局部加压装置、成形机及成形方法与流程
- 国知局
- 2024-06-20 15:36:23
本发明涉及对模具的内部的成形材料进行局部加压的局部加压装置、包含该局部加压装置的成形机、进行局部加压的成形方法。成形机例如是成形金属的压铸机或成形树脂的注射成形机。
背景技术:
1、在压铸法等的成形方法中,已知有进行所谓的局部加压的技术(例如下述专利文献1~4)。在该技术中,向模具的内部(由模具构成的空间,以下同样)填充了成形材料后,通过插通于模具上的加压销按压成形材料。由此,例如可减少由成形材料的凝固收缩而引起的缩孔。
2、在向模具的内部填充成形材料时,加压销在其行程的后退极限(与模具的内部相反侧的驱动极限)处待机。由此,在填充后,使加压销前进而对成形材料进行加压时,可以将其前进距离能取得的最大值作为加压销的行程。即,可以最大限度地利用加压销的行程。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2008-142758号公报
6、专利文献2:日本特开2016-87638号公报
7、专利文献3:日本特开2005-334977号公报
8、专利文献4:日本特开平4-94854号公报
9、发明要解决的课题
10、加压销的使用方式会影响成形材料的质量。例如,若加压销开始前进的时刻过早,则成形材料不会产生塑性流动,不能得到充分的加压效果。另外,若开始前进的时刻较晚,则加压销因成形材料的凝固而不会被压入足够的深度,仍然不能得到充分的加压效果。因此,期待能够适当地使用加压部件(加压销)的局部加压装置、成形机及成形方法。
技术实现思路
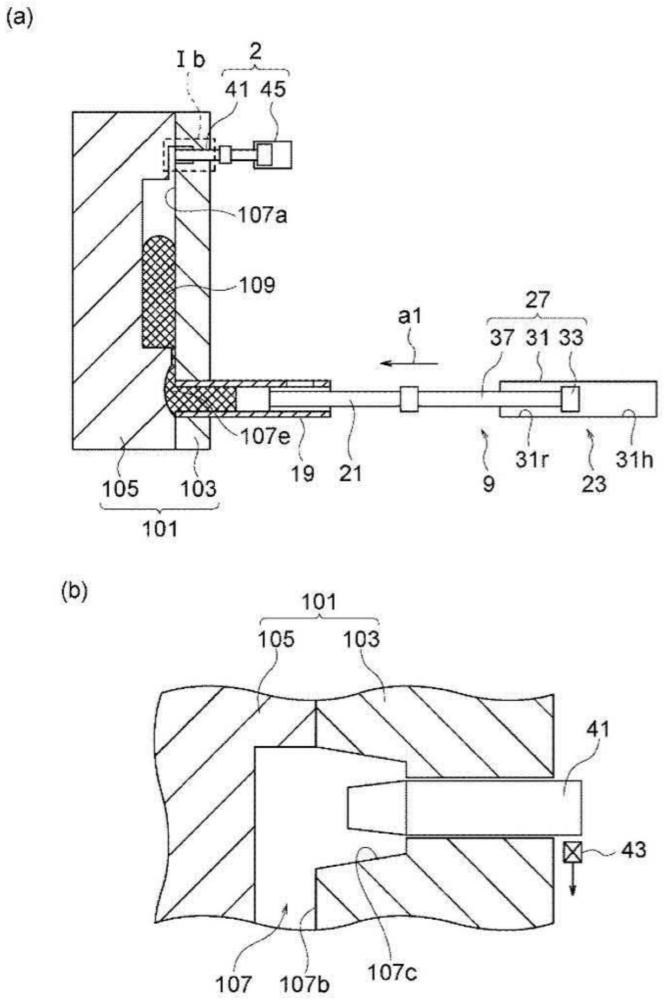
1、本发明的一方式的局部加压装置具有:加压部件,其前端露出于模具的内部;以及驱动部,其向所述加压部件施加向前方的力。所述加压部件在成形材料到达所述加压部件位置时位于后退极限的前方的初始位置,被所述成形材料推压而从所述初始位置后退。
2、本发明的一方式的成形机(成型机)具有上述局部加压装置、进行所述模具的开闭及合模的合模装置、及向所述模具的内部注射所述成形材料的注射装置。
3、本发明的一方式的成形方法(成型方法)具有:向模具的内部注射成形材料的注射步骤;和使前端露出于所述模具的内部的加压部件前进而对所述模具的内部的所述成形材料进行加压的局部加压步骤。所述加压部件在所述成形材料到达所述加压部件的位置时位于后退极限的前方的初始位置,被所述成形材料推压而从所述初始位置后退。
4、发明效果
5、根据上述结构或步骤,能够利用加压部件的后退适当地使用加压部件。例如,通过加压部件的后退,能够吸收成形材料填充到模具的内部时产生的冲击压力。另外,例如,基于加压部件的后退检测成形材料到达加压部件,能够适当地确定加压部件开始前进的时刻。
技术特征:1.一种局部加压装置,具有:
2.如权利要求1所述的局部加压装置,其中,
3.如权利要求1或2所述的局部加压装置,还具有:
4.如权利要求3所述的局部加压装置,其中,
5.如权利要求1~4中任一项所述的局部加压装置,其中,
6.如权利要求1~5中任一项所述的局部加压装置,其中,
7.如权利要求1~6中任一项所述的局部加压装置,其中,
8.如权利要求1~7中任一项所述的局部加压装置,其中,
9.如权利要求1~6中任一项所述的局部加压装置,其中,
10.如权利要求1~6中任一项所述的局部加压装置,其中,
11.权利要求1~6中任一项所述的局部加压装置,其中,
12.如权利要求1~11中任一项所述的局部加压装置,其中,
13.一种成形机,具有:
14.一种成形方法,具有:
技术总结本发明的局部加压装置(2)具有:加压部件(41),其前端露出于金属模(101)的空间(107);驱动部(45),其对加压部件(41)施加向前方的力。加压部件(41)在熔融液到达加压部件(41)的位置时位于后退极限的前方的初始位置,被熔融液推压而从初始位置后退。技术研发人员:吉田浩,辻真,野田三郎受保护的技术使用者:芝浦机械株式会社技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240619/12256.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表