智能插销及其用于车辆超大型铸件压铸的使用方法与流程
- 国知局
- 2024-06-20 14:10:40
本公开涉及超大型压铸件,更具体地,涉及插销及其用于超大型车辆部件高压压铸的使用方法。
背景技术:
1、高压压铸(hpdc)是一种金属铸造工艺,其特征是在高压下将熔融金属压入具有所需铸件的预定形状的模腔内。现代汽车,尤其是混合动力汽车和电动汽车,正在转向使用超大型压铸面板和部件的更简单的车身设计。由铝铸造合金形成的超大型铸件通过用更少的超大型单件铸件代替形成车身所需的大量的冲压面板,使得车身更轻且制造复杂度更低。由于用于制造这些铸件的压铸机尺寸巨大,这些超大型铸件通常被称为巨型铸件或超巨型铸件。作为示例,超大单件铸件可以具有至少0.8米m的宽度、至少1米的长度和至少0.25米的高度。
2、各个铸件可以通过将铸件用螺栓连接在一起进行组装和连接。诸如凸台之类的承载构件被设计到铸件中以容纳螺栓或螺柱。凸台通常是从铸件的壁延伸的圆柱形突起并且具有比壁的横截面更厚的横截面。较厚的横截面使得凸台能够充当承载构件。在铸件凝固并从模具中顶出后,对螺栓孔进行钻孔和攻丝以提供内螺纹。螺栓孔可以是完全延伸穿过凸台的通孔或部分延伸穿过凸台的盲孔。
3、因此,目前具有带内螺纹螺栓孔的凸台的超大型铸件实现了用螺栓或螺柱将单独的铸件连接在一起的预期目的,仍有需要继续提高这些凸台的强度和坚固性,同时提高超大型铸件的制造效率。
技术实现思路
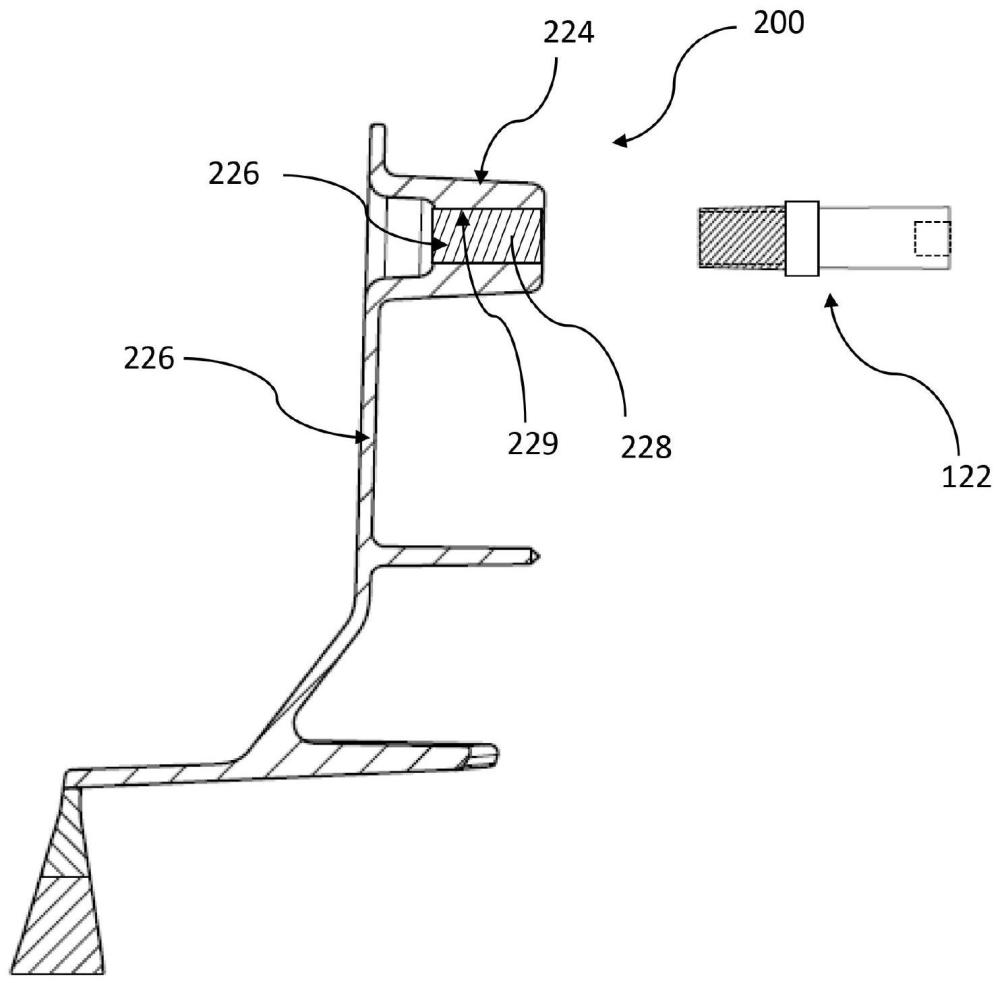
1、根据几个方面,本发明公开了一种用于铸造车辆部件的系统。该系统包括插销,该插销具有带外螺纹的第一部分和从第一部分延伸的第二部分。该系统还包括模具,该模具具有限定模腔的内表面和与模腔连通的孔。插销的第二部分可接收在孔中,使得插销的第一部分延伸到模腔中。模腔的一部分限定凸台形腔,并且插销的第一部分延伸到凸台形腔中。
2、在本公开的另一方面,插销的第一部分包括远端。外螺纹沿朝向远端的方向从第一螺纹深度渐缩至小于第一螺纹深度的第二螺纹深度。第二螺纹深度为第一螺纹深度的50%至75%。插销的第一部分包括氮化物涂层,插销的第二部分包括限定具有预定形状的键槽的端面。
3、在本公开的另一方面,该系统还包括套筒,该套筒具有可紧固到插销的第一部分的外螺纹上的内螺纹。该套筒包括限定凹口、突起和突脊中的至少一个的外表面。
4、在本公开的另一方面,插销还包括一体连接第一部分和第二部分的套环,其中套环包括面向第二部分的环形表面。模具还包括围绕孔开口并面向模腔的环形座表面,其中环形座表面与套环的环形表面配合,以限制插销从模腔插入孔中。该孔构造成接收足以将插销的第二部分固定在孔中的真空的施加。
5、在本公开的另一方面,插销包括面向第一部分的环形肩部。孔包括内部开口和外部开口。模具还包括位于孔中的内部环形表面,该内部环形表面面向外部开口,并且构造成响应于从外部开口接收在孔中的插销而邻接插销的环形肩部。
6、根据几个方面,一种具有模具的压铸系统,该模具具有限定凸台形腔的内表面和与凸台形腔连通的孔。该系统还具有插销,该插销包括具有外螺纹的第一部分和从第一部分延伸的第二部分,其中第二部分可接收在孔中,使得第一部分延伸到凸台形腔中。
7、在本公开的另一方面,插销包括面向第一部分的环形肩部。孔包括与凸台形腔直接连通的内部开口和与内部开口相对的外部开口。模具还包括孔中面向外部开口的内部环形表面、用于选择性地密封孔的外部开口的密封板、以及设置在孔中的偏压构件。当插销接收在孔中时,偏压构件沿朝向内部开口的方向推动插销,使得插销的环形肩部邻接孔的内部环形表面。
8、在本公开的另一方面,插销还包括一体地连接第一部分和第二部分的套环。该套环包括面向第二部分的环形表面。模具的内表面还限定围绕孔的开口的环形座表面。环形座表面与套环的环形表面配合以限制插销从凸台形腔插入孔中。
9、在本公开的另一方面,插销的第一部分包括氮化物涂层,该氮化物涂层包括氮化钛(tin)、氮化铝钛(tiain)、碳氮化钛(ticn)和氮化铝钛(altin)中的至少一种。
10、在本公开的另一方面,该系统还包括金属套筒,该金属套筒具有与插销的第一部分的外螺纹互补的内螺纹,使得金属套筒可紧固至插销的第一部分。金属套筒包括外表面,该外表面包括锌(zn)、镍(ni)和铝(al)-12%硅(si)共晶合金中的至少一种的涂层。
11、根据几个方面,本发明公开了一种铸造车辆部件的方法。该方法包括提供模具,该模具具有限定模腔的内表面和具有与模腔直接连通的内部开口的孔;提供具有第一部分和第二部分的插销,其中第一部分包括外螺纹;将插销的第二部分插入到孔中,使得第一部分延伸到模腔中;用熔融金属填充模腔,其中熔融金属封装第一部分;将熔融金属冷却成凝固铸件;以及通过松开插销将插销从凝固铸件中取出。
12、在本公开的另一方面,模腔包括限定凸台形腔的部分;插销的第一部分伸入凸台形腔内。
13、在本公开的另一方面,该方法还包括将熔融金属冷却至约300℃至500℃以形成凝固铸件,并在约300℃至500℃下拧松插销。
14、在本公开的另一方面,第一部分包括远端并且外螺纹从第一螺纹深度渐缩至第二螺纹深度。第二螺纹深度为第一螺纹深度的50%至75%。
15、在本公开的另一方面,该方法还包括在用熔融金属填充模腔之前,将套筒紧固到插销的第一部分上。熔融金属封装套筒。套筒包括具有预定图案或形状(例如凹坑、凸起和鸭尾形延伸部)的纹理外表面,以改善套筒与铸件的接合。
16、从本文提供的描述中,进一步的应用领域将变得显而易见。应当理解,这些描述和具体示例仅用于说明的目的,并不旨在限制本公开的范围。
技术特征:1.一种用于铸造车辆部件的系统,包括:
2.根据权利要求1所述的系统,其中所述插销的第一部分包括远端,并且其中所述外螺纹沿朝向远端的方向从第一螺纹深度渐缩至小于所述第一螺纹深度的第二螺纹深度。
3.根据权利要要求2所述的系统,其中所述第二螺纹深度为所述第一螺纹深度的50%至75%。
4.根据权利要求1所述的系统,其中所述模腔的一部分限定凸台形腔,并且所述插销的第一部分延伸到所述凸台形腔中。
5.根据权利要求1所述的系统,其中所述插销的第一部分包括氮化物涂层。
6.根据权利要求1所述的系统,其中所述插销的第二部分包括限定具有预定形状的键槽的端面。
7.根据权利要求1所述的系统,还包括:套筒,所述套筒具有可紧固到所述插销的第一部分的外螺纹上的内螺纹。
8.根据权利要求7所述的系统,其中所述套筒包括限定凹口、突起和突脊中的至少一个的外表面。
9.根据权利要求1所述的系统,其特征在于:
10.根据权利要求1所述的系统,其特征在于:
技术总结一种使用智能插销来制造车辆铸件的系统和方法,其中该铸件包括具有内螺纹的凸台。该系统包括模具和可插入该模具中的插销。该模具包括限定凸台形腔的模腔的一部分和与该凸台形腔连通的孔。该插销包括具有外螺纹的第一部分和从该第一部分延伸的第二部分。该插销的第二部分可插入孔中,而第一部分延伸到限定凸台形腔的模腔的部分中。该模腔充满熔融金属。熔融金属冷却成凝固铸件。该插销从铸件上松开,留下带有内螺纹孔的铸造凸台。技术研发人员:D·A·杰拉德,王其桂,P·J·布恩受保护的技术使用者:通用汽车环球科技运作有限责任公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9711.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。