一种复合型地聚物扭王字块及3D打印方法与流程
- 国知局
- 2024-06-20 12:37:27
本发明涉及扭王字块领域,特别是提供了一种复合型地聚物扭王字块及3d打印方法。
背景技术:
1、扭王字块是防波堤的一种防护块,通常设置在防波堤的最外层,通过减弱波浪的冲击来保护防波堤。
2、目前,扭王字块一般由素混凝土采用传统的浇筑工艺制造,生产过程需要模具支设、浇筑、脱模等多道工艺,凝固成型时间长、制造过程费时费力。并且,由素混凝土浇筑而成的扭王字块,内芯和表层的混凝土水泥含量一致,为了追求整体的凝固力、避免结构松散,通常需要添加较高含量的水泥,使得的混凝土生产成本高,水泥的生产对环境影响大,不利于环境的保护。
3、通过传统工艺制造的扭王字块,铺设防波堤使用过程中,循坏的海浪冲击会使扭王字块因海水侵蚀而损坏,由于海水中氯盐物质、微生物物质的存在,还会导致这种混凝土扭王字块耐久性差,容易受到微生物的侵入腐蚀,不利于混凝土长期服役。
技术实现思路
1、基于此,本发明提供了一种复合型地聚物扭王字块及3d打印方法,提高其使用过程的耐久性、增强抵抗海水侵蚀能力,并简化制造过程、降低生产成本,实现环保节能的目的。
2、为了达到上述目的,第一方面,本发明提供了一种复合型地聚物扭王字块3d打印方法,步骤包括:
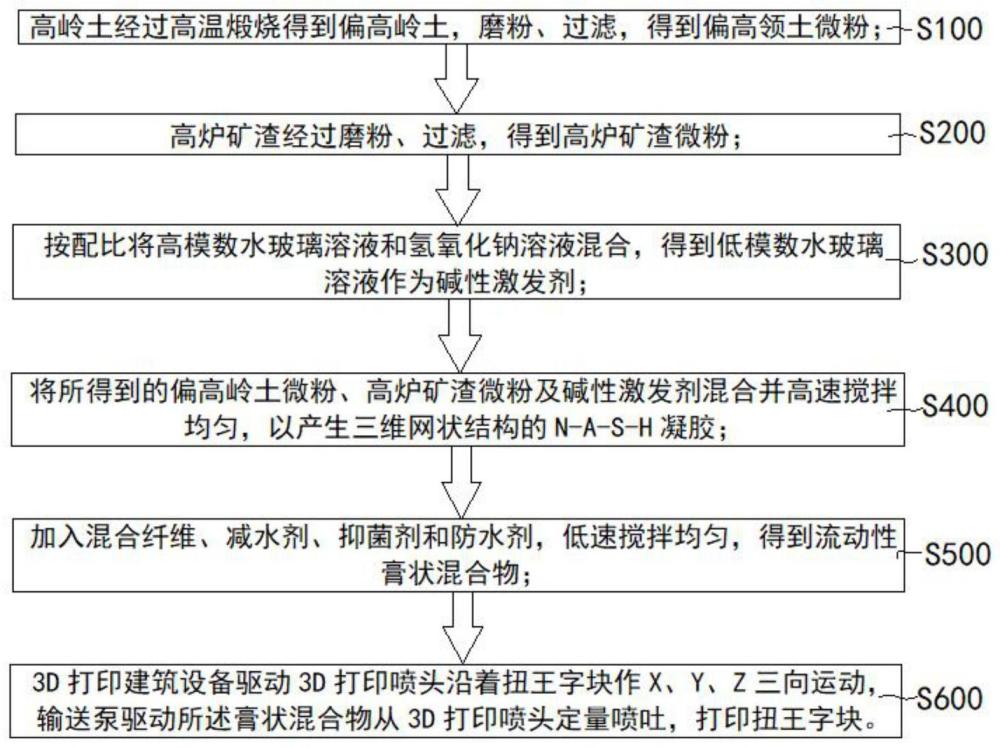
3、s100.高岭土经过高温煅烧得到偏高岭土,磨粉、过滤,得到偏高领土微粉;s200.高炉矿渣经过磨粉、过滤,得到高炉矿渣微粉;
4、s300.按配比将高模数水玻璃溶液和氢氧化钠溶液混合,得到低模数水玻璃溶液作为碱性激发剂;
5、s400.将所得到的偏高岭土微粉、高炉矿渣微粉及碱性激发剂混合并高速搅拌均匀,以产生三维网状结构的n-a-s-h凝胶;
6、s500.加入混合纤维、减水剂、抑菌剂和防水剂,低速搅拌均匀,得到流动性膏状混合物;
7、s600.3d打印建筑设备驱动3d打印喷头沿着扭王字块作x、y、z三向运动,同时输送泵驱动所述膏状混合物从3d打印喷头定量喷吐,打印扭王字块。
8、进一步的,高岭土研磨成粉,在800-900℃下煅烧3.5-4.5h,升温速率为2-10℃/min,得到偏高岭土,所述偏高岭土研磨并经过80-120目筛过滤,获得偏高岭土微粉,其成分富含s i、al,用碱性激发剂激发后,主要产生n-a-s-h凝胶,为三位网状结构,相比于硅酸盐胶凝材料,其硬化后的强度更高。
9、进一步的,高炉矿渣除杂和烘干,获得烘干粒化高炉矿渣,将所述烘干粒化高炉矿渣磨粉、经过60-140目筛过滤,获得高炉矿渣微粉,粒化高炉矿渣粉(ggbs)含有大量的ca元素,通过碱性激发剂激发后,产物主要为链状结构的c-a-s-h相凝胶和n-a-s-h相凝胶,因此会使凝结时间大幅度减少,并使早期强度显著增强。采用等质量的ggbs代替偏高岭土参加固化反应,其终凝时间可以控制在30min以内,并且强度可以增长150%左右。
10、进一步的,所述碱性激发剂的制作步骤包括:
11、s310.预设需要配置的低模数水玻璃溶液模数为1.3,根据以下公式计算得到配制低模数水玻璃溶液所需的氢氧化钠质量:
12、
13、式中,g-加入氢氧化钠的质量,g0-高模数水玻璃溶液的质量,m1-高模数水玻璃溶液的模数,m0-欲配置水玻璃溶液模数,n-高模数水玻璃溶液中氢氧化钠的质量,p-氢氧化钠纯度;
14、s320.按照氢氧化钠固体质量不变的原则换算成8.0mo l/l氢氧化钠溶液的质量,配置8.0mo l/l氢氧化钠溶液;
15、s330.将配置的8.0mo l/l氢氧化钠溶液溶于高模数水玻璃中,搅拌均匀得到低模数水玻璃。
16、进一步的,在使用3d打印喷头打印扭王字块的过程中,动态调节3d打印喷头入口的膏状混合物的混合纤维含量,以使得扭王字块外围的混合纤维浓度小于芯部的浓度,提高扭王字块整体结构支撑力和外围凝聚力。
17、进一步的,设置储存低浓度混合纤维的膏状混合物的第一储罐、储存高浓度混合纤维的膏状混合物的第二储罐,所述第一储罐通过第一输送泵连接3d打印喷头入口,所述第二储罐通过第二输送泵连接3d打印喷头入口,在3d打印扭王字块过程中动态调节第一输送泵和第二输送泵的输送速度,以调节进入3d打印喷头的混合纤维浓度。
18、进一步的,在3d打印扭王字块不同高度过程中,动态调节输送至3d打印喷头的膏状混合物的混合纤维浓度,步骤包括:
19、s610.在打印扭王字块的底部时,增大第一输送泵的输送速度、减小第二输送泵的输送速度,以降低输入3d打印喷头的膏状混合物的混合纤维浓度,减少所述扭王字块底部的混合纤维含量;
20、s620.在打印扭王字块的中部时,减小第一输送泵的输送速度、增大第二输送泵的输送速度,以提高输入3d打印喷头的膏状混合物的混合纤维浓度,增加所述扭王字块中部的混合纤维含量;
21、s630.在打印扭王字块的顶部时,增大第一输送泵的输送速度、减小第二输送泵的输送速度,以降低输入3d打印喷头的膏状混合物的混合纤维浓度,减少所述扭王字块顶部的混合纤维含量。
22、进一步的,在打印扭王字块的中部时,在同一高度的不同位置处动态调节输送至3d打印喷头的膏状混合物的混合纤维浓度,步骤包括:
23、s660.在打印扭王字块的中部外周时,减少输入3d打印喷头的膏状混合物的混合纤维含量,以降低所述扭王字块中部外周的混合纤维含量;
24、s670.在打印扭王字块的中部内芯时,增加输入3d打印喷头的膏状混合物的混合纤维含量,以提高所述扭王字块中部内芯的混合纤维含量。
25、为了达到上述目的,第二方面,本发明提供了一种复合型地聚物扭王字块,使用权利要求1至8任一项所述的3d打印方法生产所述复合型地聚物扭王字块,原料按重量比例包括:
26、偏高岭土微粉45-55%、高炉矿渣微粉44-55%、碱性激发剂10-15%、混合纤维5-10%、减水剂2-5%、防水剂2-5%和抑菌杀菌剂1-2%,其余为水。
27、进一步的,所述复合型地聚物扭王字块底部和顶部的复合纤维浓度低于中部的复合纤维浓度;在地聚物扭王字块的中部,外周的复合纤维浓度低于内芯的复合纤维浓度。
28、本发明所提供的复合型地聚物扭王字块及3d打印方法的技术优势至少表现在:
29、所提供的复合型地聚物扭王字块及3d打印方法,以高岭土、高炉矿渣等地质聚合物为主要原料,通过碱性激发剂进行碱性激发,生成三维网状结构的n-a-s-h流动性膏状混合物,固化过程是硅酸盐材料中-o-s i-o-al-o-键断裂重新缩聚而成的四面体网状结构的过程,促使其生成的材料凝结时间短,提高了结构凝固力,早期强度高,同时,通过添加混合纤维提高承载能力、添加减水剂提高速凝性,添加抑菌剂提高抗菌能力、添加防水剂提高防水性能,提高了所生产的扭王字块具有较高的抵抗海水侵蚀能力,适合于海边防波堤使用。
30、并且,以地聚物材料为原料,不仅材料来源广泛,而且所得到的膏状混合物流动性好、凝固时间短,适合于3d答应工艺。据此,根据所设计的扭王字块的3d模型,通过3d打印设备逐层增加材料来制造扭王字块,以3d打印工艺代替传统浇筑工艺,进行扭王字块的快速生产,省去了传统混凝土浇筑的模具支设、浇筑脱模等工艺步骤,省时省力,而且生产过程耗能与碳排放较少,环保型强,与传统混凝土工艺相比具有明显优势。
本文地址:https://www.jishuxx.com/zhuanli/20240619/6313.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表