一种粉末冶金人字齿轮工件加工模具的成型设备的制作方法
- 国知局
- 2024-06-20 14:10:23
本发明属于粉末冶金人字齿轮工件加工的,具体涉及一种粉末冶金人字齿轮工件加工模具的成型设备。
背景技术:
1、粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术,在各类机械以及汽车等行业所用到的粉末冶金零件中,粉末冶金齿轮是占比最大的一类,粉末冶金齿轮生产适用与大批量生产、且材料利用率高、齿轮的尺寸均一性非常好,其中,人字齿轮属于齿轮的一种,在对人字齿轮制造时通常使用粉末冶金法,齿轮制造中,压制成型是非常关键的一步,但是现有的压制成型时可能会遇到以下问题:
2、压制成型后,齿轮与模具连接强度高,操作人员无法快速取出压制好的人字齿轮毛坯件,这就导致生产效率大大降低,而且取出时,无法充分避免齿轮与模具内壁之间的摩擦,一方面会影响模具寿命,另一方面会导致齿轮表面质量受损从而产生很多残次品。该现象成为本领域人员亟待解决的问题。
技术实现思路
1、本发明的目的在于提供一种粉末冶金人字齿轮工件加工模具的成型设备,以解决上述背景技术中提出的问题。
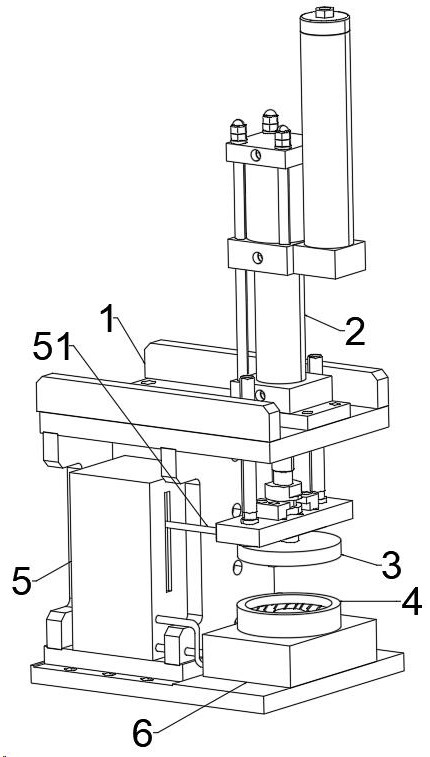
2、为了解决上述技术问题,本发明提供如下技术方案:一种粉末冶金人字齿轮工件加工模具的成型设备,包括成型设备,所述成型设备包括机座、气缸、上模、下模、驱动腔以及取料腔;所述驱动腔的内部设置有驱动机构,所述取料腔的内部设置有取料机构,所述气缸固定安装于机座的上方,所述上模与气缸的输出端固定连接,所述驱动腔固定安装于机座的左侧,所述取料腔固定安装于机座的底部,所述下模固定安装于取料腔的上方;所述上模与下模相互对齐。
3、本发明进一步说明,所述驱动机构包括连接杆、压力杆、压力腔、压力板、液管一以及液管二;所述取料机构包括轴承盘、齿轮座、伸缩杆以及底座;所述驱动腔的一侧设置有滑槽,所述连接杆与上模一侧固定,且滑动连接于滑槽内,所述压力腔固定安装于驱动腔的内壁底部,所述压力板滑动连接于压力腔的内壁,且通过压力杆与连接杆固定;所述齿轮座通过轴承盘安装于取料腔的内壁底部,所述底座滑动连接于下模的内壁,且通过伸缩杆与齿轮座上表面固定,所述取料腔的上方中间开设有通孔,且伸缩杆滑动连接于通孔内;所述液管一以及液管二的两端分别与驱动腔以及取料腔连接,所述压力腔的下方与液管二的一端管道连接,所述伸缩杆与液管二的另一端管道连接,所述液管二的右侧内部设置有控制阀,所述压力腔的内部填充有液压油。
4、本发明进一步说明,所述取料腔的内壁上方均匀固定有若干撞击柱,所述伸缩杆的四周均匀固定有若干弹簧,且弹簧的外端均固定有球体;所述撞击柱的下端为球形状,且球体位于撞击柱的正下方。
5、本发明进一步说明,所述取料腔的内壁右侧固定有伸缩腔,所述伸缩腔的外端固定有齿板,所述齿板与齿轮座的一侧相互啮合;所述压力腔的下方与液管一的一端连接有两根管道,且两根管道内分别设置有压力阀一以及压力阀二,所述伸缩腔与液管一的另一端管道连接。
6、本发明进一步说明,所述成型设备的成型步骤包括还包括:步骤s2.1、将坯粉放入下模内,通过气缸带动上模下降,从而与下模之间形成合模,合模状态的上模与下模对坯粉进行压制;步骤s2.2、气缸受到气源影响压力大小出现跳动,使得上模与下模之间的压力不同,从而使上模下降距离出现变化,同时压力腔通过管道排入液管一内的油压发生变化,合模完成后,控制阀开启,油液进入伸缩杆,使伸缩杆内液压增大,再关闭控制阀,气缸复位,使得上模复位,底座通过伸缩杆快速将人字齿轮毛坯件顶出下模,同时压力腔的下方产生负压,这时开启控制阀,快速将排进伸缩杆内的油液抽出,使得底座复位,再关闭控制阀,当气缸的压力最大时进入步骤s2.3,反之进入步骤s2.4;步骤s2.3、压力阀二以及压力阀一到达压力承受极限,从而打开,对伸缩腔内做抽取和排放油液工作,从而使齿板左右移动,通过与齿轮座的啮合,使底座做顺逆交替旋转运动;步骤s2.4、操作人员拾取顶出的人字齿轮毛坯件。
7、本发明进一步说明,所述步骤s2.2中,顶出人字齿轮毛坯件的力度随压铸力度大小变化而自动变化,同时,球体与撞击柱相互撞击产生的震动强度也自动变化。
8、本发明进一步说明,所述步骤s2.3中,当f=时,f为气缸的压力大小,为气缸的最大压力,球体边旋转边与撞击柱相互撞击,且伸缩杆处于初始状态下也在旋转,从而使得底座旋转。
9、与现有技术相比,本发明所达到的有益效果是:本发明采用的驱动机构以及取料机构,能够在压铸完人字齿轮毛坯件后将其顶出下模,从而便于快速取出人字齿轮毛坯件,加快工作效率,防止人字齿轮毛坯件与下模内壁过于紧密不便取出毛坯件,且进行连续性的高效率的人字齿轮毛坯件压铸工作,生产效率大大提升;
10、同时球体对取料腔内壁上方进行撞击,从而产生震动,可以使得成型后的毛坯件与下模内壁之间松动,从而更佳方便快捷的取出毛坯件,避免毛坯件卡死在下模内导致无法顺利取出的现象发生;
11、且在人字齿轮毛坯件与下模内壁紧密性最大时,通过旋转底座,使得人字齿轮毛坯件与下模内壁初步松动,且可以使人字齿轮毛坯件与底座脱离,可以更高效的取出毛坯件,同时防止顶出人字齿轮毛坯件时,其倾斜与下模内壁相互卡住,从而使得震动强度最大化,能够保障充分取出人字齿轮毛坯件。
技术特征:1.一种粉末冶金人字齿轮工件加工模具的成型设备,包括成型设备,其特征在于:所述成型设备包括机座(1)、气缸(2)、上模(3)、下模(4)、驱动腔(5)以及取料腔(6);
2.根据权利要求1所述的一种粉末冶金人字齿轮工件加工模具的成型设备,其特征在于:所述取料腔(6)的内壁上方均匀固定有若干撞击柱(66),所述伸缩杆(63)的四周均匀固定有若干弹簧(631),且弹簧(631)的外端均固定有球体(632);
3.根据权利要求2所述的一种粉末冶金人字齿轮工件加工模具的成型设备,其特征在于:所述取料腔(6)的内壁右侧固定有伸缩腔(68),所述伸缩腔(68)的外端固定有齿板(681),所述齿板(681)与齿轮座(62)的一侧相互啮合;
4.根据权利要求3所述的一种粉末冶金人字齿轮工件加工模具的成型设备,其特征在于:所述成型设备的成型步骤包括还包括:
5.根据权利要求4所述的一种粉末冶金人字齿轮工件加工模具的成型设备,其特征在于:所述步骤s2.2中,顶出人字齿轮毛坯件的力度随压铸力度大小变化而自动变化,同时,球体(632)与撞击柱(66)相互撞击产生的震动强度也自动变化。
6.根据权利要求5所述的一种粉末冶金人字齿轮工件加工模具的成型设备,其特征在于:所述步骤s2.3中,当f=时,f为气缸(2)的压力大小,为气缸(2)的最大压力,球体(632)边旋转边与撞击柱(66)相互撞击,且伸缩杆(63)处于初始状态下也在旋转,从而使得底座(64)旋转。
技术总结本发明属于粉末冶金人字齿轮工件加工的技术领域,具体涉及一种粉末冶金人字齿轮工件加工模具的成型设备,其中包括成型设备,所述成型设备包括机座、气缸、上模、下模、驱动腔以及取料腔;所述驱动腔的内部设置有驱动机构,所述取料腔的内部设置有取料机构,所述气缸固定安装于机座的上方,所述上模与气缸的输出端固定连接,所述驱动腔固定安装于机座的左侧,所述取料腔固定安装于机座的底部,所述下模固定安装于取料腔的上方;所述上模与下模相互对齐,该装置解决了当前粉末冶金人字齿轮工件加工成型过程中,成型后的人字齿轮毛坯件无法顺利从模具中脱离,从而导致生产效率降低的问题。技术研发人员:高山受保护的技术使用者:常州格瑞特粉末冶金有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9700.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表