一种船舶夹角结构及其装配方法与流程
- 国知局
- 2024-08-01 06:47:13
本发明属于船舶制造,特别涉及一种船舶夹角结构及其装配方法。
背景技术:
1、在中小型船舶上,由于线型比较小,且双壳舱室空间比较小,在结构夹角位置普遍带来施工上的困难,目前,业内对于船舶夹角结构的施工方法基本是以平台上胎,外板/斜壁板板列散装或者外板上胎,安装纵横构件,然后再整体反扣到平台胎架上两种安装方式为主。夹角位置施工基本属于双壳的闷舱环境施工,由于夹角内空间狭小,双层舱室高度较矮,结构较为密集,人员和焊接打磨及通风等设备进出较为麻烦,且施工环境也较为恶劣,存在一定的施工安全问题,施工效率也较低。为了施工方便,部分位置会通过开设工艺孔的方式增加人员设备通道,此时需要和船东报备,并且开孔后也改变不了夹角位置闷舱作业的性质;另外在一些船头上,会在夹角位置做成封死结构,因为修改后焊接较为复杂,并且在液舱区域,封死影响舱容,并且进一步的也可能影响破舱稳性,密性要求也比较高,很难取得设计院或者船东的认可。
技术实现思路
1、针对上述问题,本发明提供一种船舶夹角结构及其装配方法。
2、为实现上述目的,本发明采用如下的技术方案:
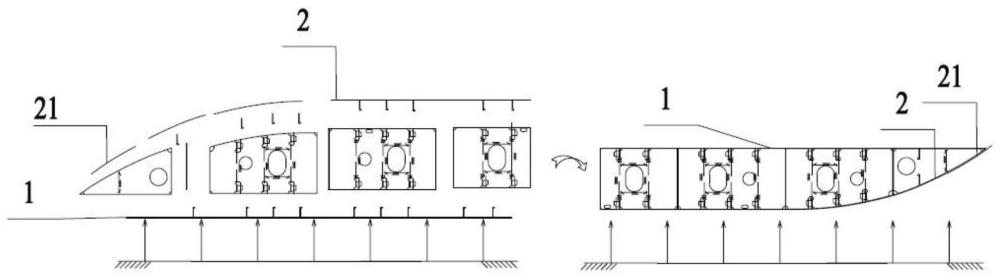
3、一种船舶夹角结构,所述夹角结构包括第一夹角板和第二夹角板,所述第一夹角板为一平台板,第二夹角板的一侧边与第一夹角板的一侧边呈锐角对接,第二夹角板包括多个依次对接、相对第一夹角板的倾斜角度依次减小的列板,其中倾斜角度最大的列板为角接板,角接板为一个类矩形的板列,角接板的长度与第一夹角板的纵向长度相同,角接板的下部内侧壁与第一夹角板的一纵向边的呈锐角对接,;所述角接板的宽度为500mm~1000mm。
4、进一步的,所述角接板的下部长边位于第一夹角板的下方,与第一夹角板下端面之间的垂直高度为50mm~150mm。
5、上述船舶夹角结构的装配方法,包括以下步骤:
6、s1.根据设计院提供的设计图确认夹角结构区域,并依据分段建造方式确认夹角结构的首次上胎基面,将第一夹角板作为夹角结构的首次上胎基面置于胎架上;
7、s2.确定第二夹角板上位于第一夹角板上方且距离第一夹角板最近的板缝的位置,以确定角接板的形状尺寸;
8、s3.将角接板与第一夹角板的按照设定的角度对接,然后进行焊接打磨,直至将夹角处焊接打磨符合要求,此时施工环境为半敞开空间;
9、s4.夹角处施工完毕后,将第二夹角板中其余多个列板按照倾斜角依次减小的顺序自角接板侧依次对接安装,与半敞开空间装配为一个整体,船舶夹角结构装配完成;或者夹角处施工完毕后,将第二夹角板中的多个列板按照倾斜角度依次增加的顺序自左向右放置在胎架上,将步骤2处理得到的半敞开空间结构180°翻身后置于放有第二夹角板的胎架上,最后将半敞开空间结构与第二夹角板的多个列板焊接连接,船舶夹角结构装配完成。
10、进一步的,所述步骤s2具体为:
11、s21.根据相关规范要求确定角接板的最小允许宽度,在此最小允许宽度的基础上加宽50mm~100mm左右后,根据加宽后的角接板的宽度拟定第二夹角板上位于第一夹角板上方且距离第一夹角板最近的板缝的位置;当角接板为的外板或强力甲板时,其最小宽度为1000mm,当角接板为壁板时,其最小宽度为500mm;
12、s22.根据上述拟定的板缝的位置与设计院提供的设计图上板缝位置进行比对,以分段为单位,对设计院的设计图上的板缝位置进行调整。
13、进一步的,在步骤s21中,所述第二夹角板中的所有列板宽度均不小于300mm。
14、进一步的,当拟定板缝和与其相邻的板缝位于同一组结构之内,则直接取消其相邻板缝,单独保留拟定板缝;当拟定板缝和与其相邻的板缝不在同一组结构之内,如果拟定板缝的相邻板缝调整后不造成板厚规格变化,则调整拟定板缝的相邻板缝的位置,直至第二夹角板中的所有列板板宽满足最小宽度的要求;如果板厚材质有变化,根据以厚代薄,以高带低的原则,将调整拟定板缝的相邻板缝,使得板宽在允许范围之内;所述同一组结构为同一组纵横构件。
15、本发明提供的船舶夹角结构及其装配方法,通过增加的板缝将夹角区域尽可能的划分到最小,合理的布置板缝和调整装配顺序,使得角接板与平台板形成的夹角空间,使原来传统的闷舱的作业方式,改为敞开式的施工方式,较好的改善施工环境,加大人员施工空间,降低了分段建造的难度,提高了施工效率,提高了施工的安全系数,缩短了分段建造周期,为保障船舶建造计划顺利实施,提供了技术保障。
技术特征:1.一种船舶夹角结构,其特征在于,所述夹角结构包括第一夹角板和第二夹角板,所述第一夹角板为一平台板,第二夹角板的一侧边与第一夹角板的一侧边呈锐角对接,第二夹角板包括多个依次对接、相对第一夹角板的倾斜角度依次减小的列板,其中倾斜角度最大的列板为角接板,角接板为一个类矩形的板列,角接板的长度与第一夹角板的纵向长度相同,角接板的下部内侧壁与第一夹角板的一纵向边的呈锐角对接,;所述角接板的宽度为500mm~1000mm。
2.根据权利要求1所述的一种船舶夹角结构,其特征在于,所述角接板的下部长边位于第一夹角板的下方,与第一夹角板下端面之间的垂直高度为50mm~150mm。
3.上述权利要求1-2任一项所述的船舶夹角结构的装配方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的一种船舶夹角结构的装配方法,其特征在于,所述步骤s2具体为:
5.根据权利要求4所述的一种船舶夹角结构的装配方法,其特征在于,在步骤s21中,所述第二夹角板中的所有列板宽度均不小于300mm。
6.根据权利要求5所述的一种船舶夹角结构的装配方法,其特征在于,当拟定板缝和与其相邻的板缝位于同一组结构之内,则直接取消其相邻板缝,单独保留拟定板缝;当拟定板缝和与其相邻的板缝不在同一组结构之内,如果拟定板缝的相邻板缝调整后不造成板厚规格变化,则调整拟定板缝的相邻板缝的位置,直至第二夹角板中的所有列板板宽满足最小宽度的要求;如果板厚材质有变化,根据以厚代薄,以高带低的原则,将调整拟定板缝的相邻板缝,使得板宽在允许范围之内;所述同一组结构为同一组纵横构件。
技术总结本发明提供了一种船舶夹角结构的装配方法,包括以下步骤:根据设计院提供的设计图确认夹角结构区域,并依据分段建造方式确认夹角结构的首次上胎基面,将第一夹角板作为夹角结构的首次上胎基面置于胎架上;确定第二夹角板上位于第一夹角板上方且距离第一夹角板最近的板缝的位置,以确定角接板的形状尺寸;将角接板与第一夹角板的按照设定的角度对接,此时施工环境为半敞开空间;夹角处施工完毕后,将第二夹角板中其余多个列板按照倾斜角依次减小的顺序自角接板侧依次对接安装。本发明的船舶夹角结构及其装配方法,降低了分段建造的难度,提高了施工效率,提高了施工的安全系数,缩短了分段建造周期。技术研发人员:钟文锋,金祎,高辰,田帅,姜国均受保护的技术使用者:招商局金陵船舶(江苏)有限公司技术研发日:技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240722/225026.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表