一种含较大离型力离型纸的模切件及其制作方法与流程
- 国知局
- 2024-08-02 17:51:14
本发明涉及模切件加工领域,具体涉及一种含较大离型力离型纸的模切件及其制作方法。
背景技术:
1、有些双面胶的模切产品,需要贴到电子产品的工件上,并且该工件还需要过高温炉,温度约220℃,这样的背胶产品的材料就需要满足耐高温要求。双面胶产品上还需要贴个提手膜,在使用时需要将带有提手膜的双面胶产品先贴在工件上,过了高温炉后,再撕去,将其他组件贴到该工件上。由于普通离型膜的短期耐温一般在100℃左右,达不到耐高温的要求,一般会选用耐高温的离型纸做为提手膜来使用。
2、随着技术的进步,自动化装配技术已经在很多领域运用。对于客户用自动化机器装配的模切件,要求就会比客户手工组装的模切件要求要高一些。不仅需要考虑双面胶与提手膜的是否合适,还需考虑产品与料带膜是否合适。
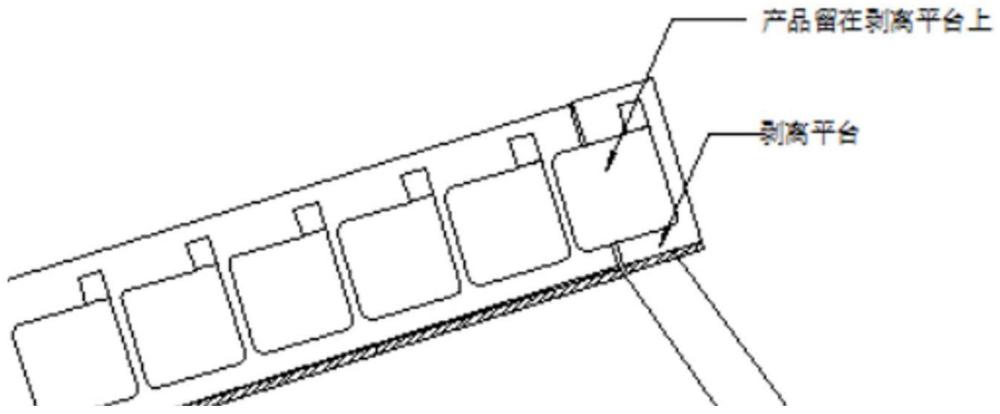
3、如果做为提手膜的离型纸的离型力比较轻,与双面胶组合成模切件产品时,贴到料带上,载带膜的需要就比较麻烦,选择不好就会出现剥离不良的问题。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种可以把产品与载带的剥离不良改善掉、不会影响到产品的提手膜与胶剥离问题的含较大离型力离型纸的模切件及其制作方法。
2、本发明的目的可以通过以下技术方案来实现:
3、发明人认为,离型纸是由纸基材与硅油组成,离型纸的离型力是由硅油决定的,硅油越多,离型力就越小,与双面胶贴合后撕离力度就会越轻。如果把提手的离型纸剥离力再升高6-8g,把产品与载膜膜的克重配比再拉大一点,就可以改善剥离不良。而离型纸的离型力就是由硅油显现出来,离型力轻了,就是硅胶多了,如果把硅胶除掉一些,就能把该离型纸的的离型力加重,具体方案如下:
4、一种含较大离型力离型纸的模切件,该模切件包括相互贴合的离型纸和双面胶,所述的双面胶与载带膜贴合,离型纸的离型力克重比载带膜高至少12g。
5、进一步地,所述离型纸的离型力克重为15-23g。
6、进一步地,所述离型纸包括纸基材与硅油层。
7、进一步地,所述载带膜的离型力克重为1-3g。
8、一种如上所述含较大离型力离型纸的模切件的制作方法,该方法包括以下步骤:
9、将硅胶保护膜与离型纸的硅油层贴合后,再将硅胶保护膜撕除;
10、将离型纸的硅油层与双面胶贴合,并进行模切;
11、将载带膜与双面胶贴合,形成含较大离型力离型纸的模切件。
12、进一步地,所述硅胶保护膜包括pet基材,以及能与硅油层中的硅油反应的硅胶层。
13、进一步地,所述的硅胶层与硅油层贴合。
14、进一步地,所述贴合的时间不超过2s,优选1-2s。
15、进一步地,所述硅胶保护膜的粘性为18-22g,优选20g左右。
16、进一步地,硅胶保护膜与离型纸贴合时采用模切圆辊刀来贴合。
17、硅胶保护膜是由pet基材与硅胶组成,硅胶会与硅油进行反应,把硅油带走,这样离型纸上的硅油会变少,离型纸的离型力就会升高。硅胶与硅油贴合时进行反应,与贴合的时间及硅胶的含量都有关系。如果硅胶粘性越大,贴到离型纸上带走的硅油就越多;如果贴合的时间越久,贴到离型纸上带走的硅油也会越多。针对某些材料,比如将离型力升高6-8g,需要选择的硅胶保护膜的粘性在20g左右即可,并且贴合后的时间要快,尽量把离型纸上浮上面的硅油带走,这样不会破坏离型纸的硅胶层。用模切圆辊刀来贴合,贴上后停留的时间不会超过2s时间。
18、与现有技术相比,本发明具有以下优点:
19、(1)本发明用硅胶保护膜来对离型纸进行微处理,将离型纸上的硅胶带走一点,将离型纸的离型力加大6-8g,可以把产品与载带的剥离不良改善掉;
20、(2)本发明由于处理后仅是把离型纸的离型纸克重加大6-8g,上升克重不高,不会影响到产品的提手膜与胶的剥离问题。
技术特征:1.一种含较大离型力离型纸的模切件,其特征在于,该模切件包括相互贴合的离型纸和双面胶,所述的双面胶与载带膜贴合,离型纸的离型力克重比载带膜高至少12g。
2.根据权利要求1所述的一种含较大离型力离型纸的模切件,其特征在于,所述离型纸的离型力克重为15-23g。
3.根据权利要求1所述的一种含较大离型力离型纸的模切件,其特征在于,所述离型纸包括纸基材与硅油层。
4.根据权利要求1所述的一种含较大离型力离型纸的模切件,其特征在于,所述载带膜的离型力克重为1-3g。
5.一种如权利要求1-4任一项所述含较大离型力离型纸的模切件的制作方法,其特征在于,该方法包括以下步骤:
6.根据权利要求5所述的一种含较大离型力离型纸的模切件的制作方法,其特征在于,所述硅胶保护膜包括pet基材,以及能与硅油层中的硅油反应的硅胶层,所述硅胶保护膜的粘性为18-22g,优选20g。
7.根据权利要求6所述的一种含较大离型力离型纸的模切件的制作方法,其特征在于,所述的硅胶层与硅油层贴合。
8.根据权利要求5所述的一种含较大离型力离型纸的模切件的制作方法,其特征在于,所述贴合的时间不超过2s,优选1-2s。
9.根据权利要求5所述的一种含较大离型力离型纸的模切件的制作方法,其特征在于,贴合硅胶保护膜前,离型纸的离型力克重为12±3g。
10.根据权利要求5所述的一种含较大离型力离型纸的模切件的制作方法,其特征在于,硅胶保护膜与离型纸贴合时采用模切圆辊刀来贴合。
技术总结本发明涉及一种含较大离型力离型纸的模切件及其制作方法。该模切件包括相互贴合的离型纸和双面胶,所述的双面胶与载带膜贴合,离型纸的离型力克重比载带膜高至少12G。制作方法包括以下步骤:将硅胶保护膜与离型纸的硅油层贴合后,再将硅胶保护膜撕除;将离型纸的硅油层与双面胶贴合,并进行模切;将载带膜与双面胶贴合,形成含较大离型力离型纸的模切件。所述贴合的时间不超过2s,优选1‑2s。与现有技术相比,本发明可以把产品与载带的剥离不良改善掉、不会影响到产品的提手膜与胶剥离问题。技术研发人员:杜月华,蒋建国受保护的技术使用者:昊佰电子科技(上海)有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240718/257689.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表