一种高强度耐高温合金紧固件及其制备方法与流程
- 国知局
- 2024-06-20 15:19:16
本发明涉及紧固件材料领域,特别涉及一种高强度耐高温合金紧固件及其制备方法。
背景技术:
1、紧固件在机械构件中起到联接、定位和密封等作用。随着各类机械、设备、建筑工程的不断大型化,以及功率、转速的不断提高、应用环境的不断变化,紧固件零件的工作条件更加恶劣,因此,对紧固件的要求日益增加。
2、不锈钢紧固件综合性能较好,是应用最广泛的紧固件材料之一。然而在一些应用环境较为恶劣或是要求较为严格的特殊场景下,如航空设备、飞行设备、发动机、航海设备等,对于紧固件的耐磨性能、耐高温性能、强度、耐腐蚀性能均具有更高的要求,而常规的不锈钢紧固件往往难以满足使用需求。
3、通过对成分的优化、工艺的改进等,能够提升不锈钢紧固件的耐腐蚀性能、强度等,例如专利cn102260830b公开的一种高强度紧固件的加工方法及热处理工艺,其通过调整材料配合和制备工艺,能够提高钢基紧固件的强度和韧性,但其对于耐磨性能、耐高温性能并为进行可靠的改善。稀土等元素能够有效提升钢材料的综合性能,例如专利cn116497288b公开的一种稀土复合添加的耐候钢紧固件及其制备方法。但由于稀土密度通常低于钢液,加入钢液中容易漂浮于钢渣表面或是被钢渣裹住导致烧损,且稀土添加量较少,其在钢液中也难以均匀分散,这些问题导致此类元素往往难以发挥其补强效果。
4、通过在紧固件表面形成保护涂层,如激光熔覆层,能够有效改善紧固件的表面性能,例如专利cn111876634a一种用于紧固件防腐的粉末合金材料及激光熔覆层的制备方法,其通过形成镍基激光熔覆层,能够显著改善紧固件的耐海洋环境腐蚀、抗氢脆性能,提高紧固件的安全性,并延长其使用寿命。专利cn116770038a公开的一种高性能紧固件的制备方法及紧固件,利用激光熔覆在紧固件基体上形成熔覆层,能够显著提升紧固件的表面硬度和耐磨性能。
5、激光熔覆镍基涂层能够显著提升合金材料的表面强度、耐腐蚀性、硬度(袁庆龙,冯旭东,曹晶晶,等.激光熔覆镍基合金涂层微观组织研究[j].中国激光,2010(8):5.doi:cnki:sun:jjzz.0.2010-08-038.),为了进一步提高其强度、耐磨性能等指标,可在镍基涂层中添加陶瓷颗粒,例如在镍基粉中直接添加tic颗粒以形成tic增强镍基熔覆层(王志东,张佳豪,王明静,等.激光熔覆tic增强镍基熔覆层的微观组织与耐磨性研究[j].矿冶工程,2023,43(1):137-140.),tic具有高熔点、超硬、化学稳定性、高耐磨性,理论上能够大幅度提高镍基熔覆层的耐磨性能和强度,然而tic粉与镍粉表面性质、密度等差异,两者物理上的均匀混合较难实现,且由于tic与基体、镍的润湿性差,tic等陶瓷颗粒往往难以在熔覆层中弥散均匀,导致其真正发挥的效果与理论相差较大。
6、所以,现在有必要对现有技术进行改进,以提供更可靠的方案。
技术实现思路
1、本发明所要解决的技术问题在于针对上述现有技术中的不足,提供一种高强度耐高温合金紧固件及其制备方法。
2、为解决上述技术问题,本发明采用的技术方案是:一种高强度耐高温合金紧固件的制备方法,包括以下步骤:
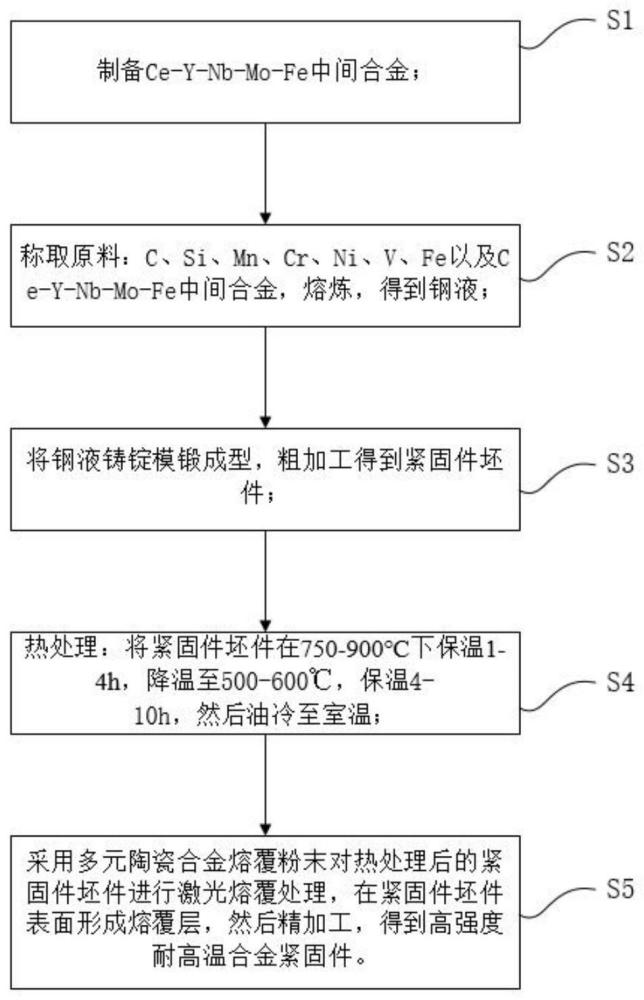
3、s1、制备ce-y-nb-mo-fe中间合金:
4、将ce粉、y粉、fenb60粉、mo粉、fe粉加入真空感应加热熔炼炉内,抽真空,然后通入氩气至0.05-0.3mpa,1450-1700℃下熔炼30-90min,降温至650-850℃,保温5-30min,然后以10-30℃/min的降温速率冷却至室温,得到ce-y-nb-mo-fe中间合金;
5、所述ce-y-nb-mo-fe中间合金的成分按质量百分比计包括:
6、ce:1.5-8.1%,y:0.9-5.7%,nb:0.45-1.26%,mo:4.5-18.3%,余量为fe及不可避免的杂质元素;
7、s2、称取原料:c、si、mn、cr、ni、v、fe以及ce-y-nb-mo-fe中间合金,熔炼,得到钢液;
8、s3、将钢液铸锭模锻成型,粗加工得到紧固件坯件;
9、s4、热处理;
10、s5、采用多元陶瓷合金熔覆粉末对热处理后的紧固件坯件进行激光熔覆处理,在紧固件坯件表面形成熔覆层,然后精加工,得到高强度耐高温合金紧固件。
11、优选的是,所述紧固件坯件的成分按质量百分比计包括:
12、c:0.27-0.42%,si:0.15-0.36%,mn:0.53-0.82%,cr:1.77-3.92%,ni:4.75-8.93%,mo:0.22-0.69%,v:0.20-0.45%,ce:0.096-0.288%,y:0.066-0.198%,nb:0.017-0.051%,余量为fe及不可避免的杂质元素。
13、优选的是,所述的高强度耐高温合金紧固件的制备方法包括以下步骤:
14、s1、制备ce-y-nb-mo-fe中间合金;
15、将ce粉、y粉、fenb60粉、mo粉、fe粉加入真空感应加热熔炼炉内,抽真空,然后通入氩气至0.05-0.3mpa,1450-1700℃下熔炼30-90min,降温至650-850℃,保温5-30min,然后以10-30℃/min的降温速率冷却至室温,得到ce-y-nb-mo-fe中间合金;
16、所述ce-y-nb-mo-fe中间合金的成分按质量百分比计包括下:
17、ce:1.5-8.1%,y:0.9-5.7%,nb:0.45-1.26%,mo:4.5-18.3%,余量为fe及不可避免的杂质元素;
18、s2、称取原料:c、si、mn、cr、ni、v、fe以及ce-y-nb-mo-fe中间合金,加入电熔炉内,在1500-1620℃下熔炼30-60min,lf炉外精炼,精炼温度为1630-1680℃,精炼时间为5-30min,vd真空脱气,得到钢液;
19、s3、将钢液浇铸,所得铸锭在1000~1150℃进行锻打,在900-950℃终锻成型,锻后空冷至300~350℃保温4-10h,得到紧固件坯件;
20、s4、热处理:将紧固件坯件在750-900℃下保温1-4h,降温至500-600℃,保温4-10h,然后油冷至室温;
21、s5、采用多元陶瓷合金熔覆粉末对热处理后的紧固件坯件进行激光熔覆处理,在紧固件坯件表面形成厚度为400-800μm的熔覆层,然后精加工,得到高强度耐高温合金紧固件。
22、优选的是,步骤s1具体为:将ce粉、y粉、fenb60粉、mo粉、fe粉加入真空感应加热熔炼炉内,抽真空至5pa,然后通入氩气至0.15mpa,1650℃下熔炼45min,降温至700℃,保温20min,然后以20℃/min的降温速率冷却至室温,得到ce-y-nb-mo-fe中间合金。
23、优选的是,所述ce-y-nb-mo-fe中间合金的成分按质量百分比计包括下:
24、ce:4.8%,y:3.3%,nb:0.85%,mo:11.4%,余量为fe及不可避免的杂质元素;
25、步骤s2的熔炼过程中,所述ce-y-nb-mo-fe中间合金的添加量为总原料质量的2-6%。
26、优选的是,所述紧固件坯件的成分按质量百分比计包括:
27、c:0.36%,si:0.21%,mn:0.65%,cr:2.33%,ni:6.52%,v:0.35%,mo:0.57%,ce:0.24%,y:0.165%,nb:0.0425%,余量为fe及不可避免的杂质元素。
28、优选的是,所述多元陶瓷合金熔覆粉末通过以下方法制备得到:
29、s5-1、制备g-c3n4;
30、s5-2、以g-c3n4、钛酸丁酯、乙酸铁为原料,通过混合煅烧制备复合氧化物粉末g-c3n4-tifeo;
31、s5-3、通过热还原法,利用复合氧化物粉末g-c3n4-tifeo制备陶瓷合金复合物ti(c,n)@fe:
32、s5-4、通过化学镀工艺,在ti(c,n)@fe表面包覆niwcob多元合金层,制备得到多元陶瓷合金粉末niwcob@ti(c,n)@fe;
33、s5-5、将多元陶瓷合金粉末与镍粉混合均匀,得到多元陶瓷合金熔覆粉末。
34、优选的是,所述多元陶瓷合金熔覆粉末通过以下方法制备得到:
35、s5-1、将尿素置于马弗炉中,以5-10℃/min升温至580-700℃,煅烧条件2-6h,得到g-c3n4;
36、s5-2、取1.25-3.23g g-c3n4、0.0155-0.07mol钛酸丁酯、0.113-0.45mol乙酸铁混合研磨45-90min,所得混合物在550-680℃下煅烧1-4h,冷却至室温,产物磨粉,得到复合氧化物粉末g-c3n4-tifeo;
37、s5-3、将复合氧化物粉末g-c3n4-tifeo加入管式真空炉中,在氢气气氛中、920-1100℃下反应1-5h,冷却至室温,磨粉,得到陶瓷合金复合物ti(c,n)@fe;
38、s5-4、通过化学镀工艺,在ti(c,n)@fe表面包覆niwcob多元合金层,制备得到多元陶瓷合金粉末niwcob@ti(c,n)@fe:
39、s5-4-1、将步骤s5-3制备的陶瓷合金复合物ti(c,n)@fe用质量分数为2-10%的盐酸溶液洗涤,然后用去离子水洗涤至中性,再用乙醇洗涤,烘干;
40、s5-4-2、将步骤s5-4-1预处理后的陶瓷合金复合物ti(c,n)@fe加入7-23g/l的sncl2溶液中处理5-20min,取出用去离子水洗净后加入多元镀液中,搅拌4-15min后升温至65-77℃,控制多元镀液的ph值为10-11,施镀30-90min,结束后静置2-10min,抽滤,固体产物用去离子水洗涤,干燥,磨粉,得到多元陶瓷合金粉末niwcob@ti(c,n)@fe;
41、其中,每1l多元镀液中陶瓷合金复合物ti(c,n)@fe的加入量为8-30g;
42、其中,所述多元镀液的组分包括:22-40g/l硫酸镍、3-18g/l钨酸钠、5-20g/l硫酸钴、1-5g/l四硼酸钠、2-10g/l硼氢化钠、5-25g/l柠檬酸钠、5-20g/l氯化铵、edta 10-30g/l;
43、s5-5、按照多元陶瓷合金粉末:镍粉的质量比为0.5-4.5:10的比例,将多元陶瓷合金粉末和镍粉混合,氩气保护下球磨1-5h,得到多元陶瓷合金熔覆粉末。
44、优选的是,步骤s5中的激光熔覆处理的工艺参数为:熔覆用热源为功率2.5-5.0kw的光纤激光器,激光束焦点光斑直径为为1.0-4.5mm,扫描速率为3-15mm/s,使用气动同步送粉器进行送粉,送粉量为30-100g/min,送粉器使用氮气进行送粉,氮气送气量为5-20l/min,使用氩气对熔池进行保护,氩气送气量为10-30l/min。
45、本发明还提供一种高强度耐高温合金紧固件,其通过如上所述的方法制备得到。
46、本发明的有益效果是:
47、本发明第一方面,通过成分的优化调整,在钢中加入ce、y、nb、mo、cr、ni等元素,能够有效提高制备的紧固件的强度、耐热性能;
48、本发明第二方面,通过预先制备成分稳定的ce-y-nb-mo-fe中间合金向紧固件基体中引入ce、y、nb、mo等元素,能够有效解决稀土元素ce、y熔炼过程中易损耗、微量元素nb难以弥散均匀等问题;
49、本发明第三方面,通过采用自制的多元陶瓷合金熔覆粉末对紧固件进行激光熔覆处理,在紧固件表面形成熔覆层,能够显著提高其表面强度、高温硬度及耐磨性能;
50、本发明的多元陶瓷合金熔覆粉中,niwcob包覆改变了陶瓷颗粒的表面状态,增大了陶瓷颗粒与镍基粉之间的润湿性,促使陶瓷颗粒能够弥散均匀到熔覆层中,且减小了多元陶瓷合金粉末与镍基粉之间的热膨胀性能差异,使熔覆层中热应力和裂纹倾向得以减少。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11851.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。