一种自动送螺母机构的制作方法
- 国知局
- 2024-07-17 12:43:24
本技术涉及汽车制造,尤其是涉及一种自动送螺母机构。
背景技术:
1、汽车制造过程中,涉及到的零部件较多,其中钣金件品种型号更是不在少数,为了更方便钣金件的安装,需要在钣金件特定的位置安装螺母,故需要一台压铆装置,以将螺母压铆在钣金件上。
2、公告号为cn217169443u的中国专利公开了螺母上料装置,其包括螺母推送结构、螺母放置结构和定位板,螺母推送结构包括螺母推送板和气缸,螺母推送板固定连接在气缸上;螺母放置结构包括定位套管和推轴,推轴的一端连接传动装置、另一端在定位套管内滑动;螺母上料装置还包括组块;组块设有一水平空腔,螺母推送板的一端伸入水平空腔内往复运动;定位套管竖直穿透组块并被水平空腔截断为第一定位套管和第二定位套管;螺母推送板将螺母推送到第一定位套管和第二定位套管之间,并由推轴推送到预置螺母置入点位置。本实用新型结构简单,可以实现自动、快速、准确地将螺母置入到置入点位置内。
3、针对上述中的相关技术,现有技术中工作人员利用气缸和螺母推送板的配合将从传输管内输送过来的螺母推送至第二定位套管内,再利用传动装置内的推轴将螺母推送至指定工位,然而现有技术中工作人员需要额外设置气缸和螺母推送板来保证螺母到达推轴前端的位置处,如此便增加了螺母上料装置的制造成本。
技术实现思路
1、为了减少螺母上料装置的制造成本,本技术提供一种自动送螺母机构。
2、本技术提供自动送螺母机构采用如下的技术方案:
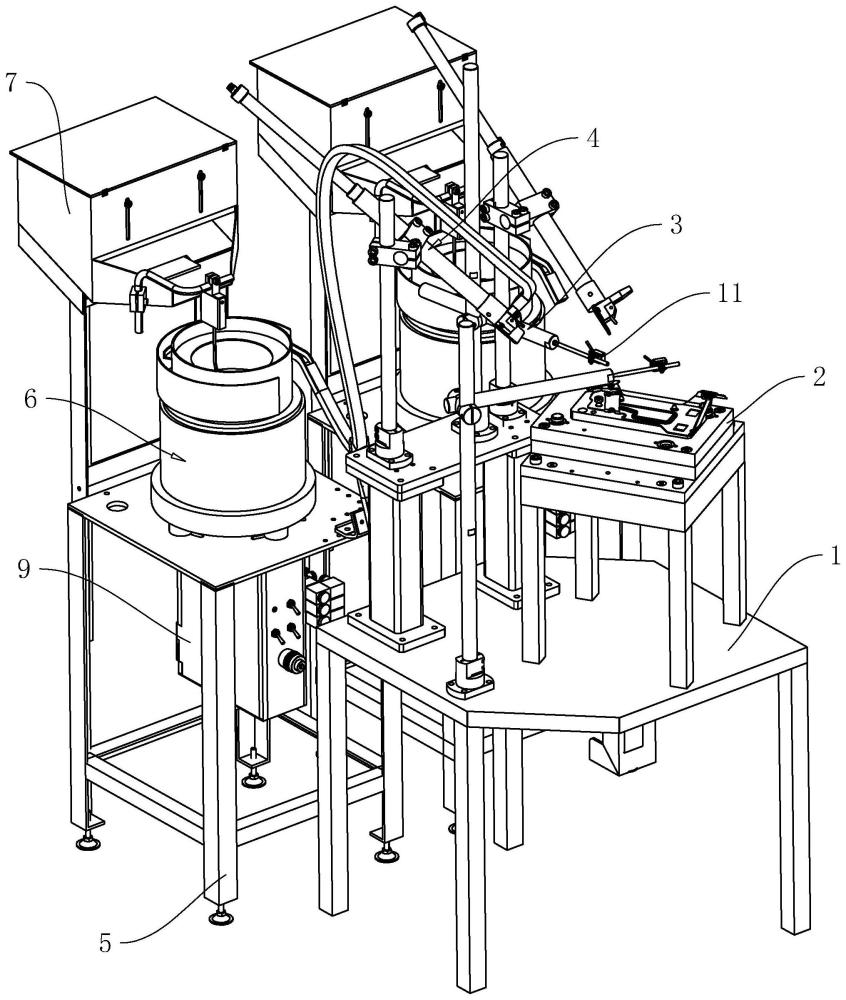
3、一种自动送螺母机构,包括安装架,所述安装架上安装有定位夹具和送料组件,所述送料组件包括推送件、移动针、堆料盒、挡架和复位件,所述推送件安装在所述安装架上,所述移动针安装在所述推送件的输出端,所述堆料盒安装在所述推送件上,所述堆料盒上设置有进料口和出料口,所述移动针对齐所述出料口,所述定位夹具上设置有定位螺母的升降柱,所述移动针也对齐所述升降柱,所述挡架转动连接在所述堆料盒上,所述挡架在初始位置时覆盖所述出料口,所述复位件连接在所述堆料盒和所述挡架之间,所述复位件用于将所述挡架回到初始位置。
4、通过采用上述技术方案,送料螺母时,工作人员利用推送件带动移动针移动,使处于堆料盒内的螺母被移动针推动,直至螺母被移动针快速推送至定位夹具上的升降柱上,在此过程中挡架被移动针推动,使挡架转动,直至移动针回到初始位置后,挡架受复位件的效果回到初始位置,实现了送料螺母的效果。工作人员仅利用一个堆料盒,便将螺母依顺序逐个停留在移动针的移动路径上,无需其他推送螺母的设备,减少了螺母上料装置的制造成本。
5、可选的,所述推送件为推送气缸,所述推送件的输出端连接有引导筒,所述引导筒内滑动配合有移动环,所述移动针与所述移动环连接,且在初始位置时位于所述引导筒内,所述引导筒远离所述推送件的一端设置有与所述移动针滑动配合的出针孔,所述堆料盒安装在所述引导筒远离所述推送件的一端。
6、通过采用上述技术方案,移动针受推送件快速移动,移动针在移动过程中受空气阻力,存在发生偏移的可能性,容易使螺母被推送至其他地方。工作人员利用引导筒和移动环的滑动配与移动针和出针孔的滑动配合,进一步限定了移动针的移动方向,减少了移动针在移动时发生偏移的可能性,提高了螺母移动的精确度。
7、可选的,所述安装架上设置有角度调节组件,所述角度调节组件包括支撑柱、装夹块和调节块,所述支撑柱安装在所述安装架上,所述装夹块套设在所述支撑柱上,且可拆卸连接在所述支撑柱上,所述调节块上连接有连接柱,所述连接柱滑动配合在所述装夹块上,且可拆卸连接在所述装夹块上,所述调节块套设在所述引导筒上,所述引导筒可拆卸在所述调节块上。
8、通过采用上述技术方案,调节推送气缸角度时,工作人员将装夹块安装在支撑柱上,以调节装夹块的角度,再将调节块通过连接柱安装在装夹块上,将引导筒安装在调节块上,实现了调节引导筒角度的效果。
9、可选的,所述安装架的一侧设置有进料组件,所述进料组件包括振动盘、送料软管和推送软管,所述振动盘设置在所述安装架的一侧,所述送料软管连接在所述振动盘的出口和所述堆料盒的进料口之间,所述推送软管的一端连通于所述送料软管,另一端与气源连通,进料时,所述气源通过所述推送软管为所述送料软管内的所述螺母的移动提供动力。
10、通过采用上述技术方案,进料螺母时,工作人员启动振动盘,使螺母按顺序进入送料软管内,配合气源通过推送软管为螺母进入堆料盒内提供动力,实现了自动进料螺母的效果。
11、可选的,所述安装架的一侧设置有支撑架,所述振动盘连接在所述支撑架上,所述支撑架上安装有倒料盒,所述倒料盒的顶端开口设置,且转动连接有挡盖,所述倒料盒上连接有出料通道,所述出料通道的出口端朝向所述振动盘,所述倒料盒的内底壁倾斜设置,且所述出料盒内底壁的最低处与所述出料通道连接,所述倒料盒上安装有辅助推所述螺母的推料组件。
12、通过采用上述技术方案,在振动盘内装填螺母,若一次性装填过多,会影响螺母移动时的状态,若装填过少,则会增加螺母的装填次数,影响上螺母装置的工作效率。倒料螺母时,工作人员打开挡盖,将螺母倾倒至倒料盒内,螺母受推料组件的推力,且通过倾斜的内底壁和出料通道引导进入振动盘内,一边方便了工作人员站在设备范围外在振动盘内装填螺母操作,一边减少了螺母的装填次数。工作人员利用倒料盒和推料组件,根据振动盘内剩余螺母的数量自动补充螺母,避免了振动盘内螺母一次性装填过多和频繁在振动盘内装填螺母的情况。
13、可选的,所述出料通道的两侧均设置有挡板,所述挡板倾斜设置,且两块所述挡板相对设置,从所述倒料盒至所述振动盘为参考方向,两块所述挡板之间的距离逐渐减小。
14、通过采用上述技术方案,工作人员利用两块挡板的配合,减少了出料通道的出口大小,提高了螺母进入振动盘内的精准度,减少了螺母掉落在振动盘外部的可能性。
15、可选的,所述倒料盒上设置有升降板,所述倒料盒上设置有锁紧螺栓,所述锁紧螺栓穿过所述倒料盒和所述升降板,且与所述升降板螺纹配合,所述倒料盒对应所述锁紧螺栓的位置处开有升降槽,所述锁紧螺栓位于所述升降槽内,所述升降板用于调节所述出料通道的出料量。
16、通过采用上述技术方案,工作人员下降升降板,并利用锁紧螺栓锁紧升降,以此限定了螺母进入振动盘的数量,进一步避免了螺母进入振动盘内数量过多的情况。
17、可选的,所述推料组件包括固定气缸、移动板和第一激光传感器,所述固定气缸连接在所述倒料盒上,所述移动板的一端与所述固定气缸的输出轴连接,另一端穿过所述倒料盒的内底壁,且延伸至所述倒料盒内部,所述第一激光传感器安装在所述倒料盒上,所述第一激光传感器的感应端位于所述振动盘内,所述支撑架上连接有控制器,所述固定气缸与所述第一激光传感器均电连接于所述控制器。
18、通过采用上述技术方案,由于升降板的限制,螺母被堆积在倒料盒内,当振动盘内的螺母数量过少时,第一激光传感器没有感应到螺母经过,会向控制器发送一个电信号,使控制系统控制固定气缸启动,带动移动板在一段时间内往复移动,使移动板推动倒料盒内的螺母进入振动盘内,以重新补充振动盘内螺母的数量,实现了自动补充振动盘内螺母数量的效果。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.送料螺母时,工作人员利用推送件带动移动针移动,使处于堆料盒内的螺母被移动针推动,直至螺母被移动针快速推送至定位夹具上的升降柱上,在此过程中挡架被移动针推动,使挡架转动,直至移动针回到初始位置后,挡架受复位件的效果回到初始位置,实现了送料螺母的效果。工作人员仅利用一个堆料盒,便将螺母依顺序逐个停留在移动针的移动路径上,无需其他推送螺母的设备,减少了螺母上料装置的制造成本;
21、2.进料螺母时,工作人员启动振动盘,使螺母按顺序进入送料软管内,配合气源通过推送软管为螺母进入堆料盒内提供动力,实现了自动进料螺母的效果;
22、3.在振动盘内装填螺母,若一次性装填过多,会影响螺母移动时的状态,若装填过少,则会增加螺母的装填次数,影响上螺母装置的工作效率。倒料螺母时,工作人员打开挡盖,将螺母倾倒至倒料盒内,螺母受推料组件的推力,且通过倾斜的内底壁和出料通道引导进入振动盘内,一边方便了工作人员站在设备范围外在振动盘内装填螺母操作,一边减少了螺母的装填次数。工作人员利用倒料盒和推料组件,根据振动盘内剩余螺母的数量自动补充螺母,避免了振动盘内螺母一次性装填过多和频繁在振动盘内装填螺母的情况。
本文地址:https://www.jishuxx.com/zhuanli/20240716/105886.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表