陶瓷螺纹元件及其制备方法和应用与流程
- 国知局
- 2024-06-20 12:30:22
本发明涉及电池浆料制备,尤其是涉及一种陶瓷螺纹元件及其制备方法和应用。
背景技术:
1、随着电动汽车和便携式设备的需求不断增加,对高安全性和高能量密度的储能设备的追求,促进了高固含锂电池浆料的发展。高固含量浆料对设备的损耗较高,因为固含量越高,设备磨损量越大。螺杆泵具有优秀的混合分散和输送能力,能够持续不断的供料,因而特别适合应用于锂电池正负极浆料的配制。现有技术中,螺杆泵设备主要采用金属件,在混料和供料过程中高固含浆料对金属材质的螺杆泵磨损严重,磨损后的金属粉末进入电池浆料内部,影响电池的性能。
2、现有技术中,螺杆泵中的螺杆一般是由螺体、螺旋块以及剪切块组成的一体螺杆,在使用过程中会产生磨损,而且各个部位的磨损程度不一致,螺杆磨损会导致浆料的混合分散效果变差,因此,局部磨损的螺杆也需要整根更换,生产成本高,效率低。
3、有鉴于此,特提出本发明。
技术实现思路
1、本发明的目的之一在于提供一种陶瓷螺纹元件的制备方法,以解决现有技术中上述技术问题中的至少一种。
2、本发明的目的之二在于提供一种陶瓷螺纹元件。
3、本发明的目的之三在于提供一种陶瓷螺纹元件的应用。
4、为了实现本发明的上述目的,特采用以下技术方案:
5、本发明第一方面提供了一种陶瓷螺纹元件,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%、任选的氧化钇2-6wt.%和任选的氧化铈8-16wt.%。
6、进一步地,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%和氧化钇5.0-5.4wt.%。
7、进一步地,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%和氧化铈8-15wt.%。
8、进一步地,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%、氧化钇2.5-3wt.%和氧化铈8-9wt.%。
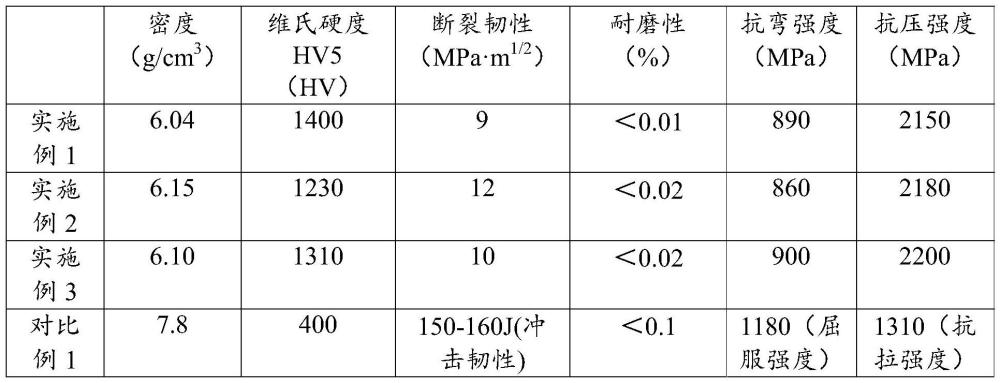
9、进一步地,密度≥6.0g/cm3,维氏硬度≥1200hv。
10、优选地,抗弯强度≥850mpa,抗压强度≥2100mpa,断裂韧性≥9mpa˙m1/2。
11、本发明第二方面提供了所述的陶瓷螺纹元件的制备方法,包括以下步骤:
12、a、将原料粉体装入模具中振实,振实后转移至等静压设备进行等静压成型,得到成型件;
13、b、将所述成型件进行粗加工形成外螺纹得到陶瓷螺纹元件生坯;继续将生坯进行高温烧结,最后进行精加工得到所述陶瓷螺纹元件。
14、进一步地,所述精加工过程包括按先后顺序的内外圆磨、内花键齿加工、外螺纹加工、平面磨加工和抛光;
15、或,
16、所述精加工过程包括按先后顺序的内外圆磨、外螺纹加工、内花键齿加工、平面磨加工和抛光。
17、进一步地,步骤a中,所述振实的频率为15-30hz。
18、优选地,步骤a中,等静压成型的压力为150-300mpa,保压时间为3-10mins。
19、进一步地,步骤b中,所述高温烧结的温度为1450-1600℃,时间为2-6h;
20、优选地,所述高温烧结的升温速率为0.1-2℃/min。
21、本发明第三方面提供了所述的陶瓷螺纹元件在螺杆泵中的应用。
22、与现有技术相比,本发明至少具有如下有益效果:
23、本发明提供的陶瓷螺纹元件,采用全陶瓷材质,提高了螺纹元件的硬度和强度,耐磨性好,在金属浆料生产中不会引入金属杂质,表面光泽度高,能抛光成镜面,易冲洗,表面不粘料,易于装配和更换。
24、本发明提供的陶瓷螺纹元件的制备方法,采用等静压工艺成型,坯体密度均匀,成品率高,机加工余料可以回收利用,大大降低成本,同时生产效率和产能得到提高,适合大规模生产。
25、本发明提供的陶瓷螺纹元件在螺杆泵中的应用,为螺杆泵提供了尺寸精度高,产品致密度和强度高,耐磨性和断裂韧性优异的陶瓷螺纹元件,方便更换,工作效率高,使用成本低,适合大规模推广使用。
技术特征:1.一种陶瓷螺纹元件,其特征在于,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%、任选的氧化钇2-6wt.%和任选的氧化铈8-16wt.%。
2.根据权利要求1所述的陶瓷螺纹元件,其特征在于,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%和氧化钇5.0-5.4wt.%。
3.根据权利要求1所述的陶瓷螺纹元件,其特征在于,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%和氧化铈8-15wt.%。
4.根据权利要求1所述的陶瓷螺纹元件,其特征在于,材质包括按照质量百分比计的氧化锆84-96wt.%、氧化铝0.1-0.5wt.%、氧化钇2.5-3wt.%和氧化铈8-9wt.%。
5.根据权利要求1-4任一项所述的陶瓷螺纹元件,其特征在于,密度≥6.0g/cm3,维氏硬度≥1200hv;
6.一种权利要求1-5任一项所述的陶瓷螺纹元件的制备方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的制备方法,其特征在于,所述精加工过程包括按先后顺序的内外圆磨、内花键齿加工、外螺纹加工、平面磨加工和抛光;
8.根据权利要求6所述的制备方法,其特征在于,步骤a中,所述振实的频率为15-30hz;
9.根据权利要求6所述的制备方法,其特征在于,步骤b中,所述高温烧结的温度为1450-1600℃,时间为2-6h;
10.一种权利要求1-5任一项所述的陶瓷螺纹元件,或者权利要求6-9任一项所述的制备方法制备得到的陶瓷螺纹元件在螺杆泵中的应用。
技术总结本发明提供了一种陶瓷螺纹元件及其制备方法和应用,具体涉及电池浆料制备技术领域。本发明提供的陶瓷螺纹元件,材质包括按照质量百分比计的氧化锆84‑96wt.%、氧化铝0.1‑0.5wt.%、任选的氧化钇2‑6wt.%和任选的氧化铈8‑16wt.%。该陶瓷螺纹元件采用全陶瓷材质,提高了螺纹元件的硬度和强度,耐磨性好,在金属浆料生产中不会引入金属杂质,表面光泽度高,能抛光成镜面,易冲洗,表面不粘料,易于装配和更换。本发明提供的陶瓷螺纹元件的制备方法,采用等静压工艺成型,坯体密度均匀,成品率高,机加工余料可以回收利用,大大降低成本,同时生产效率和产能得到提高,适合大规模生产。技术研发人员:吴泽霖,张中春,彭建林,庞学谦,陈浩受保护的技术使用者:深圳市莫提尔科技有限公司技术研发日:技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240619/5996.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。