一种锻造碳纤维复合材料门立柱罩体、轨道车辆及方法与流程
- 国知局
- 2024-08-01 08:53:13
本发明属于轨道车辆,具体涉及一种锻造碳纤维复合材料门立柱罩体、轨道车辆及方法。
背景技术:
1、这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
2、轻量化是轨道交通装备发展趋势,碳纤维复合材料具有轻质高强、比强度高、比刚度大及优异的可设计性等优势,被认为是轨道交通未来发展的重要替代材料之一。
3、目前,轨道交通复合材料门立罩主要为玻璃纤维增强不饱和树脂复合材料材质,为保证主体对角线偏差,内部传统设计采用金属件支撑,存在质量偏重问题。同时传统的碳纤维复合材料制备工艺有热压罐成型、模压成型、袋压成型等不同方式,这些工艺自动化程度低、工艺复杂、成本偏高,对于轨道交通车辆复合材料门立罩等装饰件的成型制造存在性能、成本不匹配问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种锻造碳纤维复合材料门立柱罩体、轨道车辆及方法,该门立柱罩体采用高性能短切碳纤维片状模塑料,实现复合材料轻量化。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
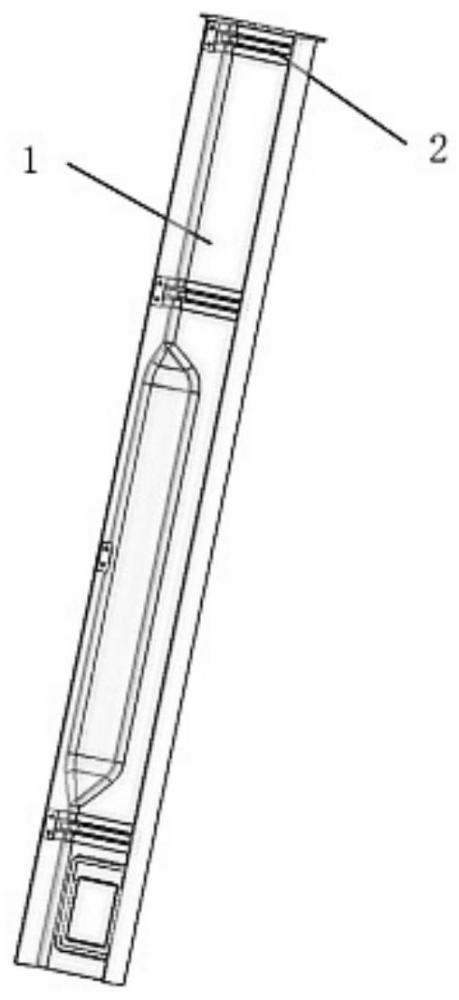
3、第一方面,本发明提供了一种锻造碳纤维复合材料门立柱罩体,包括主体罩体,主体罩体背部设置背部支撑结构;所述主体罩体和背部支撑结构均为层状结构,层状结构采用短切碳纤维片状模塑料制成。
4、作为进一步的技术方案,所述背部支撑结构设置多个,多个背部支撑结构在主体罩体背部由上至下间隔设置。
5、作为进一步的技术方案,所述主体罩体和背部支撑结构为一体式结构。
6、作为进一步的技术方案,所述短切碳纤维片状模塑料的设计厚度为(2~3)mm,短切碳纤维片状模塑料由多层片材形成,片材单层(0.6-0.8)mm。
7、作为进一步的技术方案,所述短切碳纤维片状模塑料成分为短切碳纤维和环氧树脂,其中,环氧树脂含量为(40~60)%,短切碳纤维长度为(12.5~25)mm。
8、第二方面,本发明还提供了一种轨道车辆,包括如上所述的门立柱罩体。
9、第三方面,本发明还提供了一种如上所述的门立柱罩体的制造方法,采用短切碳纤维片状模塑料为原材料,通过模压工艺,经过加热、加压设定时间,成型得到门立柱罩体。
10、第四方面,本发明还提供了一种如上所述的门立柱罩体的制造方法,包括以下步骤:
11、片材铺贴:根据产品形状,将短切碳纤维片状模塑料片材裁切成所需形状和尺寸,依次在模具上逐层铺贴短切碳纤维片状模塑料至产品设计厚度;
12、成型:控制模压压力、温度、时间等参数,进行固化,固化后进行脱模处理,得到一体化成型的门立柱罩体。
13、作为进一步的技术方案,片材铺贴前,使用清洗剂将模具表面清理干净,并涂抹脱模剂,晾干后用绵纱擦拭干净。
14、作为进一步的技术方案,其中,模压压力为12~16mpa,温度为130~160℃,时间为3~5min。
15、上述本发明的有益效果如下:
16、本发明的锻造碳纤维复合材料门立柱罩体,采用高性能短切碳纤维片状模塑料,实现复合材料轻量化,提升了外观效果装饰性;且通过采用短切碳纤维片状模塑料,其将主体罩体和背部支撑结构一体成型,二者材料相同,不会出现质量偏重问题,且可以保证罩体对角线偏差,保证整体刚度。
17、本发明的锻造碳纤维复合材料门立柱罩体,主体罩体与背部支撑结构一体化设计制造,打破现有结构利用金属件补强的结构形式,保证产品的强度、刚度。
18、本发明的锻造碳纤维复合材料门立柱罩体,通过采用锻造碳纤维快速模压工艺成型,提升了生产效率,适用于工程化批量生产。
技术特征:1.一种锻造碳纤维复合材料门立柱罩体,其特征是,包括主体罩体,主体罩体背部设置背部支撑结构;所述主体罩体和背部支撑结构均为层状结构,层状结构采用短切碳纤维片状模塑料制成。
2.如权利要求1所述的门立柱罩体,其特征是,所述背部支撑结构设置多个,多个背部支撑结构在主体罩体背部由上至下间隔设置。
3.如权利要求1所述的门立柱罩体,其特征是,所述主体罩体和背部支撑结构为一体式结构。
4.如权利要求1所述的门立柱罩体,其特征是,所述短切碳纤维片状模塑料的设计厚度为(2~3)mm,短切碳纤维片状模塑料由多层片材形成,片材单层(0.6-0.8)mm。
5.如权利要求4所述的门立柱罩体,其特征是,所述短切碳纤维片状模塑料成分为短切碳纤维和环氧树脂,其中,环氧树脂含量为(40~60)%,短切碳纤维长度为(12.5~25)mm。
6.一种轨道车辆,其特征是,包括如权利要求1-5任一项所述的门立柱罩体。
7.如权利要求1-5任一项所述的门立柱罩体的制造方法,其特征是,采用短切碳纤维片状模塑料为原材料,通过模压工艺,经过加热、加压设定时间,成型得到门立柱罩体。
8.如权利要求1-5任一项所述的门立柱罩体的制造方法,其特征是,包括以下步骤:
9.如权利要求8所述的制造方法,其特征是,片材铺贴前,使用清洗剂将模具表面清理干净,并涂抹脱模剂,晾干后用绵纱擦拭干净。
10.如权利要求8所述的制造方法,其特征是,其中,模压压力为12~16mpa,温度为130~160℃,时间为3~5min。
技术总结本发明公开了一种锻造碳纤维复合材料门立柱罩体、轨道车辆及方法,属于轨道车辆技术领域,包括主体罩体,主体罩体背部设置背部支撑结构;所述主体罩体和背部支撑结构均为层状结构,层状结构采用短切碳纤维片状模塑料制成。该门立柱罩体采用高性能短切碳纤维片状模塑料,实现复合材料轻量化。技术研发人员:史磊,岳书静,赵英男,侯帅昌,蔡茂受保护的技术使用者:中车成型科技(青岛)有限公司技术研发日:技术公布日:2024/5/6本文地址:https://www.jishuxx.com/zhuanli/20240718/233860.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。