一种陶瓷片加工一体化设备的制作方法
- 国知局
- 2024-06-20 14:12:34
本发明属于陶瓷表面处理,尤其涉及一种陶瓷片加工一体化设备。
背景技术:
1、表面打磨是保证陶瓷片性能的重要加工步骤,以陶瓷水阀片为例,其接触的一面光洁度必须达到一定值才可有效防止漏水。目前常见的加工方法是将陶瓷水阀片放入产品承载铁盘中,再将产品承载铁盘放置在行星式研磨盘内进行研磨,其研磨效果可以得到保证,但是其研磨效率较低,并不适用于批量化生产。为了提高生产效率采用平面磨床进行加工,为了提高上料效率,采用液状石蜡将陶瓷片固定在产品承载铁盘上,然后将产品承载铁盘放置在平面磨床上进行打磨,采用该方法效率较高,目前存在的问题是在陶瓷片摆盘时,蜡油凝固,导致陶瓷片无法粘附于产品承载铁盘上,或者是蜡油凝固时间长,需要设计专用的凝固放置室,增加了劳动强度和车间占地面积,不利于生产。
技术实现思路
1、本发明的目的在于提供一种陶瓷片加工一体化设备,以解决现有陶瓷片加工效率低、劳动强度大、设备多占地面积大、不利于生产的问题。
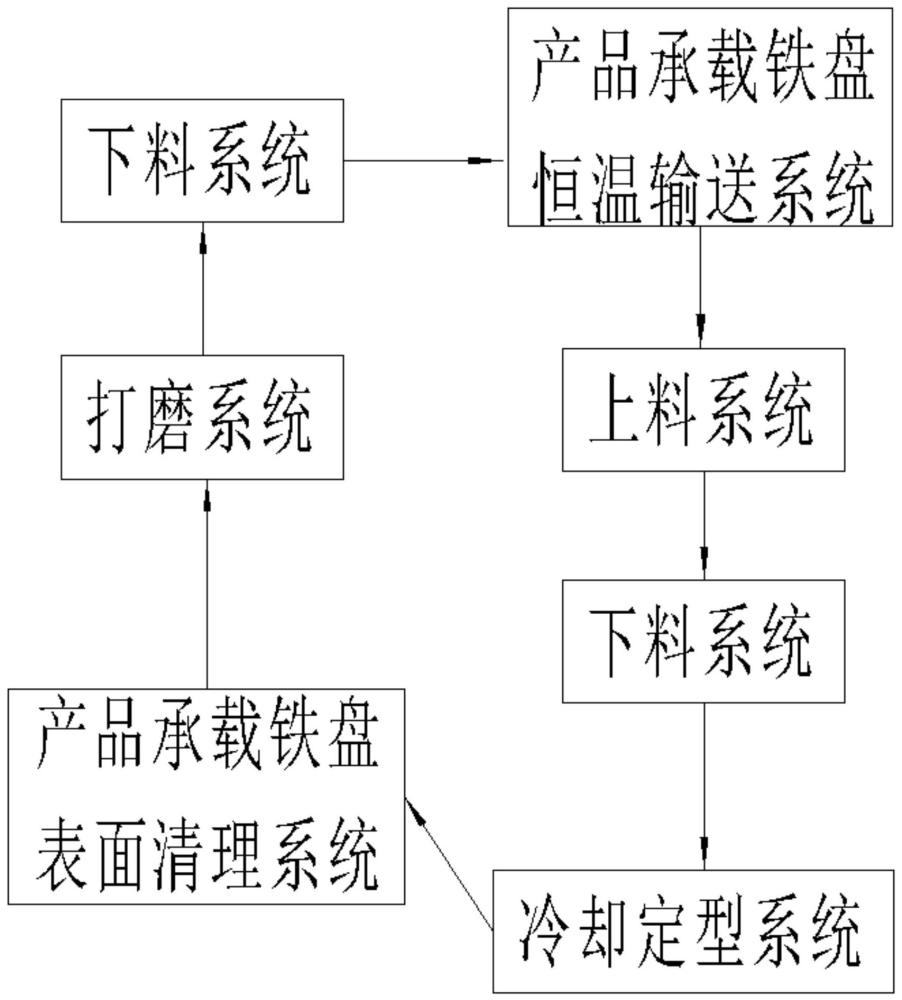
2、为了实现本发明的目的,本发明公开了一种陶瓷片加工一体化设备,包括:
3、下料系统,下料系统包括加热组件,对产品承载铁盘进行加热使其蜡油成为熔融状态,通过吸盘或者其余转移方式将打磨完成的产品进行下料,同时实现对产品承载铁盘上的蜡油进行加热,以便上料的操作。
4、产品承载铁盘恒温输送系统,为了防止产品承载铁盘冷却,设置恒温输送系统可对产品承载铁盘保温,使蜡油处于熔融状态,所述产品承载铁盘恒温输送系统包括转动盘体和外罩,所述外罩设置于转动盘体外侧,所述转动盘体底部连接有转动机构,所述转动盘体底部均匀布置有加热组件,所述外罩一侧设置有豁口,所述豁口上设置有导料通道。
5、上料系统,为机器摆盘或人工摆盘,将陶瓷片放置在产品承载铁盘上,以便后续打磨。
6、冷却定型系统,所述冷却定型系统包括螺旋输送机构和冷却机构,所述螺旋输送机构包括支撑柱、围绕支撑柱设置的螺旋输送架和移动设置于螺旋输送架上的螺旋输送带,螺旋输送带连接有输送驱动结构。所述冷却定型系统为多组螺旋输送机构串联或者并联。所述冷却机构设置于最后一组螺旋输送机构的出口处,所述螺旋输送架和支撑柱之间设置有内挡风板。所述螺旋输送架外侧设置有外挡风板。所述螺旋输送架上设置有上挡风板。
7、产品承载铁盘表面清理系统,在冷却定型过程中产品承载铁盘底部残留的蜡油也会凝固,如此会使得其无法保证后续打磨的精准度,影响打磨效果,因此需要将产品承载铁盘底部的蜡油进行处理。
8、打磨系统,将清理好的产品承载铁盘放置在打磨系统内,通过打磨系统对陶瓷片表面进行打磨,打磨完成后送入下料系统进行下料,完成整个循环的加工。
9、整个设备占地面积少,其运输过程可布置输送带结合人工搬运方式进行运输,也可采用机械臂进行转运,可使整体设备持续运行,无需等料,工人劳动强度降低,有利于生产。
10、与现有技术相比,本发明的有益效果是:
11、本发明的产品承载铁盘恒温输送系统可完成铁盘的上料和保温,后续蜡油在产品铺盘时,不易发生因铁盘温度过低而造成的蜡油凝固现象,在转动盘体底部设置电磁线圈进行加热,有效的改善了使用环境,使用友好,有利于生产。通过在导料通道上设置升降机构,可改变下料位置,提高转动盘体的利用率。
12、本发明的冷却定型系统采用螺旋输送机构,占地面积较小,可在小占地基础上实现长时间的运输,以保证降温效果。采用多组螺旋输送机构,可进一步延长运输时间,保证冷却效果。采用底部冷却风扇和冷却循环管可进一步提高降温效率,其次采用侧面冷却风扇能进一步提高降温效率,有效解决现有的铁盘产品承载铁盘上蜡油凝固等待时间较长、不利于生产的问题。在其基础上设置了内挡风板、外挡风板和上挡风板,可引导冷风进入螺旋输送通道,提高冷风利用率,保证冷却效果,有效解决现有的铁盘产品承载铁盘上蜡油凝固等待时间较长、不利于生产、冷风利用率不高的问题。
13、本发明的陶瓷片加工一体化设备采用下料系统、产品承载铁盘恒温输送系统、上料系统、冷却定型系统、产品承载铁盘表面清理系统和打磨系统的协调结合,可实现陶瓷片的自动化加工,加工效率高,工作人员劳动强度降低,设备占地面积小,有利于生产。
技术特征:1.一种陶瓷片加工一体化设备,其特征在于:包括下料系统、产品承载铁盘恒温输送系统、上料系统、冷却定型系统、产品承载铁盘表面清理系统、打磨系统,上述系统依次相连构成循环加工单元,所述产品承载铁盘恒温输送系统包括转动盘体(1)和外罩(2),所述外罩(2)设置于转动盘体(1)外侧,所述转动盘体(1)底部连接有转动机构(3),所述转动盘体(1)底部均匀布置有加热组件(4),所述外罩(2)一侧设置有豁口,所述豁口上设置有导料通道(5),所述冷却定型系统包括螺旋输送机构和冷却机构,所述螺旋输送机构包括支撑柱(11)、围绕支撑柱(11)设置的螺旋输送架(12)和移动设置于螺旋输送架(12)上的螺旋输送带(13),所述螺旋输送带(13)连接有输送驱动结构(14)。
2.根据权利要求1所述的陶瓷片加工一体化设备,其特征在于:所述冷却定型系统为多组螺旋输送机构串联或者并联。
3.根据权利要求2所述的陶瓷片加工一体化设备,其特征在于:所述冷却机构设置于最后一组螺旋输送机构的出口处,所述螺旋输送架(12)和支撑柱(11)之间设置有内挡风板(15)。
4.根据权利要求3所述的陶瓷片加工一体化设备,其特征在于:所述螺旋输送架(12)外侧设置有外挡风板(16)。
5.根据权利要求4所述的陶瓷片加工一体化设备,其特征在于:所述螺旋输送架(12)上设置有上挡风板(17)。
6.根据权利要求1所述的陶瓷片加工一体化设备,其特征在于:所述冷却机构包括沿螺旋输送架(12)布置的底部冷却组件,所述底部冷却组件包括底部冷却风扇(121)。
7.根据权利要求6所述的陶瓷片加工一体化设备,其特征在于:所述底部冷却组件还包括设置于底部冷却风扇(121)上方、下方或者上下均设置的冷却循环管(120)。
8.根据权利要求1所述的陶瓷片加工一体化设备,其特征在于:所述冷却机构还包括设置于螺旋输送机构一侧的侧面冷却组件,所述侧面冷却组件包括侧面冷却风扇(122)。
9.根据权利要求1所述的陶瓷片加工一体化设备,其特征在于:所述冷却机构还包括冷却箱体(123),所述螺旋输送机构和冷却机构设置于冷却箱体(123)内。
10.一种陶瓷片加工方法,使用权利要求1所述的陶瓷片加工一体化设备,其特征在于,包括以下步骤:
技术总结本发明公开了一种陶瓷片加工一体化设备,包括下料系统、产品承载铁盘恒温输送系统、上料系统、冷却定型系统、产品承载铁盘表面清理系统、打磨系统,上述系统依次相连构成循环加工单元,产品承载铁盘恒温输送系统包括转动盘体和外罩,外罩设置于转动盘体外侧,转动盘体底部连接有转动机构,转动盘体底部均匀布置有加热组件,外罩一侧设置有豁口,豁口上设置有导料通道,冷却定型系统包括螺旋输送机构和冷却机构,螺旋输送机构包括支撑柱、围绕支撑柱设置的螺旋输送架和移动设置于螺旋输送架上的螺旋输送带,螺旋输送带连接有输送驱动结构。整个设备占地面积小,整体设备持续运行,无需等料,工人劳动强度降低,有利于生产。技术研发人员:张南泉,张伟群,张利群受保护的技术使用者:贵州群华九九特种陶瓷科技有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9790.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表