一种金属基复合材料的连铸装置和连铸方法
- 国知局
- 2024-06-20 14:10:49
本发明属于复合材料制备,具体涉及一种金属基复合材料的连铸装置和连铸方法。
背景技术:
1、复合材料是两种或两种以上彼此不溶的材料的混合物,具有优于任何组份材料的性能。金属基复合材料是韧性金属(如镁、铝、铁、铜)或合金基体与其他金属、非金属或有机化合物的组合。它是通过将增强材料植入金属基体而制成的,是重要的结构和功能基础材料。常见的制备方法主要有粉末冶金法和铸造法(如模压铸造、流变铸造和搅拌铸造法)。
2、目前,金属基复合材料的制备大多采用粉末冶金法。粉末冶金法制备铜基复合材料的装置和工艺发展比较成熟,其常见的烧结方式主要有热压烧结法、放电等离子烧结法和热等静压法等。其优点主要有强化相分布均匀、强化相含量可灵活设计等优点。但其存在许多缺点:(1)粉末在中间的工艺环节容易受到污染,例如机械合金化过程中易混入铁元素等杂质;(2)烧结得到的样品致密性难以保证,需经过热挤压等工艺进一步致密化,产品质量控制难度大。(3)复杂的工序和冗长的工艺流程导致粉末冶金制备复合材料的生产效率低,且生产成本高。
3、搅拌铸造是一种极具潜力的金属基复合材料铸造技术。搅拌铸造装置的设计对于制备组织均匀的高性能金属基复合材料至关重要。搅拌铸造过程中需要克服的主要问题有:(1)外加粒子与金属基体之间的湿润性差,难以充分结合;(2)搅拌过程中金属元素容易氧化烧损,生成大量炉渣,炉渣被搅入金属液后使复合材料性能严重恶化。
4、现有的设备在利用搅拌铸造法制备金属基复合材料时,存在成品率低和难以连续生产的问题。开发设计可连续生产的搅拌铸造设备,对于降低金属基复合材料的制备成本和扩大生产应用具有重要意义。
技术实现思路
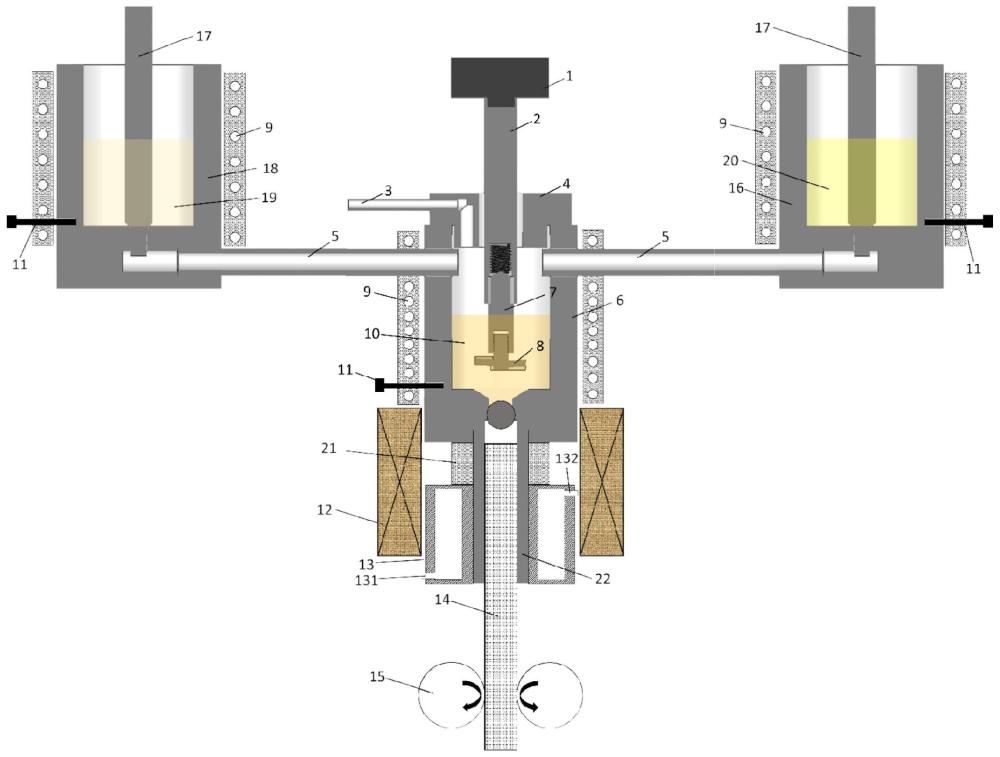
1、针对现有技术中,金属基复合材料难以连续化生产的问题以及熔铸法制备的金属基复合材料中存在的颗粒团聚问题,本发明的第一个目的在于提供一种结合搅拌铸造和原位反应的金属基复合材料的连铸装置。该连铸装置包括ⅰ号熔化坩埚、ⅱ号熔化坩埚、复合坩埚、出料管、冷却装置、气氛保护装置、加热装置、保温装置、机械搅拌装置、电磁搅拌装置和牵引装置。使用本发明的连铸装置,两股金属熔体在复合腔中进行充分的液相原位反应后,通过机械搅拌装置促使强化颗粒均匀分布,随后金属熔体在牵引装置的带动下,流经电磁搅拌区域和冷却区域,进行熔体冷却并连铸成型。
2、本发明的第二个目的在于提供一种金属基复合材料的连铸方法。采用本发明的连铸方法,不仅实现了原位复合,并且有效解决了金属熔体中颗粒团聚和冷却过程中颗粒团聚的问题。该工艺流程短,使用设备简单,且可以连续生产。
3、为了实现上述目的,本发明采用如下技术方案:
4、本发明一种金属基复合材料的连铸装置,包括:ⅰ号熔化坩埚、ⅱ号熔化坩埚、复合反应炉、连铸装置,其中,ⅰ号熔化坩埚、ⅱ号熔化坩埚用于熔炼金属,
5、所述复合反应炉包括复合坩埚、机械搅拌器;其中所述机械搅拌器由搅拌连接杆与搅拌浆组成,所述复合坩埚通过出料管与所述ⅰ号熔化坩埚和ⅱ号熔化坩埚的出液口连通,所述复合坩埚外设上出液口及下出液口,所述上出液口及下出液口之间设有与之垂直的塞棒,用于控制上出液口及下出液口的启闭与复合熔体的流量;
6、所述连铸装置包含下行模具、牵引杆、保温装置、结晶器、电磁搅拌装置,其中下行模具的上方与复合坩埚的下出液口连通,下方紧贴牵引杆,下行模具的外部由上至下依次设置有保温装置与结晶器,所述电磁搅拌装置包裹在复合坩埚的上出液口、下出液口以及保温装置和结晶器的外部。
7、本发明所提供的连铸装置,在复合坩埚中,采用机械搅拌器,机械搅拌器能够在熔体引入很强的紊流,形成强力的应力场,同时改善熔体的混合效果和强化粒子分散效果,保证最终产品微观组织和成分的均匀性,适当的机械搅拌能够促进原位反应的充分进行,减少参与原位反应的元素在熔体中的残留比例,对提高最终产品的导电率十分关键,参与原位反应的部分元素,如ti、b元素,极易在熔炼过程中上浮至熔体表面,难以充分熔入熔体中。这不仅引起了元素损失,使原料成本升高,更糟糕的是使得原位反应的原料比例难以确定。最终导致熔体中强化粒子的数量难以保证,恶化了产品的最终性能。在实践过程中,采用本发明的机械搅拌装置,引入强烈的紊流,促进了合金元素的充分熔化,很好地解决了合金(如ti)元素损失的问题,减少了原料成本,确保熔体中参与原位反应的元素按比例反应,很好地保证了足量的强化粒子和产品最终性能。
8、而熔体从复合坩埚进入下引模具后,此时熔体不会马上凝固即连铸过程中存在固液区,而粒子极易在固液区发生团聚,本发明通过设置电磁搅拌装置使得固液区部分的熔体中产生感应电磁力,驱动熔体流动,有效抑制强化粒子的团聚,也有助于固液界面对强化颗粒的捕捉。此外,感应电磁力有助于促进连铸材料的晶粒细化和组织均匀,提高产品的综合性能。
9、此外,本发明巧妙的在复合坩埚的上出液口及下出液口之间设置与之垂直的塞棒,由于塞棒位于坩埚的外部的底部,而不是插入熔体中,因此在熔炼过程中,其温度远低于熔体温度,这提高了安全性,且明显简化了操作;通过控制塞棒的拔出长度,可以调整熔体出口的大小,可实现对熔体流出量大小的控制,而由于塞棒不与熔体直接接触,减少了塞棒的损耗,增加了使用寿命。实际应用时发现,塞棒和复合坩埚可重复使用5次以上,明显减少了设备成本,另外塞棒不会占据复合坩埚内部的空间,显著增加了坩埚内可容纳熔体的体积,明显提高生产效率,而塞棒不占据坩埚内部空间的另一显著优势在于为机械搅拌提供了便利。若塞棒位于坩埚内部,不仅会干扰机械搅拌下熔体的流场和应力场,影响颗粒分散效果,而且会压缩机械搅拌装置的安装空间。若塞棒和机械搅拌装置共同存在于坩埚内部,在搅拌过程中,两者甚至会发生碰撞,引起设备损坏和安全事故,再者由于塞棒位于复合坩埚的底部,在操作塞棒时不会对坩埚内部的气氛保护效果产生影响。若塞棒位于坩埚内部,从坩埚上方拔出塞棒之后中极易将空气引入坩埚内部,引起熔体氧化造渣,最终影响产品质量。
10、优选的方案,所述搅拌浆选自搅拌浆a、搅拌浆b、搅拌浆c中的一种,所述搅拌浆a为直叶式搅拌浆,所述搅拌浆b为斜叶式搅拌浆,其浆叶与水平面呈30℃,所述搅拌浆c为斜叶式搅拌浆,其浆叶与水平面呈-30℃。
11、发明人发现,在含增强相的金属基复合材料的制备过程中,选用合适的机械搅拌桨能使熔体获得分布良好的流场和应力场,促进增粒子在熔体中的均匀分布。搅拌桨在搅拌时为顺时针旋转,当熔体密度与颗粒密度相当时,采用搅拌桨a;当熔体密度大于颗粒密度时,采用搅拌桨b;当熔体密度小于颗粒密度时,采用搅拌桨c。
12、优选的方案,所述复合反应炉中还设置有气氛保护装置;所述气氛保护装置连接通气管。通过气氛保护装置,在搅拌过程中,起到对复合坩埚中的熔体进行惰性气体保护的作用,减少元素烧损和炉渣。
13、进一步的优选,所述气氛保护装置设置有中心通孔,所述搅拌连接杆贯穿气氛保护装置的中心通孔,同时搅拌连接杆的直径比中心通孔的直径小5~10mm。中心通孔同时作为机械搅拌杆通道和出气通道。
14、优选的方案,所述复合反应炉还包括伺服电机,连接于机械搅拌器的顶部。为机械搅拌提供动力,可按需求调整转速。
15、优选的方案,所述牵引杆的顶部与复合反应炉的塞棒的距离为在5~20mm。发明人发现,将牵引杆的顶部与复合反应炉的塞棒的距离控制上述范围内,最终所得铸锭的性能最优,若是距离过大容易导致料头处产品质量不佳,如内部气孔和表面缺陷;若距离过小,则熔体不容易凝固,固液界面难以有效形成,影响凝固界面对强化粒子的捕捉和电磁搅拌效果。
16、优选的方案,所述连铸装置还包括加热装置,所述加热装置为感应加热器,对复合坩埚、ⅰ号熔化坩埚和ⅱ号熔化坩埚进行加热。
17、进一步的,还包括用于复合坩埚、ⅰ号熔化坩埚和ⅱ号熔化坩埚的测温元件。
18、优选的方案,所述结晶器为水冷结晶器。
19、进一步的,所述结晶器的冷却水流速可按需求调整,通过调整冷却水流速控制冷却速度。
20、进一步的,坩埚、出料管、搅拌器、气氛保护装置、塞棒的材质为石墨或耐火材料。
21、进一步的,所述气氛保护装置不仅可用于复合坩埚,如有需要,可通用于ⅰ号熔化坩埚和ⅱ号熔化坩埚。
22、进一步的,所述保温装置包括但不限于石棉、耐火陶瓷、耐火砖。
23、进一步的,所述牵引装置通过气动阀控制,采用电动机械牵引。
24、进一步的,所述电磁搅拌装置通过调整电流大小进行控制,电流越大,电磁搅拌作用越强。
25、进一步的,所述加热装置连接计算机设备,通过软件进行功率控制,保证精准控温。
26、本发明一种金属基复合材料的连铸方法,按a合金的组成将相应的原料置于ⅰ号熔化坩埚中熔化获得a熔体,按b合金的组成将相应的原料置于ⅱ号熔化坩埚中熔化获得b熔体,然后使a熔体与b熔体通过出料管流入复合坩埚中,于机械搅拌下混合进行原位反应获得复合熔体,然后,拔出复合坩埚的塞棒,使复合熔体流经下行模具的保温区域及水冷结晶器,在此过程中进行电磁搅拌,使复合熔体连铸成型获得金属基复合材料。
27、优选的方案,所述a合金为cu-ti,b合金为cu-b。
28、优选的方案,a熔体与b熔体通过出料管流入复合坩埚后,将微合金化元素加入ⅰ号熔化坩埚或ⅱ号熔化坩埚,熔化后,再经出料管流入复合坩埚,出料管流入复合坩埚于机械搅拌下混合进行原位反应获得复合熔体。
29、进一步的优选,所述微合金化元素选自cr、zr、mg、p、sn、zn、ag、si、in、nd、re(ce、y、la等)中的至少一种。
30、优选的方案,先开启机械搅拌,然后再使a熔体与b熔体通过出料管流入复合坩埚中。
31、优选的方案,控制机械搅拌的速度为50-150r/min,,优选为80-120r/min,在实际操作过程中,先将机械搅拌的初始速度设置为小于50r/min,避免初始转速过快引起熔体飞溅。
32、优选的方案,所述复合坩埚通入保护性气氛。
33、优选的方案,所述电磁搅拌的电流为20a-100a。通过电磁搅拌速度控制在上述范围可以保证熔体中颗粒在凝固过程中的分散效果。
34、优选的方案,所述结晶器的冷却水流量为200~2000l/h。
35、优选的方案,所述牵动杆向下移动的牵引速度为0.1~1mm/s。熔体通过冷型(水冷结晶器)快速冷却凝固,在牵引杆的牵引下不断拉出,实现连续产生金属基复合材料。
36、通过改装下引模具,所述制备的金属基复合材料形状可以为棒材、板材、带材、线材、管材、异形材。
37、通过改装下引模具和复合坩埚,所述连铸方法可以是上引式、下引式或水平式中的任何一种。
38、本发明一种金属基复合材料的连铸方法,将纯铜和cu-25ti合金按质量比3-6:1加入ⅰ号熔化坩埚中,加热至1280-1320℃熔化获得cu-ti熔体,将纯铜和cu-4b按质量比1-3:1加入ⅱ号熔化坩埚中加热至1280-1320℃熔化获得cu-b熔体,同时将复合坩埚加热至1280-1320℃,保温5min以上后,采用搅拌桨b,开启机械搅拌,控制搅拌速度为80-120r/min,然后将cu-ti熔体、cu-b熔体通过出料管流入复合坩埚中,在机械搅拌下混合进行原位反应2-5min获得复合熔体,然后拔出复合坩埚的塞棒,使复合熔体流经过线坯的下行模具的保温区域及结晶器,在此过程中进行电磁搅拌,控制电磁搅拌的电流为60-90a,使复合熔体连铸成型获得金属基复合材料,所述金属基复合材料为cu-tib2复合材料。
39、本发明所制备的tib2增强铜基复合材料的宏观表面质量良好,内部无气孔、疏松和裂纹等缺陷,可加工性强。强化相颗粒细小,与基体保持良好的界面结合,且弥散均匀分布于基体中。本发明制备的cu-tib2复合材料的导电性能和力学性能均明显优于未经机械搅拌制备的cu-tib2复合材料。
40、本发明一种金属基复合材料的连铸方法,以制备cu-cr-zr-tib2复合材料为例,将纯铜和cu-25ti合金按质量比3-6:1加入复合坩埚中,加热至1280-1320℃熔化获得cu-ti熔体,将纯铜和cu-4b按质量比1-3:1加入ⅱ号熔化坩埚中加热至1280-1320℃熔化获得cu-b熔体,将纯cu置于ⅰ号熔化坩埚中加热至1280-1320℃获得纯铜液,保温5min以上后,在ⅰ号熔化坩埚中加入纯cr、纯zr,采用搅拌桨b,开启机械搅拌,控制搅拌速度为50-150r/min,然后将cu-b熔体通过出料管流入复合坩埚中,在机械搅拌1-2min后,再将ⅰ号熔化坩埚所得cu-cr-zr熔体流入复合坩埚;控制cu-ti:cu-b熔体:cu-cr-zr熔体的质量比为1:1-2:1.5-3,在复合坩埚中进行原位反应1-2min获得复合熔体,然后拔出复合坩埚的塞棒,使复合熔体流经过板材的下行模具的保温区域及水冷结晶器,在此过程中进行电磁搅拌,控制电磁搅拌的电流为60-90a,控制牵引速度为0.3-0.6mm/s,使复合熔体连铸成型获得金属基复合材料,所述金属基复合材料为cu-cr-zr-tib2复合材料。
41、本发明将cu-cr-zr合金与tib2陶瓷粒子结合,发挥析出强化和颗粒强化的耦合作用。通过冷轧(变形量90%)和时效处理(450℃/2h),使cr元素充分析出。cr元素的析出保证了复合材料的强度,zr元素和tib2颗粒有助于提高复合材料的高温性能和抗软化性能,tib2还能明显提升复合材料的耐磨性能和灭弧性能。此外在熔炼环节引入机械搅拌工艺,主要解决了以下几点问题:(1)机械搅拌引入的紊流促进了ti、zr、b等合金元素的充分熔化,减少了原料损失,保证成分更加精准。(2)机械搅拌引入的紊流促进了原位反应的充分进行,细化了原位生成的强化粒子,也使其在熔体中均匀分布。此外,本发明在下引连铸过程中引入了强力的电磁搅拌工艺,主要有以下优势:(1)在凝固过程中,有效抑制强化粒子在固液界面的团聚;(2)促进凝固界面对强化粒子的捕捉;(3)促进材料的晶粒细化和组织均匀。
42、采用本发明的装置与方法,制得了金属基复合材料,有效地实现了时效析出强化和颗粒强化的耦合,将双尺度颗粒结合到铜基复合材料中,扩大了金属基复合材料的应用领域。以制备的cu-0.4cr-0.1zr-1tib2(wt%)为例,均匀分布的双尺度颗粒(即纳米尺度的cr粒子和亚微米尺度的tib2粒子)会抑制复合材料在高温下的再结晶过程,有助于提高复合材料的高温力学性能和耐热性能。连铸板材经过简单的热处理,最终获得了良好的综合性能,导电率为84%iacs,硬度为181hv。
43、原理与优势:
44、本发明所提供的连铸装置,在复合坩埚中,采用机械搅拌器,机械搅拌器能够在熔体引入很强的紊流,形成强力的应力场,同时改善熔体的混合效果和强化粒子分散效果,保证最终产品微观组织和成分的均匀性,适当的机械搅拌能够促进原位反应的充分进行,减少参与原位反应的合金元素在熔体中的残留量,对提高最终产品的导电率十分关键,参与原位反应的部分合金元素,如ti、b元素,极易在熔炼过程中上浮至熔体表面,难以充分熔入熔体中。这不仅引起了元素的损失,使原料成本升高,更糟糕的是使得原位反应的混合熔体成分难以精确控制,最终导致熔体中强化粒子的数量难以保证,恶化了复合材料的综合性能。在制备过程中,采用本发明的机械搅拌装置进行机械搅拌,引入强烈的紊流,促进了合金元素的充分熔化和均匀分布,解决了合金元素易损失的问题,减少了原料成本,确保熔体中参与原位反应的元素按设计比例反应,保证了复合材料足量的强化粒子和综合性能。
45、而熔体从复合坩埚进入下引模具后,此时熔体不会马上凝固即连铸过程中存在固液区,而粒子极易在固液区发生团聚,本发明通过设置电磁搅拌装置使得固液区部分的熔体中产生感应电磁力,驱动熔体流动,有效抑制强化粒子的团聚,也有助于固液界面对强化颗粒的捕捉。此外,感应电磁力有助于促进连铸材料的晶粒细化和组织均匀,提高产品的综合性能。
46、本发明的制备方法,通过精确控温、调控搅拌速度,控制熔体均匀混合、充分原位反应、调控颗粒均匀分布和快速凝固的连铸过程。最终,制备出表面质量良好、增强相颗粒细小且均匀分布、无内部缺陷的铜基复合材料,且实现了连续高效生产。与粉末冶金相比,本发明装置制备的材料致密性高、流程短、效率高、成本低。
本文地址:https://www.jishuxx.com/zhuanli/20240619/9718.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表