一种精轧线材收卷前变向牵引装置的制作方法
- 国知局
- 2024-08-05 13:53:18
本技术涉及模具钢生产辅助设备,尤其是一种精轧线材收卷前变向牵引装置。
背景技术:
1、在进行线材精轧生产车间中,经常会遇到这种情况:就是中间的某些段落的线材轧制不合规格需要将其切掉,但是又不能整体停机影响精轧生产线的持续运行,这时候就矛盾了,通常二者难以兼得,精轧线材由于其轧制的直径相对较小,轧制完成后一般都采用卷盘进行收卷收集,但是收集起来的线材都不能含有不合格的残次品,因此如果在发现后能够及时进行切断,将合格的线材导引到一边收集,而不合格的线材则导引到另一边回收则是最好选择,而目前在精轧生产线上操作人员很容易将一段不合格的线材也收卷起来,导致后期还需要进行整理再次剪切掉不合格的部分,影响整体的生产效率。
技术实现思路
1、本实用新型的目的就是针对上述情况,提供一种精轧线材收卷前变向牵引装置,该变向牵引装置结构设计简单,能够实时在线快速调整轧制线材的运行方向。
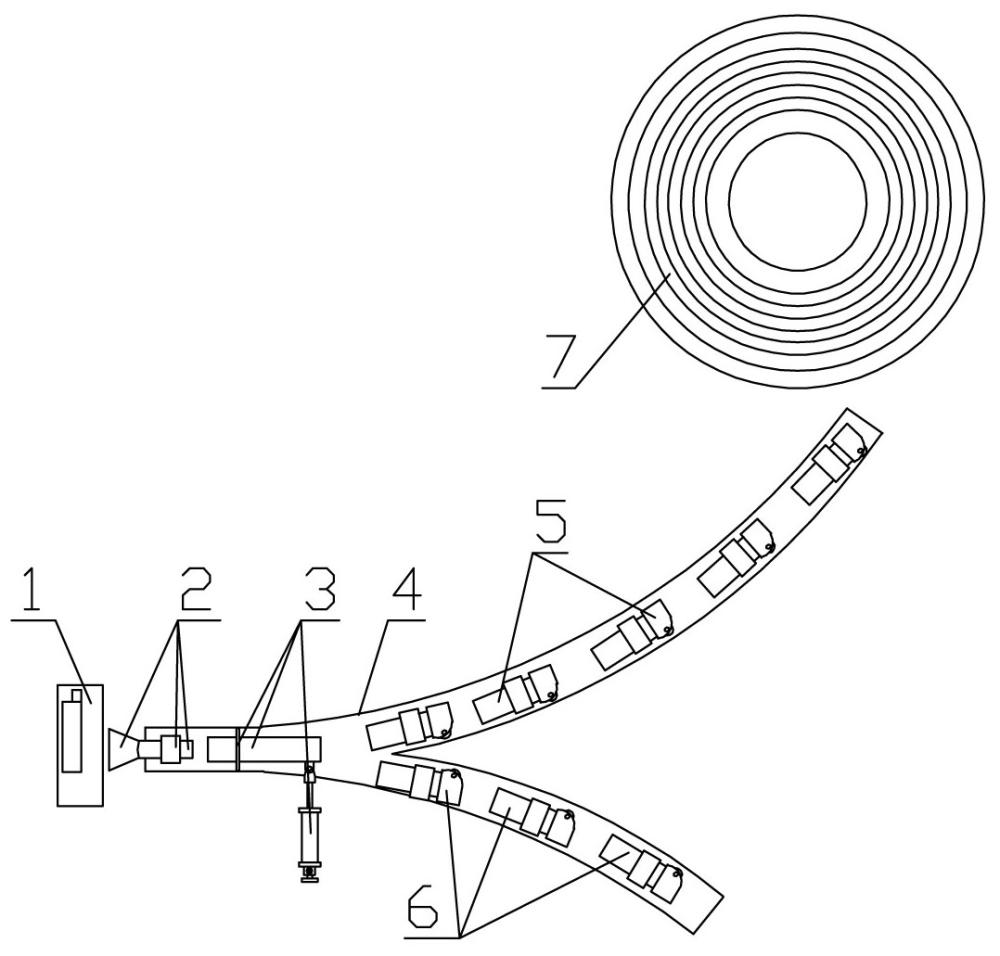
2、本实用新型的具体方案是:一种精轧线材收卷前变向牵引装置,具有人字形基座,人字形基座的端头前方设置有线材剪切机构,人字形基座的前部设置有线材导入结构,线材导入结构对接在线材剪切机构的后方;在线材导入结构的后方设置有线材方向切换机构,位于人字形基座的一撇一捺位置上分别设置有第一导引机构和第二导引机构,第一导引机构将线材导引到线材收卷卷盘上,第二导引机构将不合格的线材导出回收,第一导引机构和第二导引机构均与线材方向切换机构的尾部对接。
3、进一步的,本实用新型中所述线材方向切换机构具有切换圆筒,切换圆筒的前端底部装有转动轴,转动轴安置在人字形基座上,在切换圆筒的靠近尾部处的外侧壁上连接有一台切换气缸,该切换气缸的缸座铰装在外部安装座上,切换气缸的活塞杆前端铰接在切换圆筒的外壁上,切换圆筒在切换气缸的驱动下实现分别与第一导引机构和第二导引机构的切换对接。
4、进一步的,本实用新型中在所述切换圆筒的外部还设有一个门框形限位框,该限位框将切换圆筒框在其中并与切换圆筒的外壁保持间距;限位框的两端底部安置在人字形基座上。
5、进一步的,本实用新型中所述第一导引机构和第二导引机构的结构相同,各自均是由若干个导引单元沿着人字形基座的一撇一捺弧线进行布置,所述导引单元具有导引圆筒,导引圆筒外壁上设有一圈圆弧凹槽,圆弧凹槽处设置有一套夹持机构,夹持机构固定在所述的人字形基座上,在导引圆筒的尾部连接有一个导引轮夹套,导引轮夹套与导引圆筒内部相通,导引轮夹套内双侧或单侧装有导引轮。
6、进一步的,本实用新型中所述导引圆筒的入口端内侧设置有圆弧倒角。
7、进一步的,本实用新型中所述夹持机构具有夹持底座,夹持底座固定在人字形基座上,夹持底座上设置有一块u形卡板,与u形卡板相对设置有一块螺杆座板,该螺杆座板铰装在所述夹持底座上,螺杆座板上装有一根夹持螺杆,该夹持螺杆与所述u形卡板卡接并通过锁紧螺母锁紧。
8、进一步的,本实用新型中所述线材导入结构包括有导入圆筒,导入圆筒的前端口上设有喇叭口罩,导入圆筒的尾部对接所述的线材方向切换机构的入口侧。
9、进一步的,本实用新型中所述线材剪切机构是由活动剪与固定剪组成的液压驱动的剪切机构。
10、本实用新型设计的是一种针对精轧生产线的切换变向牵引装置,整个装置结构设计新颖,能够实时根据需要来切换改变精轧线材的走向,进而实现合格线材与不合格线材的分离,提高整个设备的生产效率,具有很好的实际使用以及推广价值。
技术特征:1.一种精轧线材收卷前变向牵引装置,其特征在于:具有人字形基座,人字形基座的端头前方设置有线材剪切机构,人字形基座的前部设置有线材导入结构,线材导入结构对接在线材剪切机构的后方;在线材导入结构的后方设置有线材方向切换机构,位于人字形基座的一撇一捺位置上分别设置有第一导引机构和第二导引机构,第一导引机构将线材导引到线材收卷卷盘上,第二导引机构将不合格的线材导出回收,第一导引机构和第二导引机构均与线材方向切换机构的尾部对接。
2.根据权利要求1所述的一种精轧线材收卷前变向牵引装置,其特征在于:所述线材方向切换机构具有切换圆筒,切换圆筒的前端底部装有转动轴,转动轴安置在人字形基座上,在切换圆筒的靠近尾部处的外侧壁上连接有一台切换气缸,该切换气缸的缸座铰装在外部安装座上,切换气缸的活塞杆前端铰接在切换圆筒的外壁上,切换圆筒在切换气缸的驱动下实现分别与第一导引机构和第二导引机构的切换对接。
3.根据权利要求2所述的一种精轧线材收卷前变向牵引装置,其特征在于:在所述切换圆筒的外部还设有一个门框形限位框,该限位框将切换圆筒框在其中并与切换圆筒的外壁保持间距;限位框的两端底部安置在人字形基座上。
4.根据权利要求1所述的一种精轧线材收卷前变向牵引装置,其特征在于:所述第一导引机构和第二导引机构的结构相同,各自均是由若干个导引单元沿着人字形基座的一撇一捺弧线进行布置,所述导引单元具有导引圆筒,导引圆筒外壁上设有一圈圆弧凹槽,圆弧凹槽处设置有一套夹持机构,夹持机构固定在所述的人字形基座上,在导引圆筒的尾部连接有一个导引轮夹套,导引轮夹套与导引圆筒内部相通,导引轮夹套内双侧或单侧装有导引轮。
5.根据权利要求4所述的一种精轧线材收卷前变向牵引装置,其特征在于:所述导引圆筒的入口端内侧设置有圆弧倒角。
6.根据权利要求4所述的一种精轧线材收卷前变向牵引装置,其特征在于:所述夹持机构具有夹持底座,夹持底座固定在人字形基座上,夹持底座上设置有一块u形卡板,与u形卡板相对设置有一块螺杆座板,该螺杆座板铰装在所述夹持底座上,螺杆座板上装有一根夹持螺杆,该夹持螺杆与所述u形卡板卡接并通过锁紧螺母锁紧。
7.根据权利要求1所述的一种精轧线材收卷前变向牵引装置,其特征在于:所述线材导入结构包括有导入圆筒,导入圆筒的前端口上设有喇叭口罩,导入圆筒的尾部对接所述的线材方向切换机构的入口侧。
8.根据权利要求1所述的一种精轧线材收卷前变向牵引装置,其特征在于:所述线材剪切机构是由活动剪与固定剪组成的液压驱动的剪切机构。
技术总结本技术公开了一种精轧线材收卷前变向牵引装置,具有人字形基座,人字形基座的端头前方设置有线材剪切机构,人字形基座的前部设置有线材导入结构;在线材导入结构的后方设置有线材方向切换机构,位于人字形基座的一撇一捺位置上分别设置有第一导引机构和第二导引机构,第一导引机构将线材导引到线材收卷卷盘上,第二导引机构将不合格的线材导出回收;本技术设计的是一种针对精轧生产线的切换变向牵引装置,整个装置结构设计新颖,能够实时根据需要来切换改变精轧线材的走向,进而实现合格线材与不合格线材的分离,提高整个设备的生产效率,具有很好的实际使用以及推广价值。技术研发人员:潘骁,刘海松受保护的技术使用者:湖北楠田工模具科技有限公司技术研发日:20231205技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240720/269703.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表