一种飞机装配工装平台自动控制方法与流程
- 国知局
- 2024-08-01 06:03:12
本发明涉及飞机制造,特别涉及一种飞机装配工装平台自动控制方法。
背景技术:
1、在目前飞机配件装配环境中,针对不同的飞机配件装配场景需要人工针对不同配件类型进行不同装配方案,在装配过程中需要根据装配需求进行距离测准、对接安装、姿态调整等装配作业,在装配过程中需要在每个装配场景使用对应的装配工装,装配过程复杂且装配效率低。
2、因此目前需要一种飞机装配工装平台自动控制方法,实现针对不同场景的飞机配件自动装配作业,通过产业自动化工装设计提高装配精度及装配效率。
技术实现思路
1、为解决每个装配场景使用对应的装配工装导致装配过程复杂且装配效率低的技术问题,本发明提供一种飞机装配工装平台自动控制方法,具体的技术方案如下:
2、本发明提供一种飞机装配工装平台自动控制方法,应用于飞机装配工装平台,所述飞机装配工装平台包括基体框架、定位器矩阵和装配工装,包括步骤:
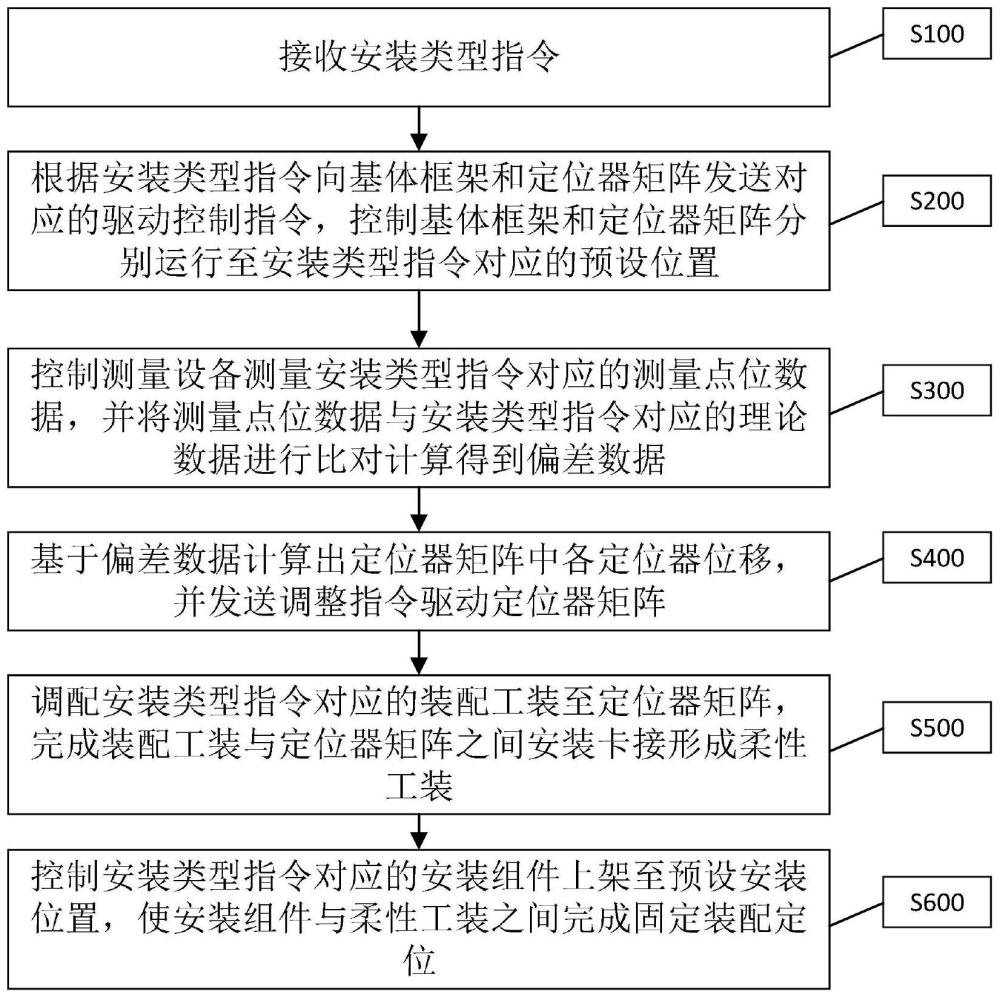
3、接收安装类型指令,所述安装类型指令包括机身筒段安装指令、舱门安装指令、壁板组件安装指令、缝翼安装指令、机身对接安装指令和翼身对接安装指令;
4、根据所述安装类型指令向所述基体框架和所述定位器矩阵发送对应的驱动控制指令,控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置;
5、控制测量设备测量所述安装类型指令对应的测量点位数据,并将所述测量点位数据与所述安装类型指令对应的理论数据进行比对计算得到偏差数据;
6、基于所述偏差数据计算出所述定位器矩阵中各定位器位移,并发送调整指令驱动所述定位器矩阵;
7、调配所述安装类型指令对应的所述装配工装至所述定位器矩阵,完成所述装配工装与所述定位器矩阵之间安装卡接形成柔性工装;
8、控制所述安装类型指令对应的安装组件上架至预设安装位置,使所述安装组件与所述柔性工装之间完成固定装配定位。
9、本发明提供的飞机装配工装平台自动控制方法根据飞机配件装配的不同场景设计通用性的柔性工装平台控制方案,实现根据不同装配指令自动生成对应装配工装,提高飞机装配过程一体自动化程度以及装配效率。
10、在一些实施方式中,所述基体框架包括上横梁和下横梁,所述定位器矩阵包括包括设置于所述上横梁上的若干上定位器和设置于所述下横梁上的若干下定位器,所述的控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置,具体包括:
11、根据所述安装类型指令对应的驱动控制指令生成对应的横梁驱动控制方案、主定位器驱动控制方案和从定位器驱动控制方案;
12、所述横梁驱动控制方案用于控制所述下横梁和所述上横梁分别移动至横梁预设位置;
13、所述主定位器驱动控制方案用于控制第一预设数量的所述上定位器和第二预设数量的下定位器分别移动至主定位器预设位置;
14、所述从定位器驱动控制方案用于控制其余定位器分别移动至从定位器预设位置,所述从定位器预设位置与所述主定位器预设位置之间超过预设距离。
15、在一些实施方式中,所述上横梁包括y轴自由度,所述上定位器包括x轴、z轴自由度;
16、所述下横梁包括y轴自由度,所述下定位器包括x轴、y轴、z轴自由度;
17、所述横梁驱动控制方案和所述主定位器驱动控制方案使所述下横梁的y轴位置与所述下定位器在y轴的最大运动行程之和,满足所述装配工装下部在y自由度上的需求。
18、在一些实施方式中,所述的控制测量设备测量所述安装类型指令对应的测量点位数据,并将所述测量点位数据与所述安装类型指令对应的理论数据进行比对计算得到偏差数据,具体包括:
19、预先建立工作坐标系、飞机产品坐标系和地标点位;
20、根据所述工作坐标系和所述飞机产品坐标系计算转站数据;
21、获取各个所述地标点位的原始位置值和转站后的实际测量值;
22、去除所述原始位置值和所述实际测量值之间偏差大于预设偏差阈值的所述地标点位对应的所述转站数据;
23、根据剩余所述转站数据计算各个所述测量点位数据在定位前的所述理论数据;
24、比对各个所述测量点位数据与其在定位前的所述理论数据之间的所述偏差数据。
25、在一些实施方式中,所述安装类型指令为所述壁板组件安装指令时;
26、所述的控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置,具体包括:
27、控制所述基体框架、四个所述上定位器和四个所述下定位器运行至所述安装类型指令对应的预设位置,使每组所述上定位器和所述下定位器组成壁板柔性工装安装槽;
28、所述的调配所述安装类型指令对应的所述装配工装至所述定位器矩阵,完成所述装配工装与所述定位器矩阵之间安装卡接形成柔性工装,具体包括:
29、将四组卡板模块组件分别安装至四组所述壁板柔性工装安装槽,行成壁板装配柔性工装,所述卡板模块组件包括框定位器、长桁定位器和真空吸盘;
30、所述的控制所述安装类型指令对应的安装组件上架至预设安装位置,使所述安装组件与所述柔性工装之间完成固定装配定位,具体包括:
31、连接所述卡板模块组件上的哈丁接头,控制框和长桁先后分别移动至所述框定位器位置和所述长桁定位器位置固定;
32、控制蒙皮移动至所述真空吸盘位置固定,移动蒙皮耳片孔定位销将所述蒙皮上的蒙皮耳片孔定位。
33、在一些实施方式中,所述安装类型指令为所述缝翼安装指令时;
34、所述的控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置,具体包括:
35、控制所述基体框架和四个所述下定位器运行至所述安装类型指令对应的预设位置,使下前横梁上两个所述下定位器和下后横梁上两个所述下定位器组成缝翼柔性工装安装槽;
36、所述的调配所述安装类型指令对应的所述装配工装至所述定位器矩阵,完成所述装配工装与所述定位器矩阵之间安装卡接形成柔性工装,具体包括:
37、安装两个缝翼交点孔定位器至所述下前横梁的两个所述下定位器,以及两个外形卡板至所述下后横梁的两个所述下定位器。
38、在一些实施方式中,所述安装类型指令为所述舱门安装指令时;
39、所述的控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置,具体包括:
40、控制所述基体框架和四个所述下定位器运行至所述安装类型指令对应的预设位置,使下前横梁上两个所述下定位器和下后横梁上两个所述下定位器组成舱门柔性工装安装槽;
41、所述的调配所述安装类型指令对应的所述装配工装至所述定位器矩阵,完成所述装配工装与所述定位器矩阵之间安装卡接形成柔性工装,具体包括:
42、安装两个舱门交点孔定位器至所述下前横梁的两个所述下定位器,两个所述止动快定位器至所述下后横梁的两个所述下定位器。
43、在一些实施方式中,所述安装类型指令为所述机身筒段安装指令时;
44、所述的控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置,具体包括:
45、控制所述基体框架、八个所述上定位器和八个所述下定位器运行至所述安装类型指令对应的预设位置,组成机身筒段柔性工装安装槽;
46、所述的调配所述安装类型指令对应的所述装配工装至所述定位器矩阵,完成所述装配工装与所述定位器矩阵之间安装卡接形成柔性工装,具体包括:
47、安装壁板支撑球头至各个所述下定位器形成机身筒段柔性工装;
48、所述的控制所述安装类型指令对应的安装组件上架至预设安装位置,使所述安装组件与所述柔性工装之间完成固定装配定位,具体包括:
49、依次将设置工艺支撑接头和内保型撑杆的底壁板、左侧壁板、地板、顶壁板和右侧壁板进行上架安装和姿态调节。
50、在一些实施方式中,所述安装类型指令为所述机身对接安装指令时;
51、所述的控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置,具体包括:
52、控制所述基体框架和八个所述下定位器运行至所述安装类型指令对应的预设位置,组成机身对接柔性工装安装槽;
53、所述的调配所述安装类型指令对应的所述装配工装至所述定位器矩阵,完成所述装配工装与所述定位器矩阵之间安装卡接形成柔性工装,具体包括:
54、安装八个支撑球头至八个所述下定位器形成两组机身对接柔性工装,每组所述机身对接柔性工装包括四个支撑球头和四个所述下定位器;
55、所述的控制所述安装类型指令对应的安装组件上架至预设安装位置,使所述安装组件与所述柔性工装之间完成固定装配定位,具体包括:
56、分别将设置有四个机身工艺接头的两个机身段分别上架安装至所述机身对接柔性工装,使所述机身工艺接头与所述支撑球头相互固定支撑。
57、在一些实施方式中,所述安装类型指令为所述翼身对接安装指令时;
58、所述的控制所述基体框架和所述定位器矩阵分别运行至所述安装类型指令对应的预设位置,具体包括:
59、控制所述基体框架和十个所述下定位器运行至所述安装类型指令对应的预设位置,组成翼身对接柔性工装安装槽;
60、所述的调配所述安装类型指令对应的所述装配工装至所述定位器矩阵,完成所述装配工装与所述定位器矩阵之间安装卡接形成柔性工装,具体包括:
61、安装十个支撑球头至十个所述下定位器,并安装两个机翼接头连杆至下前横梁和下后横梁上位置对应的两组所述支撑球头,形成翼身对接柔性工装;
62、所述的控制所述安装类型指令对应的安装组件上架至预设安装位置,使所述安装组件与所述柔性工装之间完成固定装配定位,具体包括:
63、将机身段上架设置于中间四个所述支撑球头,将左外翼上架设置于右侧三个所述支撑球头,将右外翼上架设置于左侧三个所述支撑球头。
64、本发明提供的飞机装配工装平台自动控制方法的技术效果如下:根据飞机配件装配的不同场景设计通用性的柔性工装平台控制方案,实现根据不同装配指令自动生成对应装配工装,提高飞机装配过程一体自动化程度以及装配效率。
本文地址:https://www.jishuxx.com/zhuanli/20240722/222612.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表