一种机床快换零点定位工装的制作方法
- 国知局
- 2024-07-17 12:46:30
本技术涉及机械加工,具体涉及一种机床快换零点定位工装。
背景技术:
1、目前机床装夹方式为机台停机拉直找正、装夹虎钳、工件及工装,每台设备都要配备螺丝杆、压板等工具,且每加工一个零件都要按此方式装夹,对于不方便定位的零件和批量产品,装夹起来略为繁琐。
2、现有技术的机床装夹方式装夹效率低下、停机时间长且装夹过程复杂、切换不便,因此,需要设计一种机床快换零点定位工装解决上述现有技术中存在的问题。
技术实现思路
1、为了解决上述问题,本实用新型提供一种机床快换零点定位工装,该定位工装可提升装夹效率、缩短停机时间,实现装夹简便、切换方便的柔性加工,通过设计机床外的零点定位工装,多个特制的底座提前装夹准备,按计划排产上机加工,若计划有变,也无需拆卸,连同底座和零件一同切换,有效缩减了停机装夹的等待时间,高效提升装夹效率;同时此工装对于批量件定位装夹优势更为明显,首件寻边,销子定位,批量件用销子限位摆放装夹,无需重复寻边。
2、本实用新型的技术方案如下:
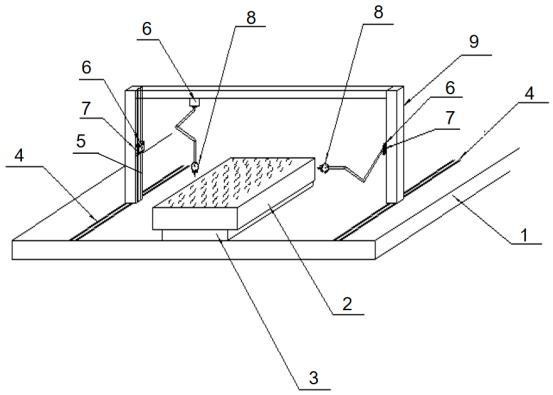
3、一种机床快换零点定位工装,包括小平台、吸盘、底座和坐标轴,所述底座通过吸盘可拆卸地固定在小平台上,所述坐标轴可直线滑动地安装在下平台上,所述坐标轴包括两根立柱和固定设置在两根立柱顶部的横杆,所述两根立柱设置在底座的两侧,在所述立柱的内侧和横杆上分别设置有可沿着立柱和横杆直线移动的滑块,在所述滑块上安装有零点定位表。
4、在所述滑块上固定设置有把手。
5、所述把手由不锈钢块加工制成。
6、所述把手的长宽高分别为150mm、80mm、10mm,在所述把手的外端部设置有长130mm、宽40mm的方型孔。
7、在所述小平台的顶部平行设置有两条滑道ⅰ,所述坐标轴的两根立柱底部分别与所述滑道ⅰ配合。
8、在所述坐标轴的立柱内侧和横杆底部均固定设置有滑道ⅱ,所述滑块通过与所述滑道ⅱ配合可直线滑动地安装在坐标轴上。
9、所述小平台为长600mm、宽700mm、高30mm的不锈钢板。
10、所述底座为长400mm、宽400mm、高45mm的不锈钢板,在所述底座上面阵列11行、13列下端为m10、上端为φ12通孔、孔间距为50mm的孔。
11、所述坐标轴为长990mm,宽550mm矩形框。
12、所述滑道ⅰ长度为600mm。
13、本实用新型的有益效果在于:
14、1、本实用新型公开的一种机床快换零点定位工装,该定位工装可提升装夹效率、缩短停机时间,实现装夹简便、切换方便的柔性加工,通过设计机床外的零点定位工装,多个特制的底座提前装夹准备,按计划排产上机加工,若计划有变,也无需拆卸,连同底座和零件一同切换,有效缩减了停机装夹的等待时间,高效提升装夹效率。
15、2、本实用新型公开的一种机床快换零点定位工装,该定位工装对于批量件定位装夹优势更为明显,首件寻边,销子定位,批量件用销子限位摆放装夹,无需重复寻边。
技术特征:1.一种机床快换零点定位工装,其特征在于,包括小平台(1)、吸盘(2)、底座(3)和坐标轴(9),所述底座(3)通过吸盘(2)可拆卸地固定在小平台(1)上,所述坐标轴(9)可直线滑动地安装在小平台(1)上,所述坐标轴(9)包括两根立柱和固定设置在两根立柱顶部的横杆,所述两根立柱设置在底座(3)的两侧,在所述立柱的内侧和横杆上分别设置有可沿着立柱和横杆直线移动的滑块(6),在所述滑块(6)上安装有零点定位表(8)。
2.根据权利要求1所述的一种机床快换零点定位工装,其特征在于,在所述滑块(6)上固定设置有把手(7)。
3.根据权利要求2所述的一种机床快换零点定位工装,其特征在于,所述把手(7)由不锈钢块加工制成。
4.根据权利要求3所述的一种机床快换零点定位工装,其特征在于,所述把手(7)的长宽高分别为150mm、80mm、10mm,在所述把手(7)的外端部设置有长130mm、宽40mm的方型孔。
5.根据权利要求1所述的一种机床快换零点定位工装,其特征在于,在所述小平台(1)的顶部平行设置有两条滑道ⅰ(4),所述坐标轴(9)的两根立柱底部分别与所述滑道ⅰ(4)配合。
6.根据权利要求1所述的一种机床快换零点定位工装,其特征在于,在所述坐标轴(9)的立柱内侧和横杆底部均固定设置有滑道ⅱ(5),所述滑块(6)通过与所述滑道ⅱ(5)配合可直线滑动地安装在坐标轴(9)上。
7.根据权利要求1所述的一种机床快换零点定位工装,其特征在于,所述小平台(1)为长600mm、宽700mm、高30mm的不锈钢板。
8.根据权利要求1所述的一种机床快换零点定位工装,其特征在于,所述底座(3)为长400mm、宽400mm、高45mm的不锈钢板,在所述底座(3)上面阵列11行、13列下端为m10、上端为φ12通孔、孔间距为50mm的孔。
9.根据权利要求1所述的一种机床快换零点定位工装,其特征在于,所述坐标轴(9)为长990mm,宽550mm矩形框。
10.根据权利要求5所述的一种机床快换零点定位工装,其特征在于,所述滑道ⅰ(4)长度为600mm。
技术总结本技术涉及机械加工技术领域,具体是一种机床快换零点定位工装,包括小平台、吸盘、底座和坐标轴,底座通过吸盘可拆卸地固定在小平台上,坐标轴可直线滑动地安装在下平台上,坐标轴包括两根立柱和固定设置在两根立柱顶部的横杆,两根立柱设置在底座的两侧,在立柱的内侧和横杆上分别设置有可沿着立柱和横杆直线移动的滑块,在滑块上安装有零点定位表。该定位工装可提升装夹效率、缩短停机时间,实现装夹简便、切换方便的柔性加工,通过设计机床外的零点定位工装,多个特制的底座提前装夹准备,按计划排产上机加工,若计划有变,也无需拆卸,连同底座和零件一同切换,有效缩减了停机装夹的等待时间,高效提升装夹效率。技术研发人员:刘达,李洋受保护的技术使用者:沈阳富创精密设备股份有限公司技术研发日:20231128技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240716/106192.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表