆心位置与圆弧所在圆半径,以进行高精度的打磨修整作业,避免了人工修r的误差,提高了修r作业的便捷度;
34、(2)设置连接组件,用以调整转轴延长线与砂轮边沿交点的位置,转轴延长线与砂轮轴心最短连线的交点即为弧线上某一对应圆弧的圆心,设置的连接组件可对该圆心的位置进行微调,即转轴延长线在砂轮的厚度方向上的位置,进而适应不同砂轮修r需求,增多可适用的场景;
35、(3)设置微调组件,其配合第一调节组件与连接组件,一次调节线的调节方向作为x轴,与之垂直的微调组件调节方向作为y轴,而设置的连接组件微调方向作为z轴,可在修r作业之前,通过三维坐标系进行金刚笔的位置调整,确保修整精度与准确性。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11806.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。