一种双轴艉轴壳搭建的固定工装及使用方法与流程
- 国知局
- 2024-08-01 06:49:25
本发明涉及船舶建造,特别是涉及一种双轴艉轴壳搭建的固定工装及使用方法。
背景技术:
1、现有的生产设计工艺中对于船舶艉轴壳分段是以单个轴孔卧态建造方式,并散贴船舶外板组装而成,艏艉轴孔中心线呈垂直面不偏中的状态,在大组立阶段把肋位号舱壁板为胎架基准面,吊装单个艉轴壳控制其艏艉中心线、内部结构与散贴外板等组合的生产作业,最终完成单个艉轴壳分段建造工艺技术方案。
2、对于大型lng船舶双轴孔艉轴壳分段为首次建造,其特点是单个分段中以左右两舷各覆盖了艉轴壳孔,且双向轴孔艏艉中心点倾斜偏中呈水平面的梯形框,也即轴孔不与船舶中心线平行,而是左右两侧轴孔对称并与中心线呈一定夹角。对于左右两侧轴壳如何在拼装时保持预设间距尺寸,是亟需解决的技术问题。
3、因此,需要设计一种辅助工装,以提高轴壳拼装时的拼装精度,提高建造效率。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明提供一种双轴艉轴壳搭建的固定工装,所述固定工装包括:
2、支撑单元,所述支撑单元包括套管,所述套管内固定有电机,支撑伸缩轴的一端连接至所述电机的转轴,另一端连接有挡板,电机带动支撑伸缩轴旋转,从而带动挡板前推或后移;
3、多个呈阵列方式排布的第一支撑单元,所述第一支撑单元的挡板位于下方,所述第一支撑单元的顶部通过槽钢实现互连形成加固网格;
4、多个横置的第二支撑单元,对称固定于加固网格的两条长边,所述第二支撑单元的挡板朝向加固网格外侧;
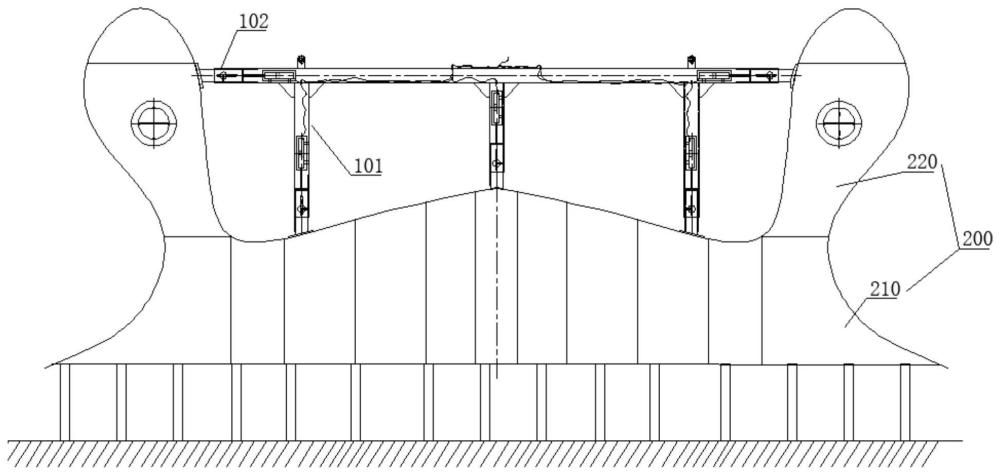
5、所述第一支撑单元的挡板用于抵紧在艉轴壳上段片体的上表面,所述第二支撑单元用于抵紧在连接于艉轴壳上段片体上表面的两个艉轴壳下段片体相对的内侧面;其中,两个艉轴壳下段片体关于艉轴壳上段片体的中心线对称分布。
6、优选地,所述套管的侧壁贯穿有旋转固定把,通过拧动所述旋转固定板以抵紧所述支撑伸缩轴实现固定。
7、优选地,所述电机的运转通过遥控器控制,电机的线缆设置于套管内部并在加固网格的中心位置伸出线缆头连接信号接收器,信号接收器与遥控器通信连接。
8、优选地,所述电机的外部覆盖有封板,以实现电机的密封。
9、优选地,所述第一支撑单元与槽钢为90°垂直连接,且在连接处设有加固肘板。
10、优选地,所述第一支撑单元的数量为9个;所述第二支撑单元的数量为4个,并分别固定于所述加固网格的四角处。
11、优选地,所述套管的内壁设置有轨道,以使支撑伸缩轴沿着轨道滑动。
12、一种所述的固定工装的使用方法,包括如下步骤:
13、s1、制作支撑单元并进行初步调试,由遥控器的按钮控制电机带动支撑伸缩轴转动,从而沿着轨道推出挡板到达指定位置,再用旋转固定把旋转拧紧固定支撑伸缩轴;或者,操控旋转固定把旋转拧松,由遥控器控制电机带动支撑伸缩轴转动,从而沿着轨道回拉挡板到达指定位置;
14、s2、使用辅材槽钢以合抱型制作固定工装的加强网格,分别将第一支撑单元、第二支撑单元与槽钢焊接固定,编排线缆至槽钢内部,在加固网格的中心位置伸出线缆头连接信号接收器,用封板覆盖电机暴露区域;
15、s3、再次操控遥控器各按钮来调试各个支撑单元的运行伸缩情况,确保满足生产要求;
16、s4、将艉轴壳下段片体吊装至为艉轴壳上段片体进行初步定位;两个艉轴壳下段片体连接于艉轴壳上段片体上表面,并关于艉轴壳上段片体的中心线对称分布;
17、s5、将步骤s3调试好的固定工装吊至两个艉轴壳下段片体之间,操控遥控器使各挡板贴合至曲线型外板中,运用全站仪检测包括艏艉全宽尺寸、艏艉水平度以及左右两舷双轴孔艏艉铸钢件同面度在内的精度控制数据,调整姿态使各尺寸数据满足要求后,再进行旋转固定把旋转拧紧固定支撑伸缩轴,挡板与艉轴壳的曲线型外板贴合焊接辅助固定,最后将艉轴壳下段片体与艉轴壳上段片体进行焊接实现组装搭建形成艉轴壳分段。
18、优选地,所述加强网格包括三道相互平行的横梁及三道相互平行的纵梁,横梁与纵梁共形成9个交点,每个交点处安装第一支撑单元,第二支撑单元对称固定于加固网格的两条长边,所述第二支撑单元的挡板朝向加固网格外侧。
19、优选地,过程中的精度控制要求为:
20、1)支撑伸缩轴的伸缩范围为500mm,轨道的滑动间隙为0.2~0.5mm;
21、2)横梁与纵梁的制作精度控制为±10mm,支撑单元与横梁的连接尺度控制为±5mm;
22、3)固定工装的整体组装拼接精度控制为±15mm,位于最外侧横梁对角线控制为±5mm。
23、如上所述,本发明提供一种双轴艉轴壳搭建的固定工装及使用方法,该固定工装包括多个支撑单元,支撑单元内通过电机控制有可移动的挡板;多个第一支撑单元呈阵列方式排布,第一支撑单元的顶部通过槽钢实现互连形成加固网格,多个横置的第二支撑单元对称固定于加固网格的两条长边。使用时,将第一支撑单元的挡板抵紧在艉轴壳上段片体的上表面,第二支撑单元抵紧在连接于艉轴壳上段片体上表面的两个艉轴壳下段片体相对的内侧面,从而实现对艉轴壳的辅助固定。
24、本发明充分运用了固定工装件来辅助固定双轴孔艉轴壳片体,并结合反态建造方法,运用分别散吊双轴孔艉轴壳下层片体至上层片体上反态进行合拢的生产建造工艺技术。过程中利用固定工装锁定两侧艉轴壳片体之间的间距,有效控制焊接过程中轴壳片体发生偏斜的精度尺寸变形问题,在艉轴壳片体吊装过程,以精度控制技术进行快速定位,促进生产效率提升缩短周期的效果,确保了双轴孔艉轴壳分段船坞搭载的质量精度,实现大型lng船舶快速化搭载的新工艺技术方法。
技术特征:1.一种双轴艉轴壳搭建的固定工装,其特征在于,所述固定工装包括:
2.根据权利要求1所述的固定工装,其特征在于:所述套管的侧壁贯穿有旋转固定把,通过拧动所述旋转固定板以抵紧所述支撑伸缩轴实现固定。
3.根据权利要求2所述的固定工装,其特征在于:所述电机的运转通过遥控器控制,电机的线缆设置于套管内部并在加固网格的中心位置伸出线缆头连接信号接收器,信号接收器与遥控器通信连接。
4.根据权利要求1所述的固定工装,其特征在于:所述电机的外部覆盖有封板,以实现电机的密封。
5.根据权利要求1所述的固定工装,其特征在于:所述第一支撑单元与槽钢为90°垂直连接,且在连接处设有加固肘板。
6.根据权利要求1所述的固定工装,其特征在于:所述第一支撑单元的数量为9个;所述第二支撑单元的数量为4个,并分别固定于所述加固网格的四角处。
7.根据权利要求1所述的固定工装,其特征在于:所述套管的内壁设置有轨道,以使支撑伸缩轴沿着轨道滑动。
8.一种如权利要求1-7所述的固定工装的使用方法,其特征在于,包括如下步骤:
9.根据权利要求8所述的使用方法,其特征在于:所述加强网格包括三道相互平行的横梁及三道相互平行的纵梁,横梁与纵梁共形成9个交点,每个交点处安装第一支撑单元,第二支撑单元对称固定于加固网格的两条长边,所述第二支撑单元的挡板朝向加固网格外侧。
10.根据权利要求9所述的使用方法,其特征在于,过程中的精度控制要求为:
技术总结本发明提供一种双轴艉轴壳搭建的固定工装及使用方法,该固定工装包括多个支撑单元,支撑单元内通过电机控制有可移动的挡板;多个第一支撑单元呈阵列方式排布,第一支撑单元的顶部通过槽钢实现互连形成加固网格,多个横置的第二支撑单元对称固定于加固网格的两条长边。使用时,将第一支撑单元的挡板抵紧在艉轴壳上段片体的上表面,第二支撑单元抵紧在连接于艉轴壳上段片体上表面的两个艉轴壳下段片体相对的内侧面,从而实现对艉轴壳的辅助固定。本发明利用固定工装锁定两侧艉轴壳片体之间的间距,有效控制焊接过程中轴壳片体发生偏斜的精度尺寸变形问题,确保了双轴孔艉轴壳分段船坞搭载的质量精度,实现大型船舶快速化搭载的新工艺技术方法。技术研发人员:刘保华,刘畅,常志军受保护的技术使用者:江南造船(集团)有限责任公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240722/225200.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
锚泊系统及船舶的制作方法
下一篇
返回列表